IPC CH-65B CHINESE.pdf - 第55页
数 供 应 商 和制 造 商 主要 认 可 /测试 2 级 和 3 级 。 T 级 主要来 自 T elcordia 代表( 之 前的 Bellcore )的 输入以 反 映 在 TR - WT - 000078 ( GR - 78 - CORE 的新版本) , 13.2 章节 高 分 子涂 层 和 粘 性材料。 5.5.6.1 UV 阻 焊 膜 如 果 用 户 不 监控 UV 灯亮 度 衰 减 , UV 固 化 阻焊膜 将 会 是 …
5.5.3.6.1 清洗剂对阳极化涂层的腐蚀 碱性清洗
溶液容易溶解阳极氧化膜并对暴露的铝产生化学
腐蚀。电子组件含高碱性的水基清洗液增加了腐
蚀的几率。其它的因素例如暴露时间和温度能加
速化学腐蚀。阳极氧化密封层在氧化晶粒顶部分
解,这导致湿气浸入六边形微孔结构。清洗工艺
慢慢地侵蚀阳极氧化结构。一旦干燥,阳极氧化
膜将在外来的腐蚀下逐渐
消失,暴露铝表面。图
5-2描述了一个阳极氧化的散热器在焊接后清洗时
受到化学剂腐蚀的例子。
5.5.3.6.2 pH中性和弱碱性清洗溶液 由pH中
性、弱碱性和DI水作为替代的清洗剂较不容易腐
蚀阳极氧化铝和其它敏感金属。虽然通常强碱性
产品能非常有效地去除助焊剂,但减弱碱性技术
改善了物料对于阳极氧化涂层的兼容性。
5.5.4 ⿊氧化 (转化层) MIL-F-495E对保护铜
合金的
黑化涂层有详细说明。这种铜和铜合金的
均匀的 黑 色缓蚀 涂 层 用 于 军 事和太空产品的元
器件。MIL-spec指出清洗后电子产品的镀层外观
或者颜色应当没有一点改变。
像铝表面的阳极氧化涂层一样,当暴露在强碱性电子清洗溶液中,黑氧化涂层很容易受腐蚀。强碱
性的水基清洗材料易腐蚀并在清洗后的工序中清除元器件的黑氧化。建议用户调查替代
品以得到更
好的物料兼容性特性。
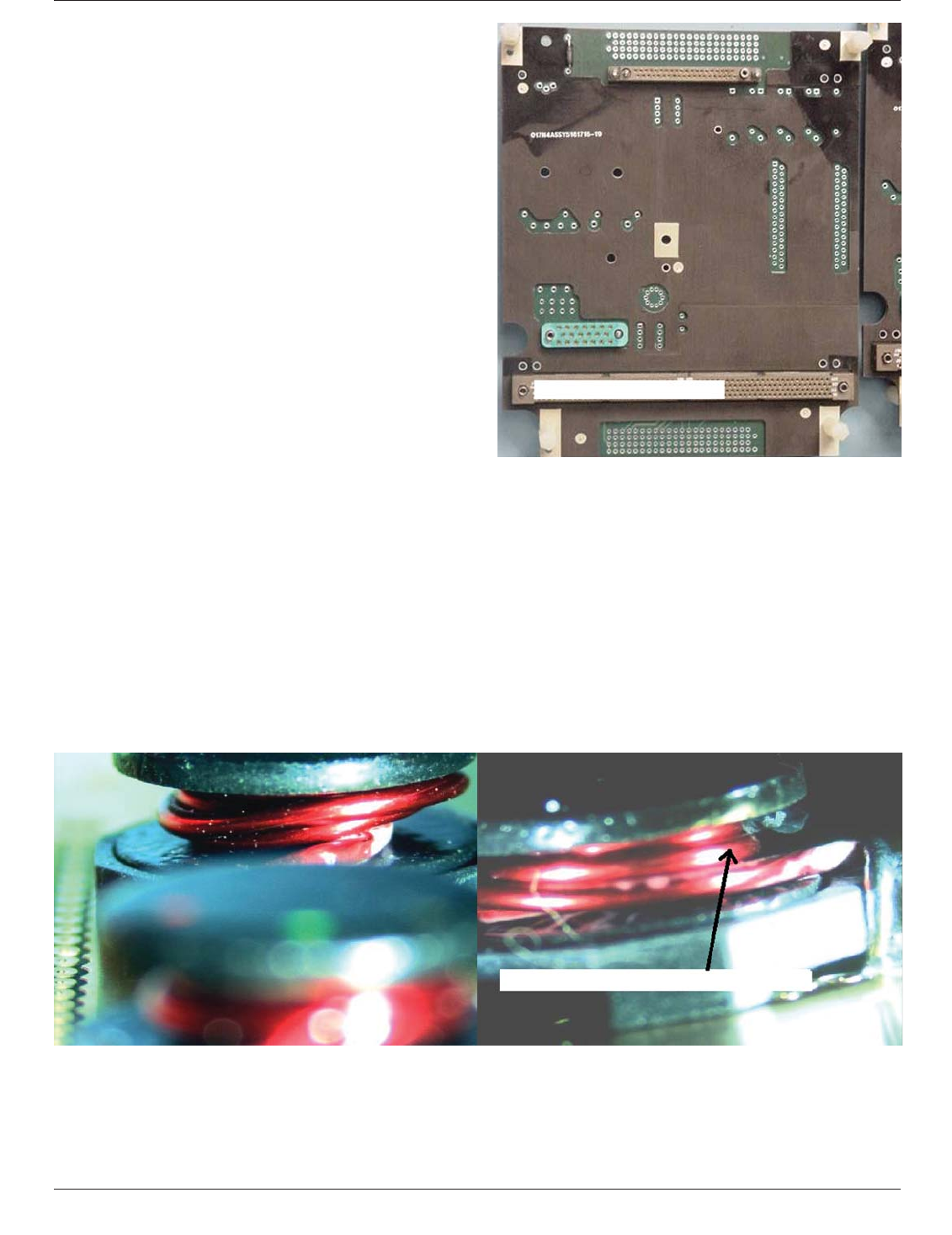
5.5.5 电感线圈腐蚀 电感线圈的金属线表面有一层聚氨酯涂层。清洗过程中清洗剂使聚氨酯涂层
变软起泡。图5-3描述了清洗前后对比。
5.5.6 阻焊膜 阻焊膜在到达组装者/用户前常经过短期和长期的测试。目前行业认可的永久阻焊膜
性能认证文件是IPC-SM-840C。IPC-SMT-840C在1996年1月发布时从3个级别(1,2和3级
)改为2
个级别–T级(电信)和H级(高可靠性)。T级等同于2级而H级等同于3级。1级不再采用是因为大多
⍇ॆᆖࡲ㞀㲰
图5-2 清洗化学剂腐蚀
䫱кⲴ≘䞟⎲ቲᔰ㩭
图5-3 清洗液腐蚀聚氨酯涂层
IPC-CH-65B-C 2011年7月
40
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
数供应商和制造商主要认可/测试2级和3级。T级主要来自Telcordia代表(之前的Bellcore)的输入以
反映在TR-WT-000078(GR-78-CORE的新版本),13.2章节高分子涂层和粘性材料。
5.5.6.1 UV阻焊膜 如果用户不监控UV灯亮度衰减,UV固化阻焊膜将会是一个问题。因为白炽灯
从亮到熄灭是一瞬间,UV灯是渐渐地熄灭。当亮
度下降时用户可以通过增加曝光时间来补偿。当熔
化焊料时的热量能使未完全固化的阻焊膜能够完成固化,使得焊渣及其它残留附着在阻焊膜表面,
这些残留物在清洗时不容易被去掉。
图5-4、图5-5和5-6分别为阻焊膜经过1、2、3次工厂标准UV固化,再进行焊接后的外观。UV灯亮
度降低到需要3个标准固化周
期才能得到完全地固化。这里表明阻焊膜可能与清洗工艺不兼容,而固
化工艺是根本原因。
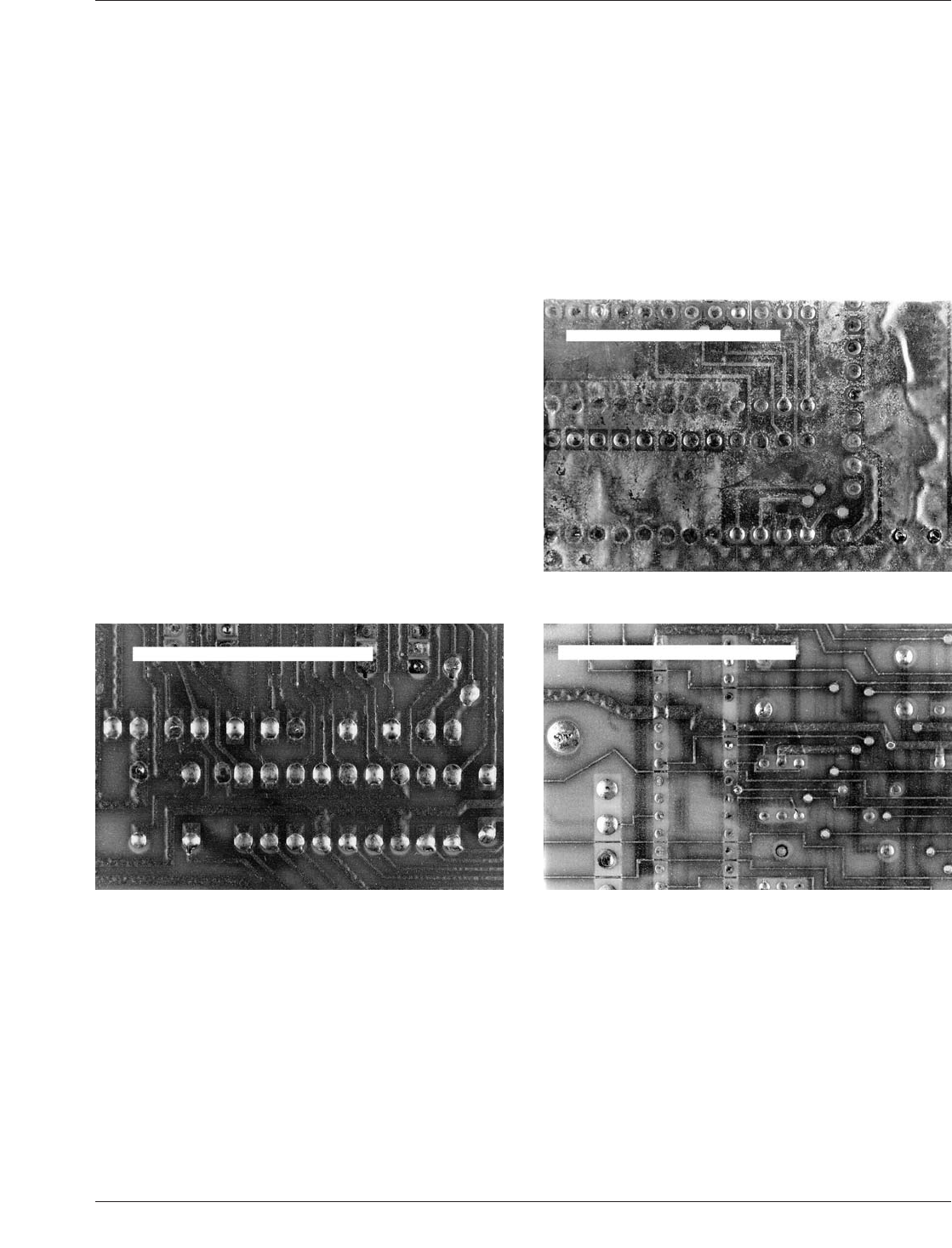
5.5.6.2 ⼲膜阻焊膜 干膜阻焊膜最初用来保护
铜线(裸铜覆阻焊膜上,SMOBC),但是众所周
知,清洗剂渗透到干膜阻焊膜下会导致起泡并从
铜线上脱落。这通常发生在阻焊膜最薄的区域,
例如线路掩蔽/填塞导通孔焊盘,或者在阻焊膜侧
面边界到焊盘引出的线路之间。
阻焊膜的化学性能和厚度是
决定阻焊膜在分解脱
落前能在不同的清洗工艺和清洗剂中经受多长时
间的重要因素。一般的,包括化学和机械能的多
次清洗能对阻焊膜产生累积的影响。第二种情况
是清洗后湿气会入侵,烘烤可以减轻这个问题。
杜邦对干阻焊膜进行了测试并发现阻焊膜暴露在清洗工艺中的时间是非常关键的。如果进行了多次
清洗,或者清洗持续时间超过了正常周期,阻焊膜可能受到腐蚀或者从板上脱落
。杜邦测试结果显
示:干阻焊膜能耐氟化蒸汽脱脂电子清洗剂15-30分钟;耐半水基清洗剂15-60分钟;耐碱性水基清
洗溶液1-5分钟。图5-7描述了清洗后干阻焊膜起翘和脱落的例子。
5.5.7 挠性电路 可植入的医疗电子产品要求小型化的元器件和电子组件。图5-8中的例子描述了挠
性元器件暴露在加倍浓度71° C[160° F]的清洗化学溶液中
24小时后的影响。这个实验暴露了电路板
在水基清洗剂中,应该是一个组件过度暴露在清洗工艺中的可以理解的最坏的情况。需要注意因为
很多元器件超出设计限定暴露在清洗剂和工艺中会损坏。长期测试也可用于识别过度暴露影响物料
特性和物料的相互作用。
䱫✺㟌а⅑ᐕলḷ߶89പॆਾⲴཆ㿲
图5-4UV阻焊膜固化问题⽰例
䱫✺㟌є⅑ᐕলḷ߶89പॆਾⲴཆ㿲
图5-5UV阻焊膜固化问题⽰例 图5-6UV阻焊膜固化问题⽰例
䱫✺㟌й⅑ᐕলḷ߶89പॆਾⲴཆ㿲
2011年7月 IPC-CH-65B-C
41
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
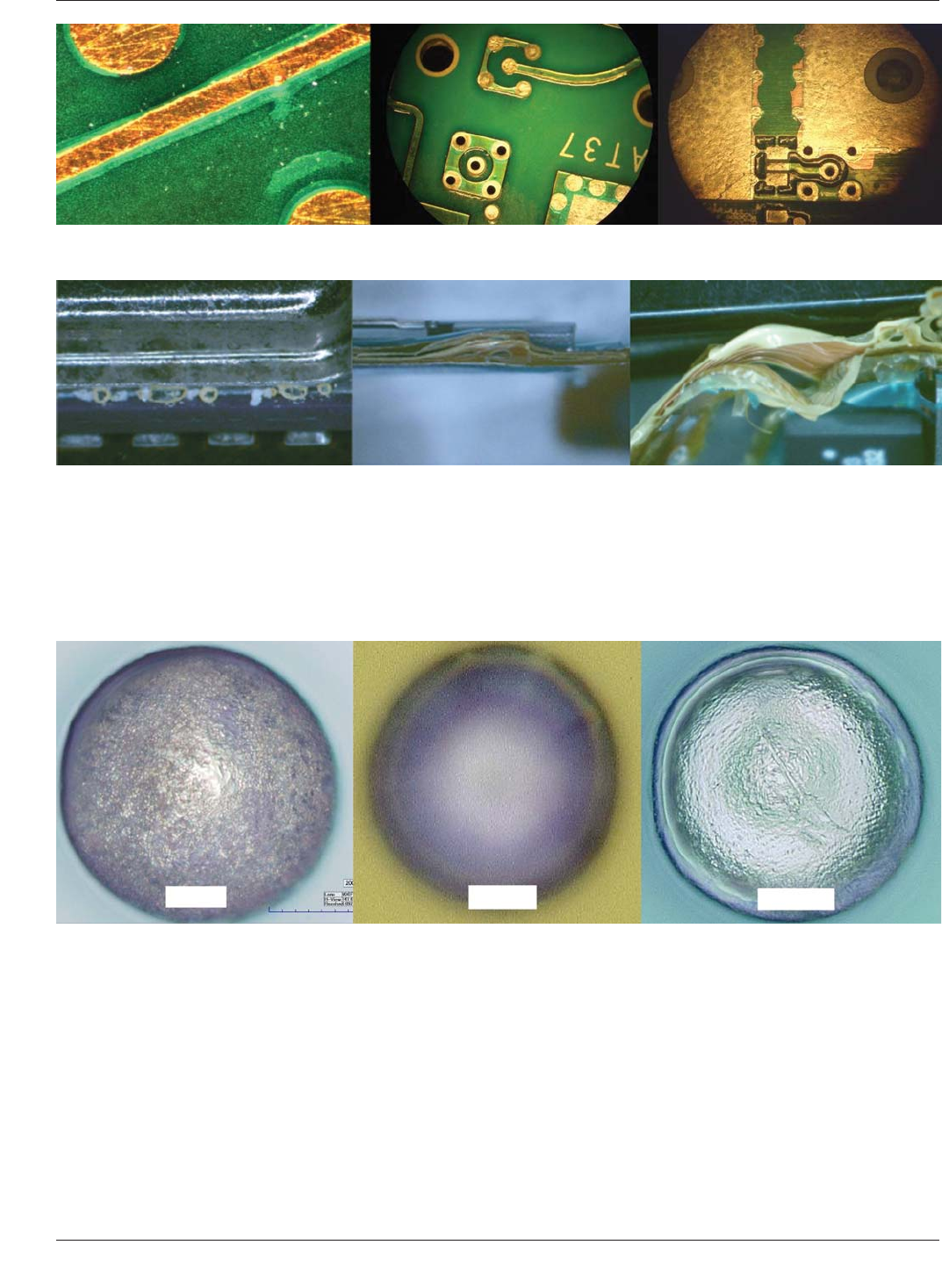
5.5.8 焊点腐蚀 强碱性清洗剂与软金属,例如焊料反应,暴露后在焊点表面形成氧化层。腐蚀与
洗涤时间、浓度和碱性强弱程度有关。使用清洗成分里的抑制技术能减少碱性清洗剂腐蚀。恰当的
缓蚀剂在合金表面形成保护层在清洗时保护焊料合金。缓蚀性能差的清洗剂将使焊点变蓝灰色。如
果延长暴露时间碱性非抑制清洗剂使焊点变灰暗
甚至变黑。图5-9描述了清洗后焊点的外观。
5.5.9 部件标识/标签 新的行业趋势是朝着更高的回流温度、更高溶解能力的清洗材料、更长的洗
涤周期和更高的冲击发展。这些因素增加了对部件标识和标签材料的要求。测试反馈的数据显示以
下各项:
•更高的热回流可能分解标签材料。聚酯和一些聚酰亚胺标签材料可能耐更高的回流温度。
•更高溶解能力的清洁能力可能影响组装工艺中
普遍用到的墨水/色带。
•碱性增强的水基化学品可能影响组装工艺中普遍用到的墨水/色带和标签材料。
•高冲击能、长洗涤周期和高洗涤温度可能减弱标签粘性,因此导致标签在清洗过程中脱落。
图5-7 清洗后⼲膜阻焊膜剥离和脱落
图5-8 长期暴露在⽔基清洗剂中的状态
␡⚠㢢 㬍⚠㢢
䮌䶒༴⨶
图5-9 焊点外观⽰例
IPC-CH-65B-C 2011年7月
42
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---