MSR.pdf - 第18页
5. 各 Stop 间隙的确 认和调整 确认时序为 CT=125 测量方法 : 用百分表 的指针打在 Lever 的 连接处 通过副控制盘控制气 缸动作 从而观察 百分表指针 的变化 规格值 : 吸着和装着为 0.03~0.05mm 其他 ( 不良品 ,Nozzle turn, Nozzle Return, Feeder High and Feeder Low) 为 0.15~0.20mm [ 注 ] 当在测量不良品排除的 Stop 间…
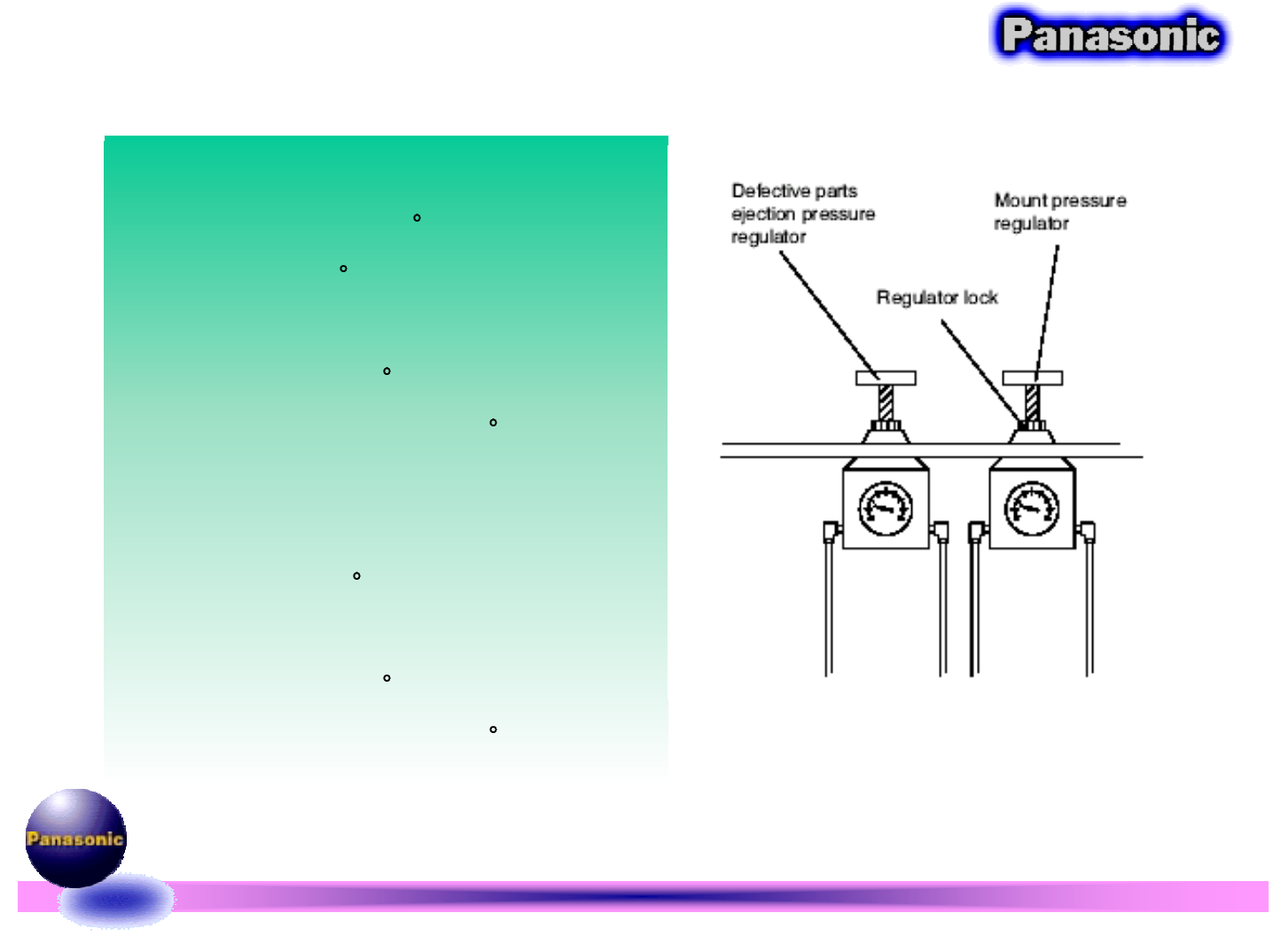
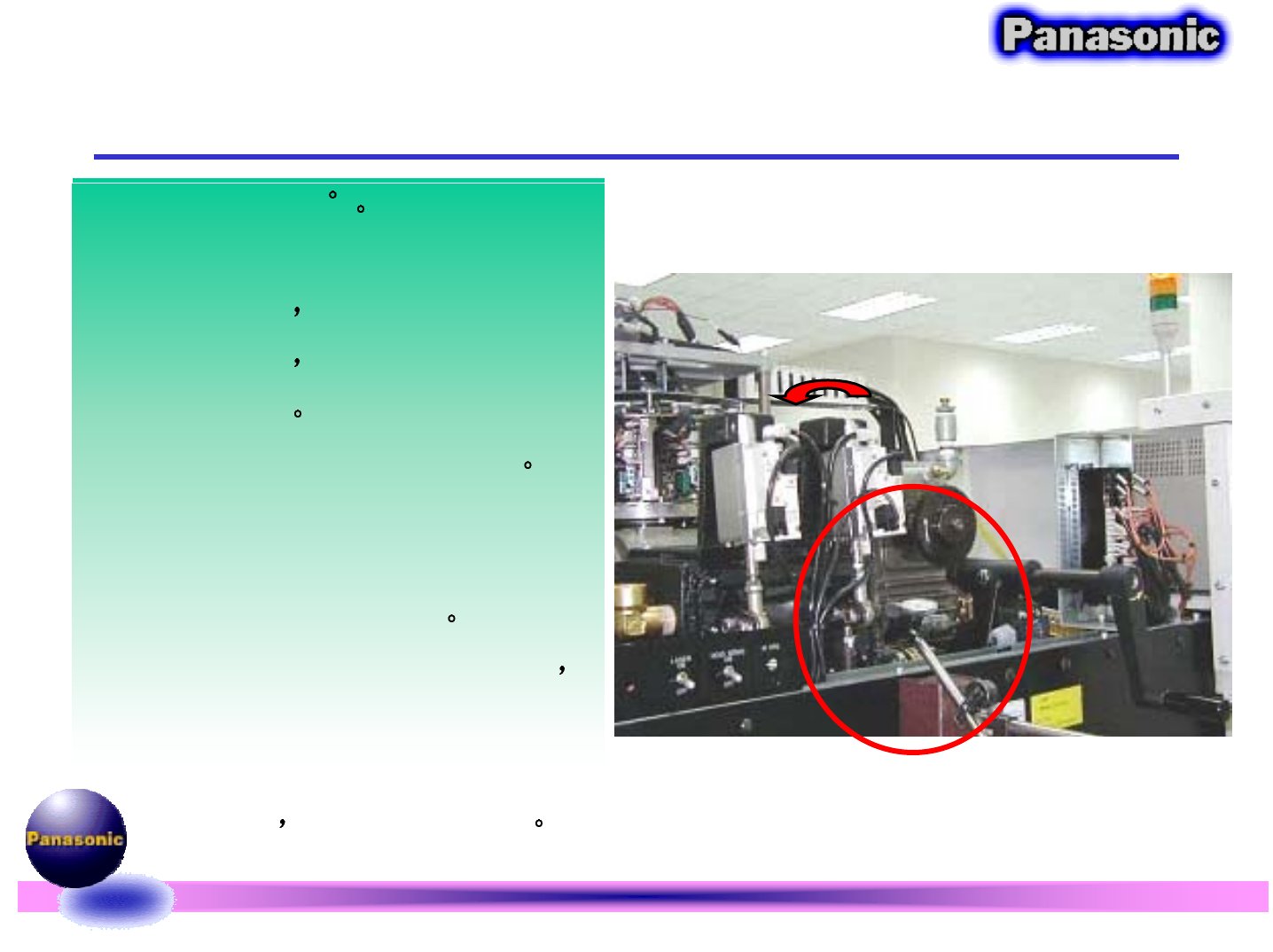
贴装吹气压力的测量和调整:
检查的吸嘴为VVS,VS,S
在ST9号站为检查
CT=280°
规格值:10.7~14.7KPa
IF NG,则调整装着吹气压力表
抛料吹气压力的测量和调整:
在ST12号工位检查
CT=280°
规格值:10.7~14.7KPa
IF NG,则调整抛料吹气压力表
5.
各
Stop
间隙的确认和调整
确认时序为CT=125
测量方法:用百分表的指针打在Lever的
连接处
通过副控制盘控制气
缸动作 从而观察百分表指针
的变化
规格值:吸着和装着为 0.03~0.05mm
其他(不良品,Nozzle turn, Nozzle
Return, Feeder High and Feeder
Low)为 0.15~0.20mm
[注]当在测量不良品排除的Stop间隙时
需将Mount Stop电磁阀的配线拔出
再将其插到不良品排除的Stop气缸
的电磁阀上 使副控制盘能控制
6.
各传感器位置及状态的确认
Motor原点
Sensor
Motor原点
Sensor
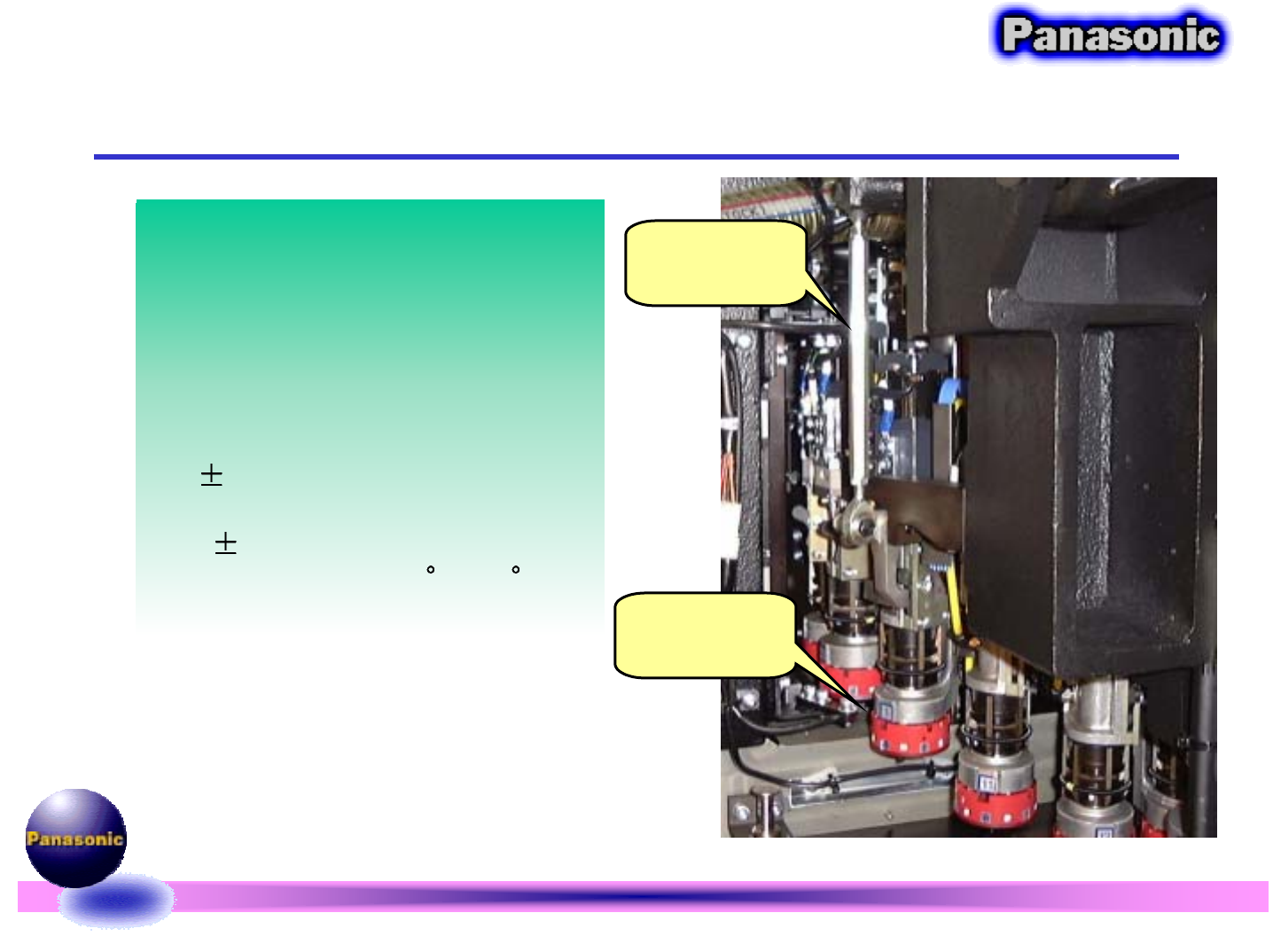
Nozzle原点检出传感器:
这一部分包括:Nozzle原点检出
Sensor(下部)和Motor原点检出
Sensor(上部).
机器在开机时检测的,当两者同时检
测成功,Nozzle才算回原点.
下部-- Sensor与反射板的间隙:
1.0
0.1mm.
上部-- Sensor与DOG的间隙:
1.5
0.1mm.
确认的时序为:CT=250
~270