MSR.pdf - 第14页
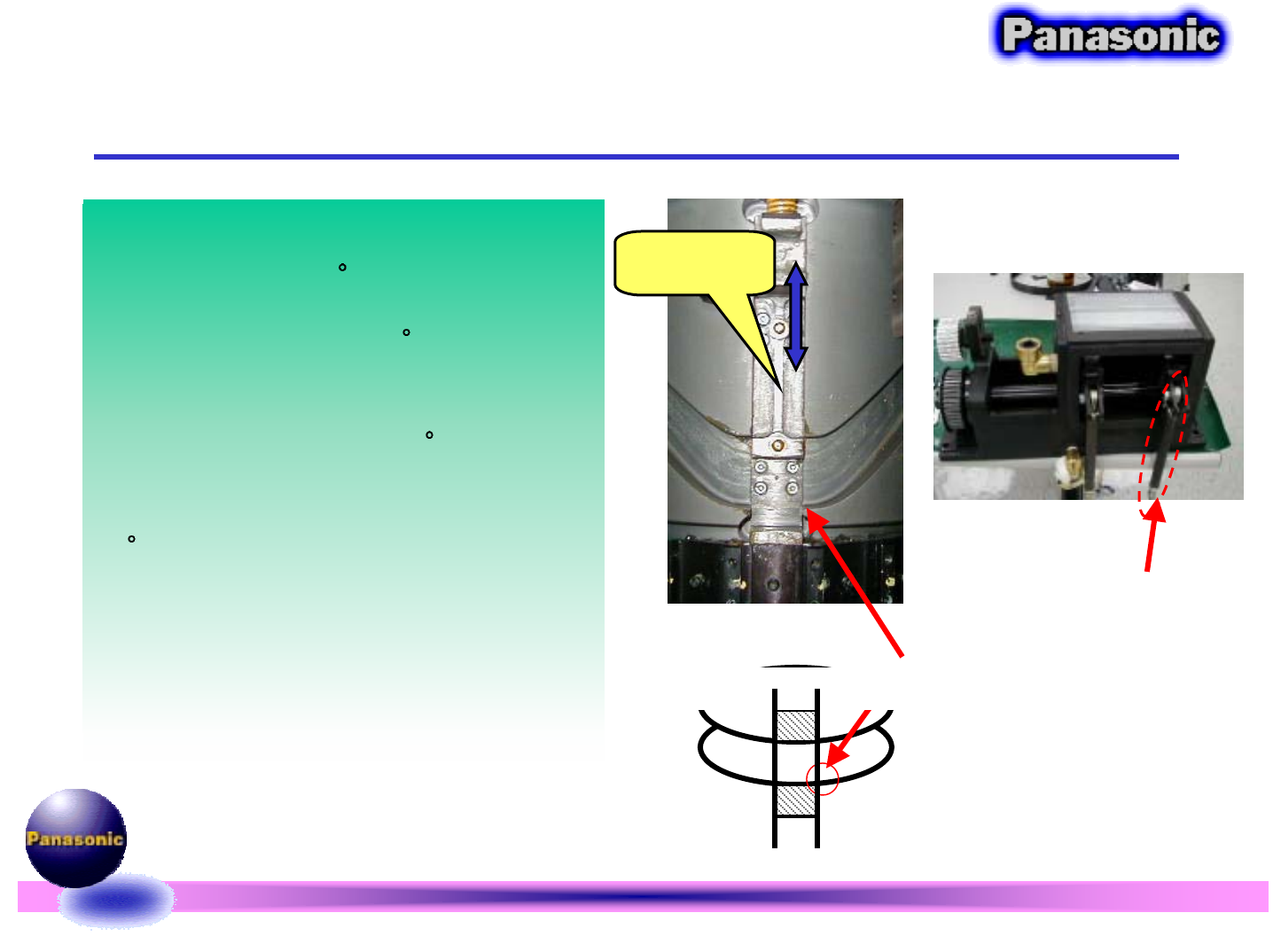
吸着段差的确认和调整 : 在段差确认之前 , 先进行摇动的确认 规格值 :0.03mm 以内 确认时序都是 CT=80 段差要求在 0.01~0.02mm 以内 确认方法 : 用指感法或用小的 一字螺丝刀 进行段 差的确认 IF NG, 则对控制 Slide 动作的 连杆进行调 整 指感确认 确认点 段差调 整的连杆
2.
吸着和装着段差的确认和调整
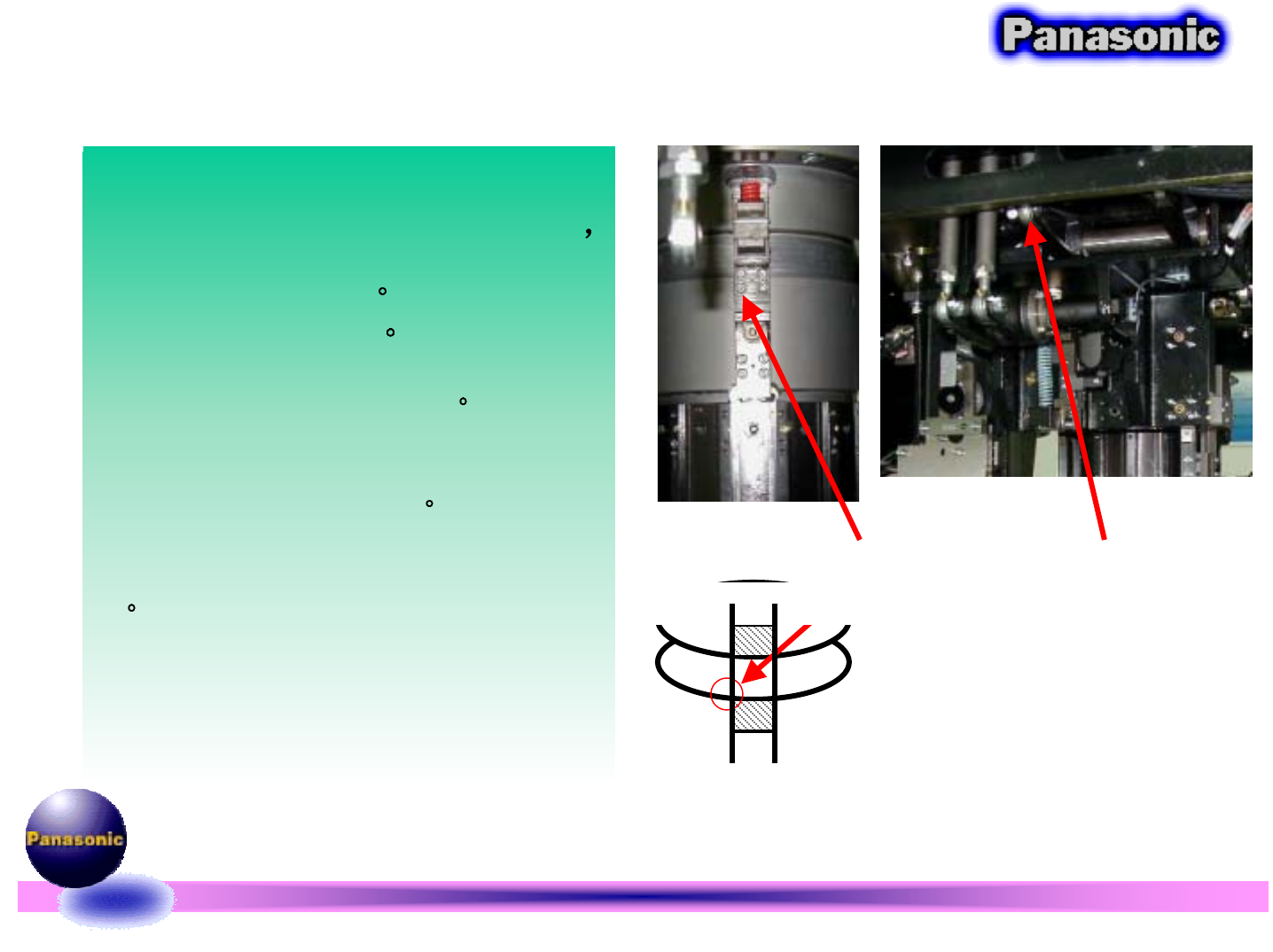
装着段差确认和调整
:
确认时序的
CT=125
段差在
0.01~0.02mm
以内
确认方法
:
用指感法或用小的一字螺丝刀
进行段差的确认
IF NG,
则对控制
Slide
动作的连杆进行调
整
Slider
指感确认
确认位
段差调整的连杆
吸着段差的确认和调整
:
在段差确认之前,先进行摇动的确认
规格值:0.03mm以内
确认时序都是CT=80
段差要求在
0.01~0.02mm
以内
确认方法
:
用指感法或用小的一字螺丝刀
进行段差的确认
IF NG,
则对控制
Slide
动作的连杆进行调
整
指感确认
确认点
段差调整的连杆
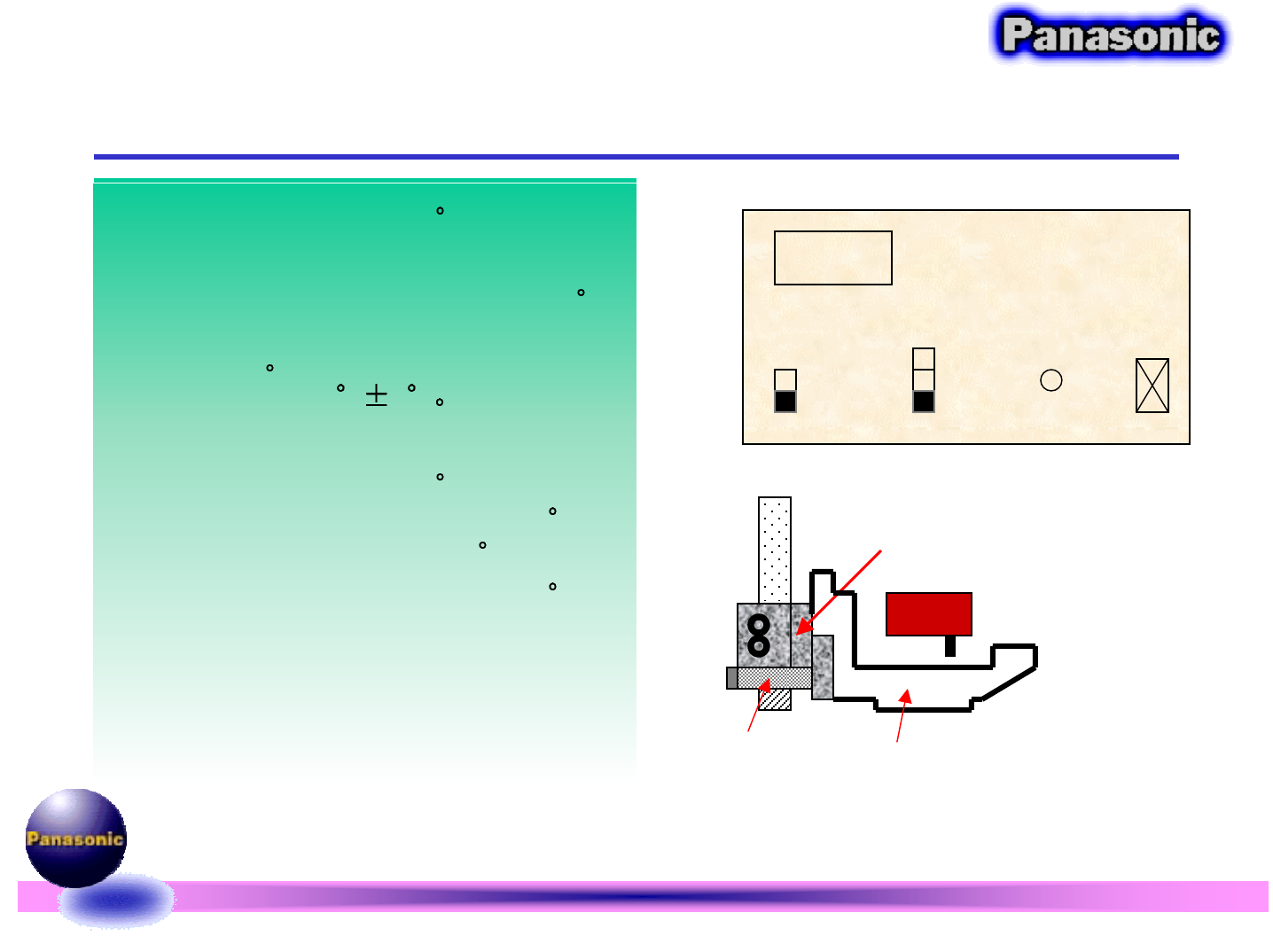
3.Line Sensor
的调整和交换
1.将new Line Sensor装上
2.机器回原点(包括Nozzle),选择1号Head
1号Nozzle(选VS吸嘴)作为测量基准
3.P945C SW设置在:MANU,MEASURE规格值:
2.5~3.0mm
4.手轮摇至CT=178 2
5.先调整Line Sensor的高度,当P945显示
2.75mm略紧Stop和Block
6.在对Line Sensor进行振分的确认
7.如果正确,锁紧Block和Stop
8.全部完成后在放大器上按O.ADJ键
2.75
P945C
AUTO
MANU
DEFER
ORG
MEASURE
O.ADJ
Clamp Block
Stop
Line Sensor