MSR.pdf - 第13页
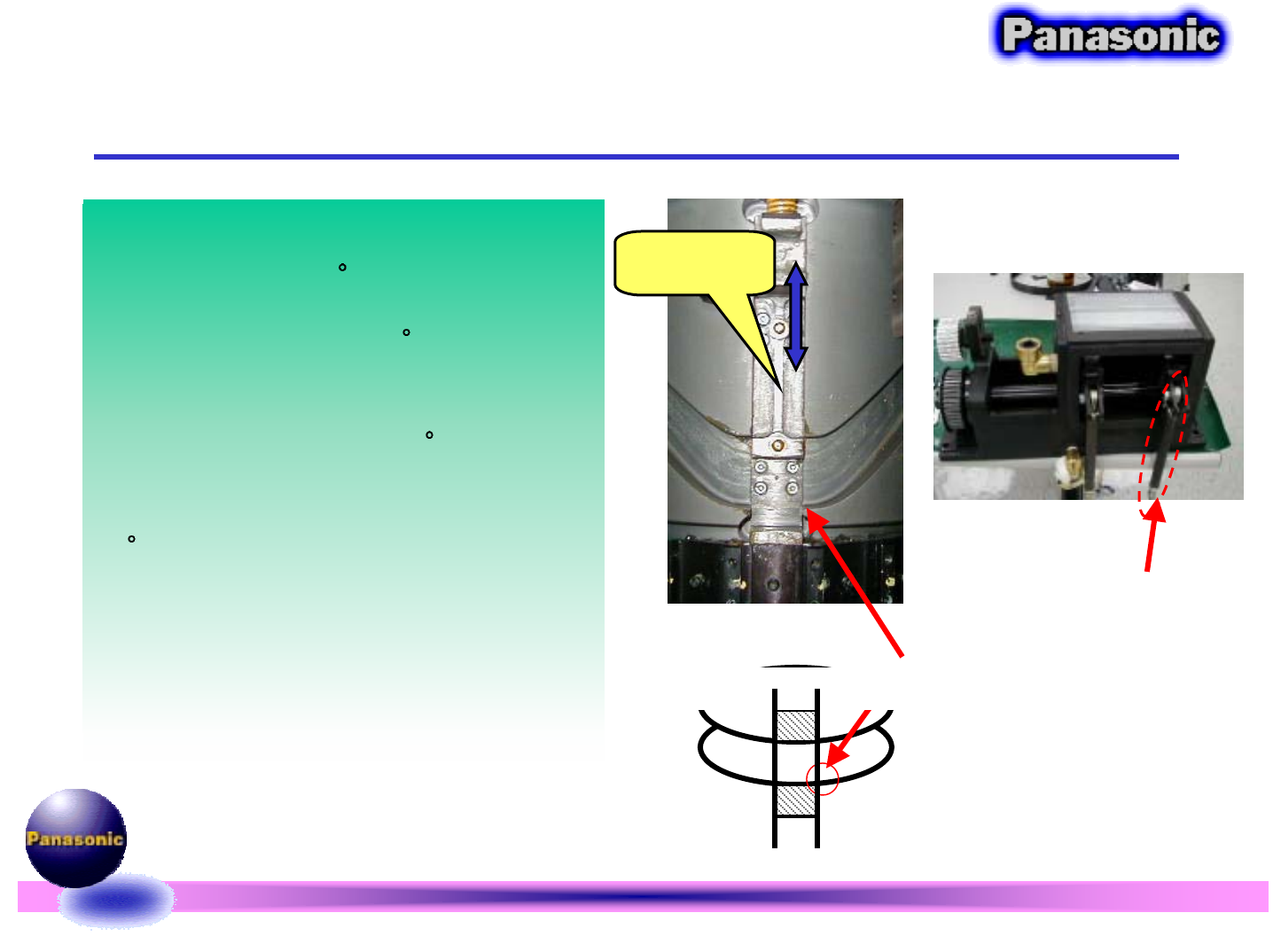
2. 吸着和装着段差的确 认和调整 装着段差确认和调整 : 确认时序的 CT=125 段差在 0.01~0.02mm 以内 确认方法 : 用指感法或用小的 一字螺丝刀 进行段 差的确认 IF NG, 则对控制 Slide 动作的 连杆进行调 整 Slider 指感确认 确认位 段差调 整的连杆
Nozzle
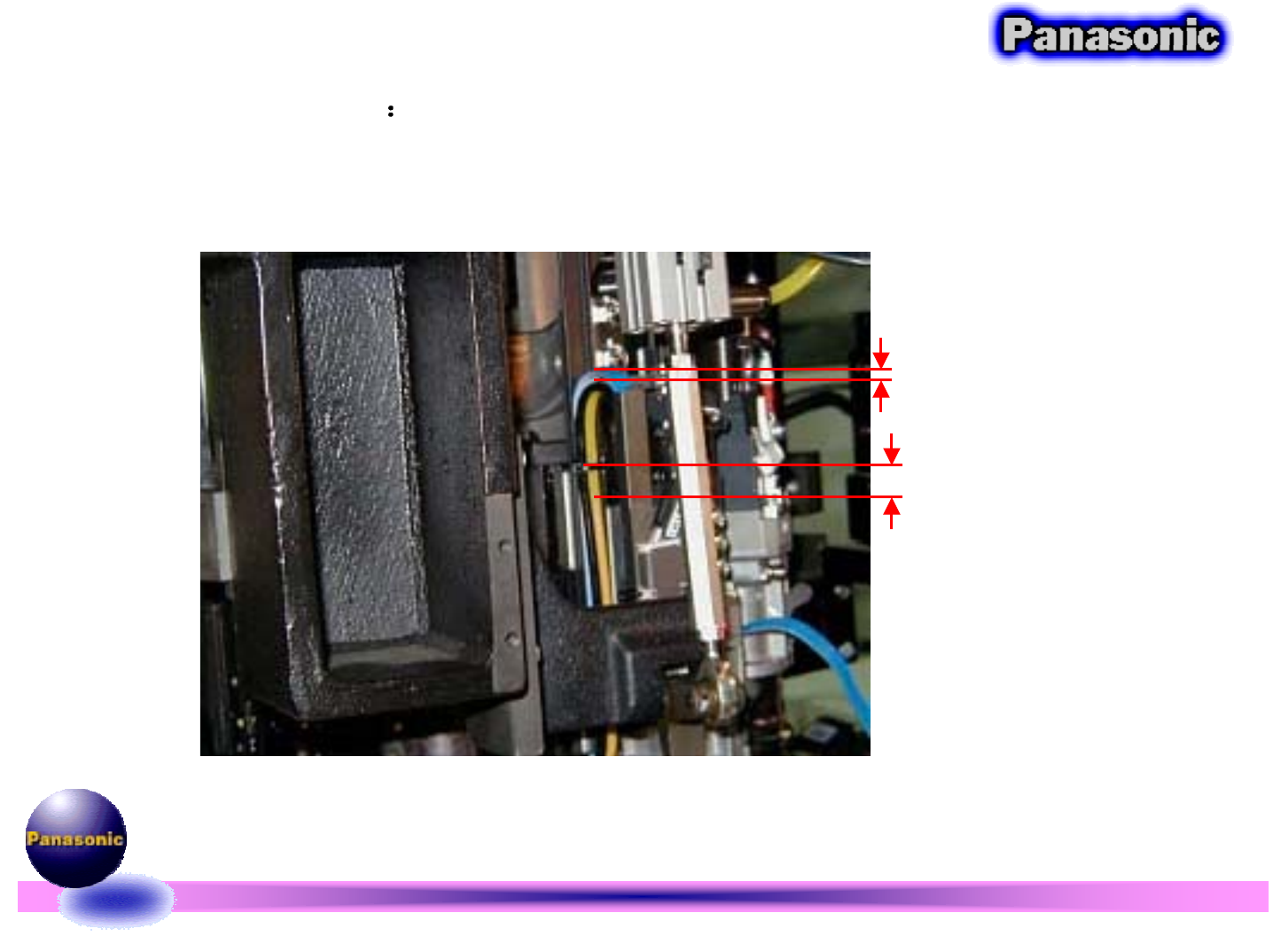
的安装注意事项
4个压板螺钉旋紧的力矩为: 250N
扎带位置与气管加强
筋的距离为7mm
Cable线与气管的
距离为3mm
2.
吸着和装着段差的确认和调整
装着段差确认和调整
:
确认时序的
CT=125
段差在
0.01~0.02mm
以内
确认方法
:
用指感法或用小的一字螺丝刀
进行段差的确认
IF NG,
则对控制
Slide
动作的连杆进行调
整
Slider
指感确认
确认位
段差调整的连杆
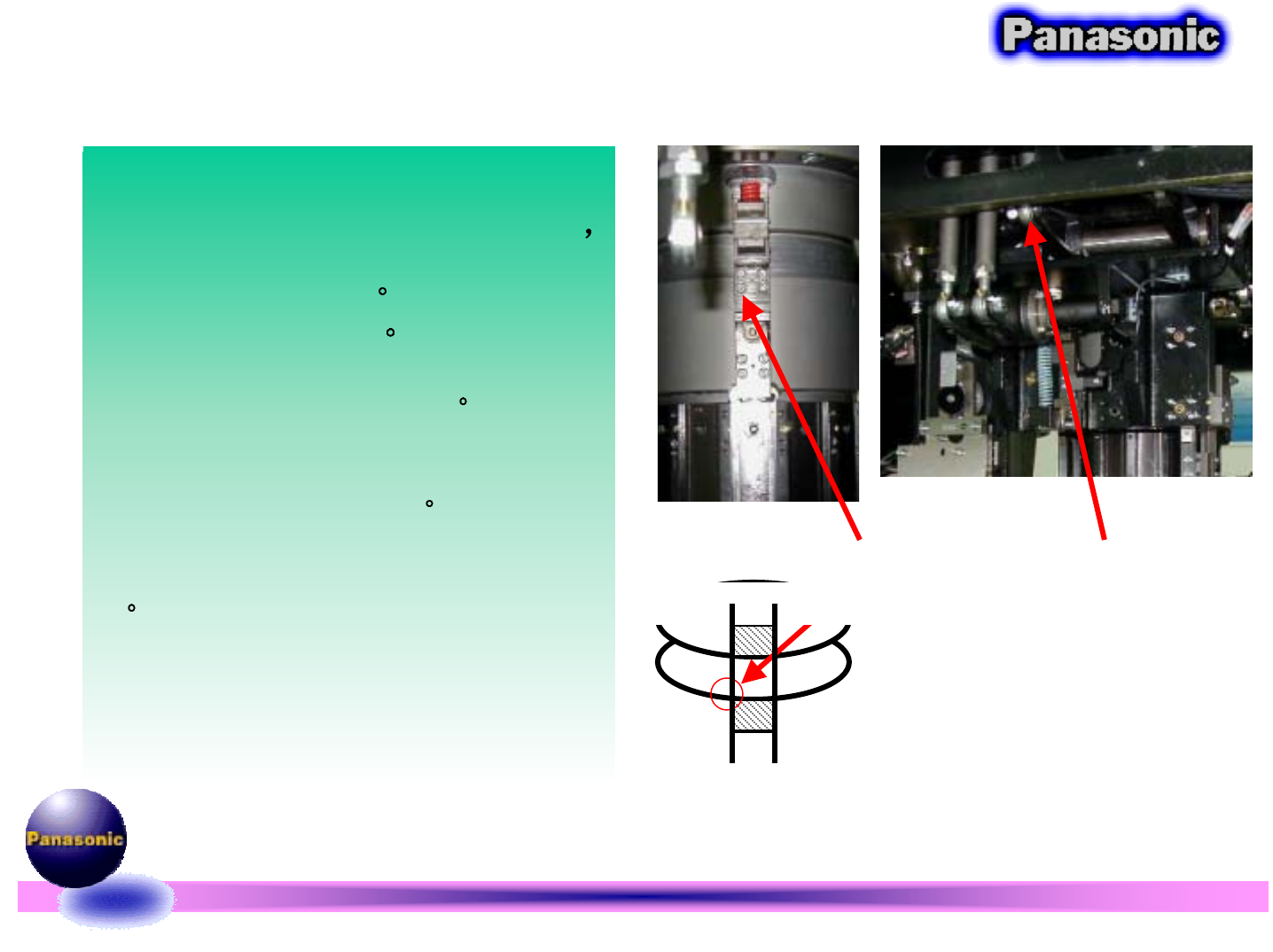
吸着段差的确认和调整
:
在段差确认之前,先进行摇动的确认
规格值:0.03mm以内
确认时序都是CT=80
段差要求在
0.01~0.02mm
以内
确认方法
:
用指感法或用小的一字螺丝刀
进行段差的确认
IF NG,
则对控制
Slide
动作的连杆进行调
整
指感确认
确认点
段差调整的连杆