IPC CH-65B CHINESE.pdf - 第67页
做 这些 测试 。 因 此, 这些 数据 通 常 仅代表了 最 好 的 情 形 ,而 没 有证 据 证明 每 一个个 体 制 造 商也 会得 到相 同 的 结 果 。所 以 , 建 议 重 新 进 行 关 键 的 测试 ,而不 是 依 赖 于 供 应 商 的 数据 手册 。 6.5.3 材料分析 任何在研究中的材料 应 该 包 括 对材料技术 规 范的 分析 、制 造 商 的 测试 结 果 、材料 的 安全数据 手册 、材料 供 应 商…

1级变更是指不影响产品外观、组装或者功能的变更。如一种微处理器芯片,从厂家A换成厂家B,
但是有相同的功能及可靠性。
2级变更是指产品的外观,组装或者功能发生了改变 。如电路板重新设计或者明显的增加修正导线。
1级变更也许只需要简单的书面通知或者低级别的工程变更通知单(ECOs)。2级变更则需要对硬件
重
新进行全面或者至少部分的评定,成本很高而且花费时间。
同客 户进行讨论是非常重要的,因为在任何一种电子行业中,都没有1级变更和2级变更的统一定
义。清洗材料的或者清洗工艺的变更可以视为1级变更,因为清洗材料并不在最终产品上进行交付,
且不“应该”影响外观、组装或者功能。另一方面,如果新的清洗材料或者工艺没有进行
充分的评
估,就可能影响产品的长期可靠性(例如,功能),所以也是潜在的2级变更。在高性能领域,硬件
的功能性和安全性非常关键,大部分客户都非常谨慎并倾向于认定所有变更都为2级变更,除非有数
据作为证明。这就是为什么第1阶段和第2阶段中的数据收集非常重要的原因,这能为成本较低的1级
变更的论证打
好基础。
6.5 清洗⼯艺认证 接下来的这一节是介绍一家航空航天代工厂使用的工艺评估方法,这种方法作
为一个案例说明了当3级产品制造过程发生某一个改变时全面的评估了整个工艺制程。这种方法几乎
包括了上述所提到的所有阶段。
清洁度在产品的性能和可靠性方面影响着产品的质量。印制电路板的污染会造成诸如阻焊剂附着不
良、多层板的分层、可焊性不良、导体间漏电以及连接器之间
的高阻抗等问题。
质量保证包括定期检验或者过程检查。清洁度的测试可以是对污染物的直接检测,也可以是在试样
或者实际产品上做加速试验来对潜在可靠性问题进行的模拟。
一个全面的质量保证计划还包括正在进行的过程监控、鉴定试验,以及制造过程中的辅材如助焊剂
的检查。
质量保证计划的范围、检查频率以及最
终要求同产品的用途以及期望的产品性能有关(例如服务等
级)。
质量数据的收集形式应该便于追踪过程的趋势,如果需要,还需迅速的作出纠正措施。数据应该记
录下来传达给辅材的供应商以及产品的客户。
本节为3级电子组装产品的清洗工艺提供了一个标准的评估程序。当制造商变更了焊接材料(焊膏、
助焊膏和波峰助焊剂)、清洗材料
以及清洗设备时,需要采取措施对过程进行评估或者重新评估。测
试工作应该文件化,并且将供应商和原材料商提供的变更计划合并至其中。
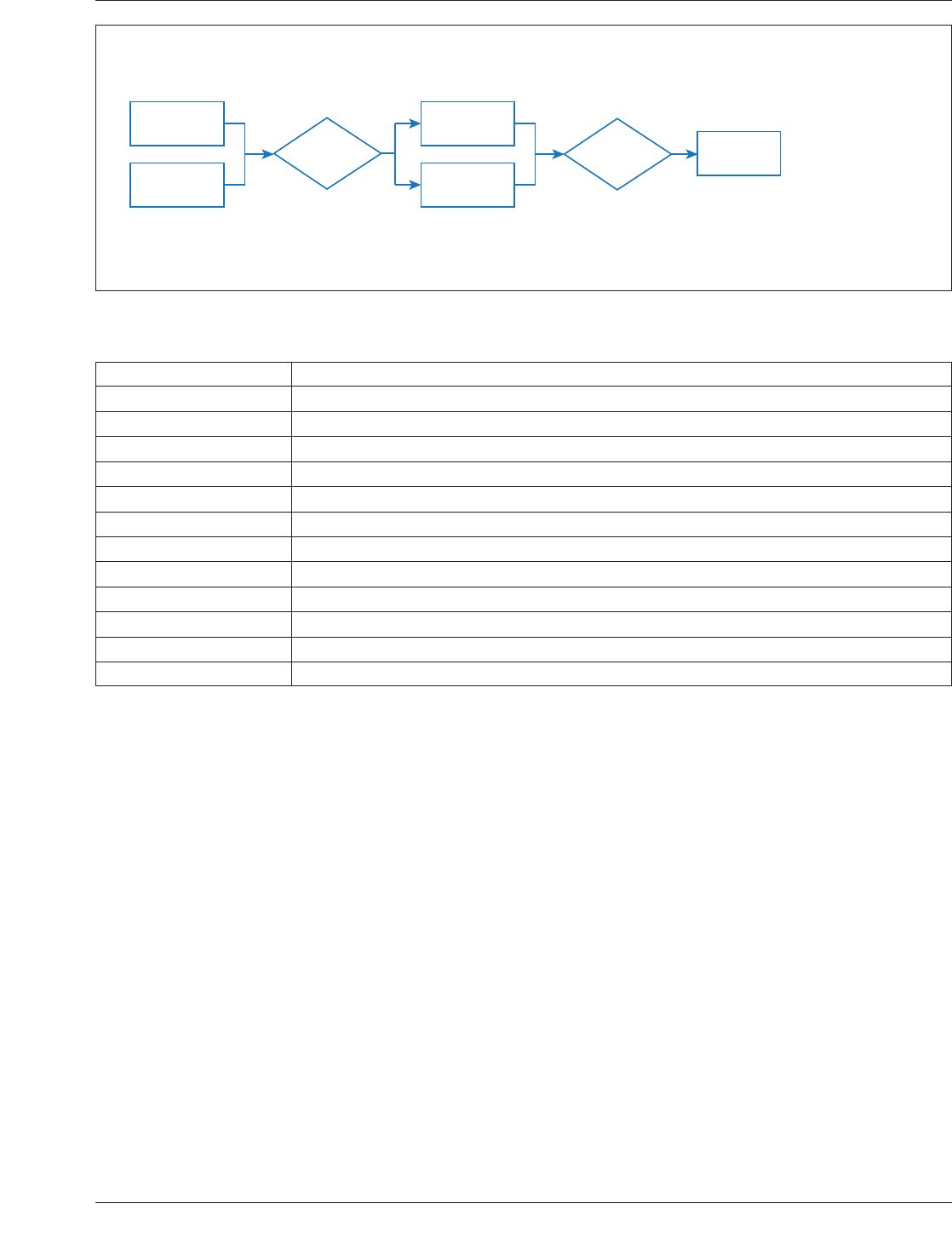
图6-8 展示了当制造过程发生变化时对于外观清洁度评估工艺的三阶段示意图。
6.5.1 引⽤⽂件 表6-3列出了在确定残余物对电子组件影响时所引用到的文件。
6.5.2 第1阶段初步可⾏性评估 在进行焊接材料评估之前,需进行初步的可行
性分析,确保焊接助
焊剂、焊膏以及焊接合金满足适用的标准。
在这个选择中,辅材的供应商应该被包括进来,因为其对所提供的材料,以及其材料与其它材料可
能存在的相互影响有最深入的了解。
我们也许有充分的理由问,制造商为什么不能仅仅只使用供应商提供的数据,如J-STD-004的助焊剂
鉴定证明,来降低测试成本呢?表6-3中的主要鉴定
证明文件是用来提供一个标准化的基线,以使生
产出可重复的结果。它们使用的是标准的测试载体,如J-STD-004中所使用的IPC-B-24测试板,以
使不同的材料/供应商之间的数据具有可比性。材料的供应商对这些测试协议非常熟悉,它们自己来
IPC-CH-65B-C 2011年7月
52
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
做这些测试。因此,这些数据通常仅代表了最好的情形,而没有证据证明每一个个体制造商也会得
到相同的结果。所以,建议重新进行关键的测试,而不是依赖于供应商的数据手册。
6.5.3 材料分析 任何在研究中的材料应该包括对材料技术规范的分析、制造商的测试结果、材料
的安全数据手册、材料供应商的质量保证和过程控制方法。
6.5.4 过程注意事项
在把资源投入到鉴定新的清洗材料之前,初步的可行性评估应该包括:
• 对职业、安全以及环境的影响。
• 制造商的测试、质量、服务以及支持。
• 设备的兼容性以及能力。
• 对成本的影响。
•废弃物的产生及处理。
• 过程的能力及稳定性。
• 过程控制的需求。
• 清洁度的监测(污染物的类型,清洁水平和测量)。
• 测试系统能力评估。
• 客户的要求及期望
。
䱦⇥˖ 䱦⇥˖ 䱦⇥˖
ᐕ㢪৺ॆᆖ䈅
ࡲⲴՐ㔏䇔䇱
ॆᆖ䈅ࡲ
ᐕ㢪
ᇑᢩ
ᇑᢩ
ᐕ㢪䍘䟿
࣏㜭ᙗ
㻵㖞
ࡦǃỰḕ઼⍻
䈅ԓ㺘ᙗṧᵜ
Ьཆ㿲Ựḕ
Ь,&⍻䈅
Ь俆ԦỰḕ
Ьᡰᴹ3%$᤹➗ᇒᡧᢩ߶Ⲵ$73䘋㹼⍻䈅
Ь526(⍻䈅
䜘Ԧу⭘ᴰ㓸
ㅖਸᙗ⍻䈅
图6-8 ⼯艺评估的三阶段法
表6-3 引⽤⽂件
标准 要求
ASI/JSTD-001 焊接的电气和电子组件要求
ASI/JSTD-004 助焊剂要求
ASI/JSTD-005 焊膏要求
ASI/JSTD-006 电子焊接领域电子级焊料合金及含有助焊剂与不含助焊剂的固体焊料的要求
IPC-A-610 电子组件的可接受性
IPC-TM-650 IPC测试方法手册
IPC-9201 表面绝缘电阻手册
Telcordia GR-78-中心 电迁移测试
IPC-A-600 印制板的可接受性
IPC-SM-840 永久性阻焊剂和挠性覆盖材料的鉴定和性能规范
IPC
-CC-830 印制线路组件用电气绝缘化合物的鉴定及性能
IEC 61189-5 电子材料、互连结构和组件的试验方法.第5部分:印制电路板组件的试验方法
2011年7月 IPC-CH-65B-C
53
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---

6.5.5 技术⽅⾯的评估 电子产品制造商需确认暴露在外的部件与所接触的所有清洗材料,在规定
的洗涤浓度范围、洗涤温度、洗涤时间以及冲击力的作用下是兼容的。
6.5.6 过程计划的⽂档编制 为推进决策的进展,需要文档化的计划来记述所提出的变更以及测试
数据。
6.5.6.1 基准点评估 紧接着初步可行性分析(第1阶段),清洗过程的鉴定应该包括材料及过程兼容
性测试、测试载体及正式的
测试计划(第2阶段)。尽管第二阶段的测试载体可以是产品部件,更多
通用的方法是使用比实际产品更具代表性的工业标准的测试载体。
6.5.7 阶段2材料和⼯艺测试 阶段2材料与工艺兼容性测试应该包括:
• 确认所有助焊剂变化。
• 确认化学清洗剂。
• 确认阻焊剂应用变化、温度曲线变化或者清洗设备或者清洗参数变化。
设计的实验需要按照最终的性能规范测试材料和工艺以评估其可接受性。
正如之前所说,有很多
方法可用于评估材料和工艺的可接受性。在工业领域常用的众多方法中的一
种都已被收纳于IPC联合工业标准J-STD-001,通常包含在该标准的附录中。
对J-STD-001附录中列出的实验有一个普遍的误解就是组装人员必须服从J-STD-001的要求,这不是
事实。J-STD-001要求组装工手上必须有一个客观的数据可以体现材料与工艺的兼容性。附录中的测
试方案只是生成这种数据的一种可能的方法。可
是,因为这种测试是在J-STD-001标准中列出,它是
一种适合制造商和客户的测试方法,有已知的通过-失败参数。
6.5.8 测试⼯具 组件一般宁愿被设计成测试包。好处是板和元器件合并进行一个标准测试。与其
闭塞在一个特殊的测试板,组件需要确保在生产时板子是有代表性的。
• 测试工具应该能够提供关于各种采用通孔和包括细间距元器件和BGA器件的表面贴装元器件的工
艺结构和封装的
评估。为了方便电测试,测试工具应该包括IPC和Telcordia工艺规范定义的“Y”和
梳状图。测试工具应该用与实际产品同样的基板、金属化处理、阻焊进行制作。
• 测试样品应该用推荐的生产工艺制造。样品使用单独的工艺生产可能不能反映产品的实际情况。在
总体的测试中必须考虑其它工艺步骤可能引起的相互影响。
• 每种材料
/工艺的联合测试的数量应该是最少10块工具。增加的样本应该要包含在测试计划中并按
照测试计划的逐一进行目视检查。如果材料和工艺使用了不同类型的基材、表面处理,在OEM同
意的基础上应该对所有类型进行测试(按照IPC-SM-840例如LPI、干膜、非商标)。为了建立基础
数据,每种基材的裸板和/或者掩
膜类型应该被增加到样本批中。
6.5.9 测试⽅法 选择材料和工艺的测试应该包括光学、电学和化学评估。
• 光学-目视检查至少在10倍倍率下进行,30倍倍率是为了在10倍倍率下评估污染物。单位应该包括
残留物检查、污染物、腐蚀状态、阻焊和基板的情况、焊接结合层的形成、变色、焊球或者飞溅
物;湿化学溶剂、油脂、污垢、手指印、离子物质或者其它不规则物体。任何发现都应该实
施分析
找出原因。负面的检查结果可能取消未来测试的必要。
• 电学-最少的测试应该如下:
– 表面电阻测试见IPC-TM-650测试方法2.6.3.3 A(参考IPC-9201)。
– 电化学迁移见IPC测试方法TM-650测试方法2.6.14和2.6.14.1(参考Telcordia GR-78-CORE)。
IPC-CH-65B-C 2011年7月
54
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---