MSR.pdf - 第25页
7.7 0. 1 mm 调整螺钉 支点 压到底 部 锁紧螺钉 吸着 Lever 间隙的确认 : 其分为 2 方面要求 --- 1. 与 Nozzle Unit 的间隙 : 确认时序 CT=180 确认工 位 ST15 确认间隙为 7.7 0.1mm IF NG, 放松锁紧螺钉 , 对调整螺钉进 行间隙调整 . 2. 与蝶形开关间隙的 确认 : 将蝶形开关压到底部 , 这是再进行间 隙的确认 . 间隙为 :0.8~1.0mm IF NG …
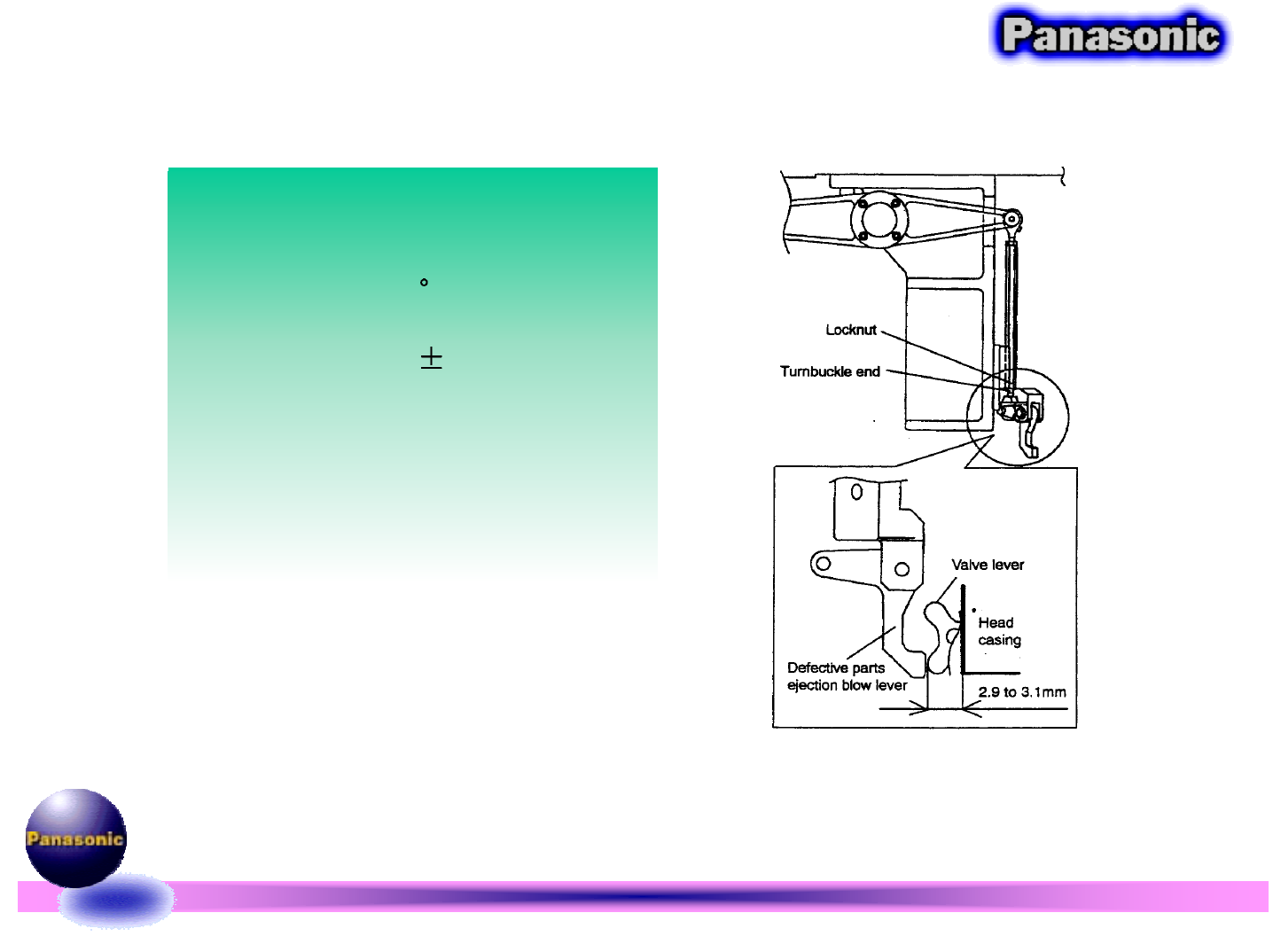
不良品排出Lever间隙的确认:
确认时序CT=300
确认工位ST12号位置
间隙规格值:3.0
0.1mm(用块规)
IF NG,则对其连杆进行调整.
7.7 0.1
mm
调整螺钉
支点
压到底
部
锁紧螺钉
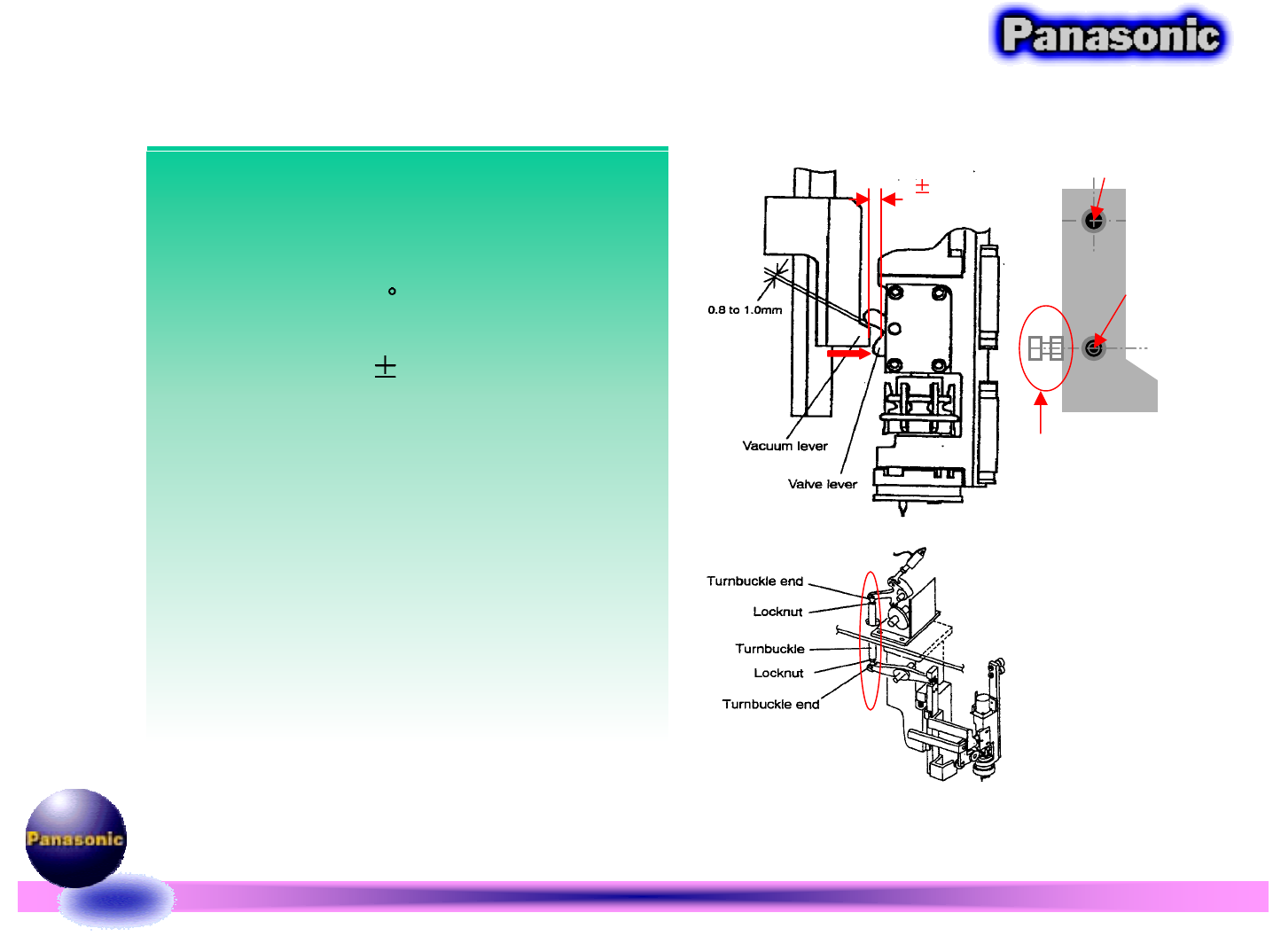
吸着Lever间隙的确认:
其分为2方面要求---
1.与Nozzle Unit的间隙:
确认时序CT=180
确认工位ST15
确认间隙为7.7
0.1mm
IF NG, 放松锁紧螺钉,对调整螺钉进
行间隙调整.
2.与蝶形开关间隙的确认:
将蝶形开关压到底部,这是再进行间
隙的确认.
间隙为:0.8~1.0mm
IF NG , 则对连杆进行调整 .
8.
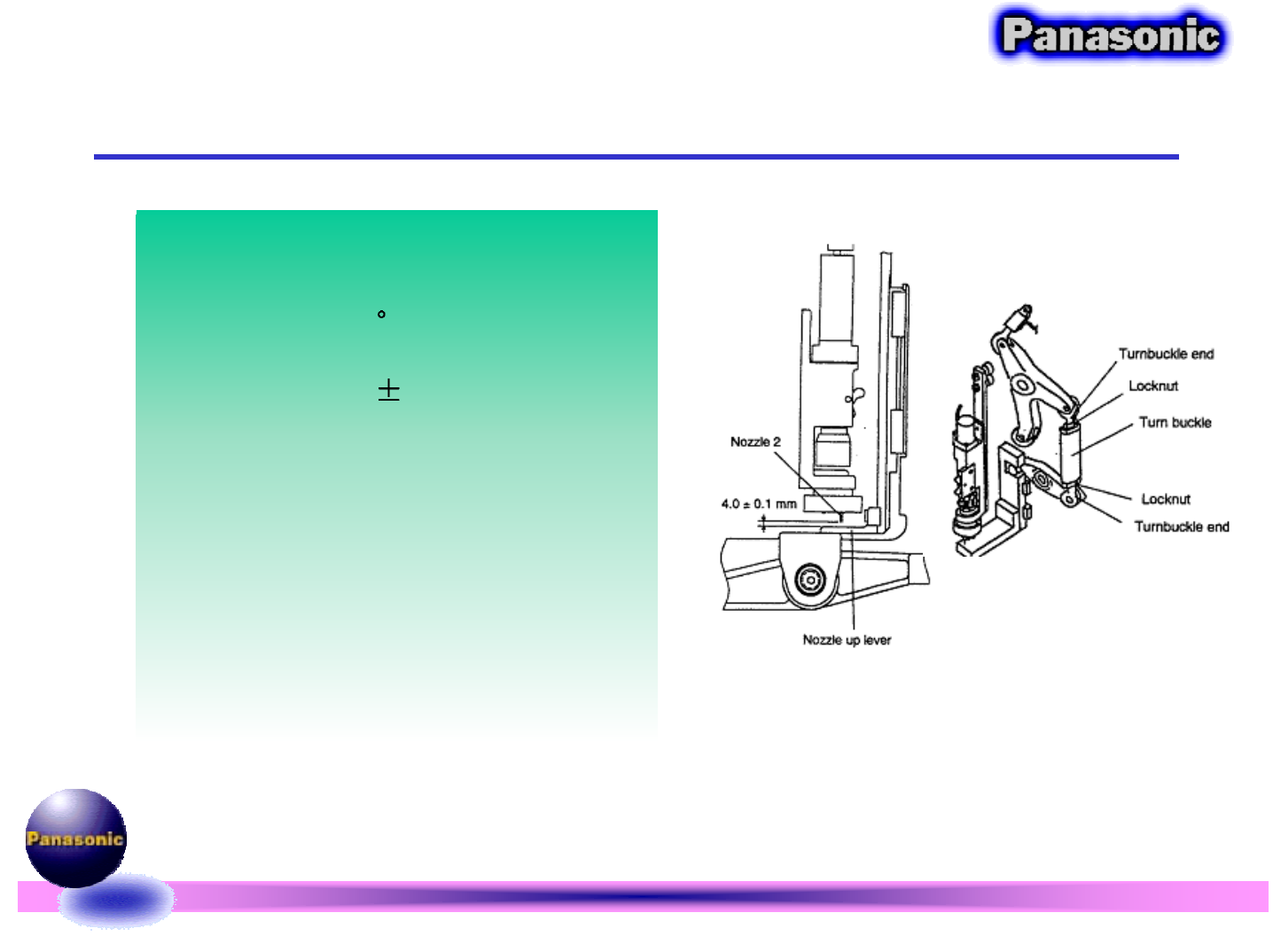
吸嘴选择部间隙确认
吸嘴返回Lever间隙的确认:
确认时序CT=160
确认的工位ST13号
间隙规格值:4.0
0.1mm(用块规)
IF NG, 则调整连杆.