IPC 7525B-2011 中文版 模板设计指导(钢网设计指南).pdf - 第19页
3.3 表⾯贴装和通孔 (通孔再流焊接)的混装技术 在 这 种 工艺 条件 下, SMT 和 THT 器件 可 以同时: • 印刷 焊膏 • 在 PCB 上贴 片或者插件 • 同时再流焊 对 于 通孔 元器件 的模板印刷, 需 要提 供足 够 的 焊 膏 量, 以 确 保元件经再流焊 接 后 , 焊 料能 填满整 个孔,并在 管 脚 的周 围 产生 可接 受 的 焊 点。表 3-3 是 典 型 的通孔 再流焊 接工艺 窗口 。 3.3.…
3.2.3.2 塑封BGA 与PCB焊盘相比,开孔尺寸没有缩减。
3.2.3.3 陶瓷栅格阵列 陶瓷栅格阵列封装需要特定的焊膏量以保证焊点的长期可靠性,陶瓷球栅阵
列比陶瓷柱状栅格阵列需要更多的焊膏量。涉及到这些封装所需要的合适焊膏量信息可在IPC-7095
中查找。
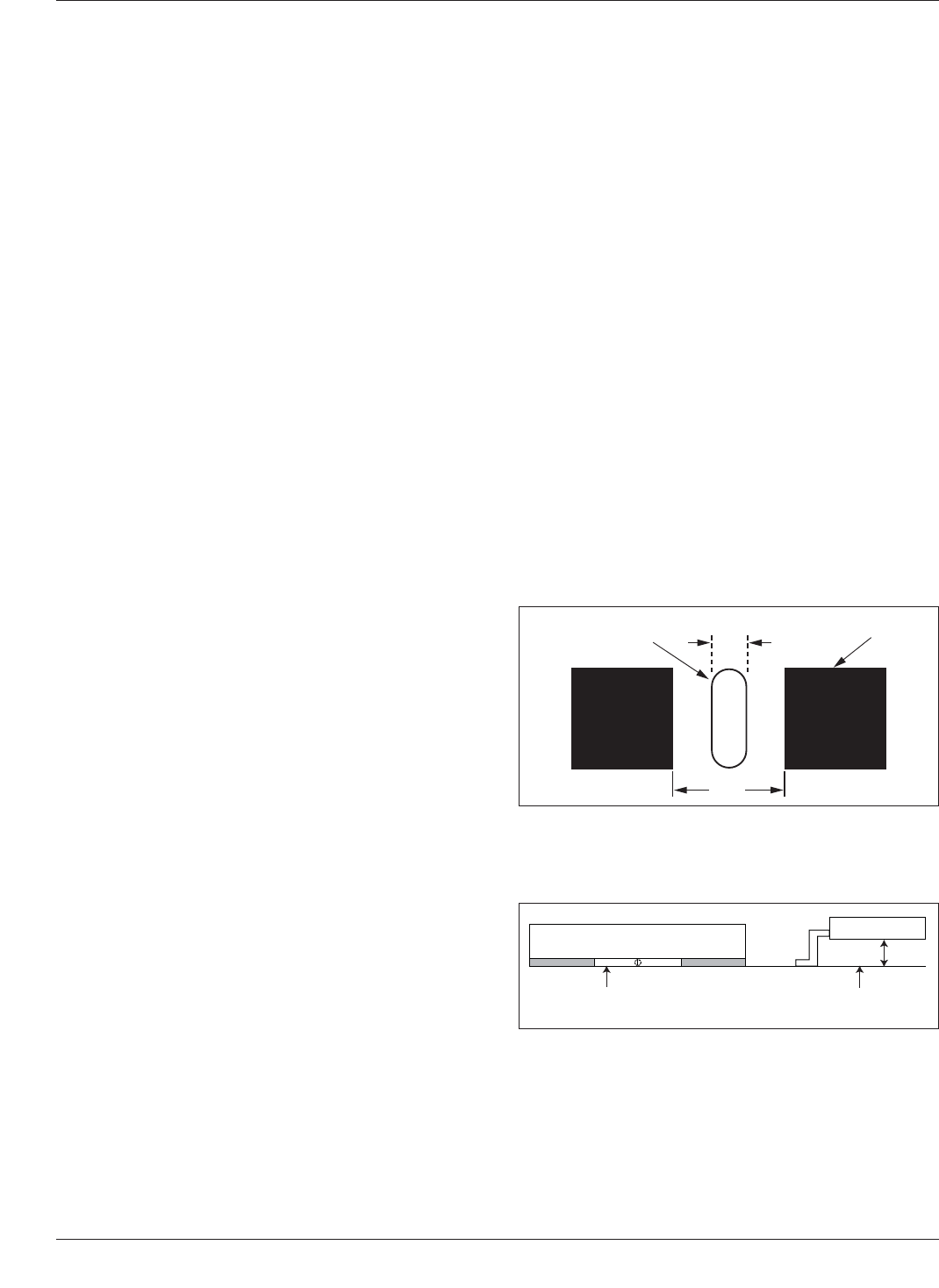
3.2.3.4 细间距BGA和CSP 方形开孔的宽度等于PCB圆形焊盘的直径。方形开孔应该倒圆角。一个准
则就是对0.25mm[9.8mil]的方孔,倒圆角0.06mm[2.4mil];对0.35mm[14mil]的方孔,倒圆角0.09mm
[3.5mil]。
当需要额外的焊膏量时,模板的开孔尺寸可以比焊盘的尺寸大。这就是通常所指的套印(扩孔)。
3.2.3.5 ⽚式元器件—电阻和电容 有几种开孔形状能有效减少焊料球的产生。所有这些设计都是为
了减少过多焊膏留在片 式元器件底下。常用的设计如图3-9所示(与柱状器件的开孔设计一样)和
“C”形开孔。这种开孔设计既能减少片式元器件底下的焊膏量,又能维持周边焊盘的覆盖。
3.2.3.6 MELF、⼩型MELF元器件 对这类元器件,推荐使用“C”形开孔(见图3-9)。开孔尺寸
应该被设计成与元器件端形状相匹配。这种设计也能用于片式元器件。
3.2.3.7
BTC/LCC器件 LCC器件端子焊盘的开孔尺寸在宽度方向不缩减或者轻微缩减,通常是0.254
mm[10mil],在长度方向不缩减,倒角开孔除外。这些开孔宽度应该增加到PCB焊盘的1.25倍有助于
防止器件在再流过程中偏转。
散热/接地用焊盘的开孔应该要比焊盘面积减少20%到50%。这可以通过在开孔处“开窗”型设计来
实现(见图3-10)。
3.2.4 ⽚式元器件印胶模板开孔 印胶模板厚度
通常为0.15-0.2mm[5.9-7.9mil]。开孔位于元器件
焊盘中央,为焊盘间距的1/3和元器件宽度的11
0%
(见图3-11)。
3.2.5 ⽚式元器件和有引脚器件的胶粘剂开孔
片式元器件一般 离 板间距在0.102-0.127mm[4-5
mils],需 要 0.150-0.200mm[5.9-7.9mils] 厚的模
板,但离板间距在0.381mm[15mils]以上,甚至超
过0.762mm[30mils]的有引脚器件,则需要更厚的
模板。图3-12显示了一般片式元件和有引脚器件的
差距。胶的印刷和焊膏的印刷有很大的不同,通
过 开孔的大小 即可 获 得开孔处沉 积后的胶的高
度。图3-13显示了0.381mm[15mils]厚的模板,小
开孔用于印刷0.150mm[5.9mils]厚的胶粘剂,稍大
的开孔用于印刷0.381mm[15mils]厚的胶粘剂。
当需要更厚的胶粘剂时(如0.762mm[30mils]),
可以使用特定的,带有储胶功能的模板(见图3-
14)。
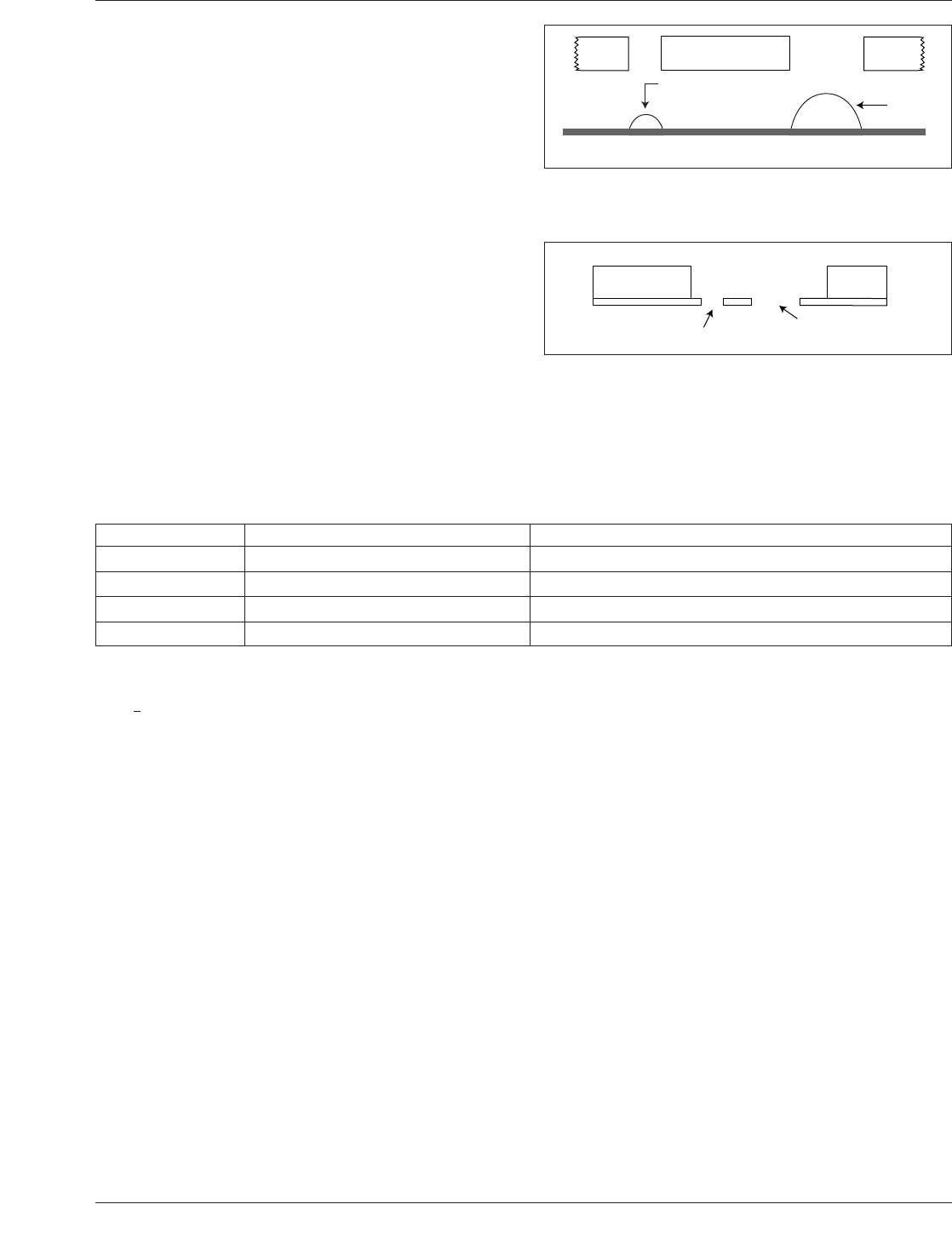
3.2.6 印胶模板的凸版蚀刻 表面贴片胶的黏度要比焊膏低,容易在模板底下溢出。因此,需要一
个紧密的密封。通过蚀刻模板底部对应的凸起来缓解PCB表面突起的特征,以达到密封。一些特征
会阻止形成合适 的密封,例如标签、丝印,甚至突起的PCB板的表面处理,如HASL(热风焊料整
平)。在一些应用中,使用凸版蚀刻可以消除这种情况。
IPC-7525b-3-11-cn
图3-11 印胶模板开孔设计
1. 印胶开孔
2. 焊盘
1/3 G
G
1
2
IPC-7525b-3-12-cn
图3-12 板上⽚式元器件和SOIC
1. ⽚式元器件
2. SOIC
4 mil
30 mil
15 mil
1
2
IPC-7525B-C 2011年10月
10
Copyright Association Connecting Electronics Industries
Provided by IHS Markit under license with IPC
Licensee=Sanmina SCI Corp - Loc 8, 14, 15, 17, 18, 20, 23,/5964569001, User=Jin,
Not for Resale, 04/13/2018 21:19:06 MDT
No reproduction or networking permitted without license from IHS
--`,`,,,,`,,`,,,,,,``,,,,,,``,``-`-`,,`,,`,`,,`---
3.3 表⾯贴装和通孔(通孔再流焊接)的混装技术
在这种工艺条件下,SMT和THT器件可以同时:
• 印刷焊膏
• 在PCB上贴片或者插件
• 同时再流焊
对于通孔元器件的模板印刷,需要提供足够的焊
膏量,以确保元件经再流焊接后,焊料能填满整
个孔,并在管脚的周围产生可接受的焊点。表3-3
是典型的通孔再流焊接工艺窗口。
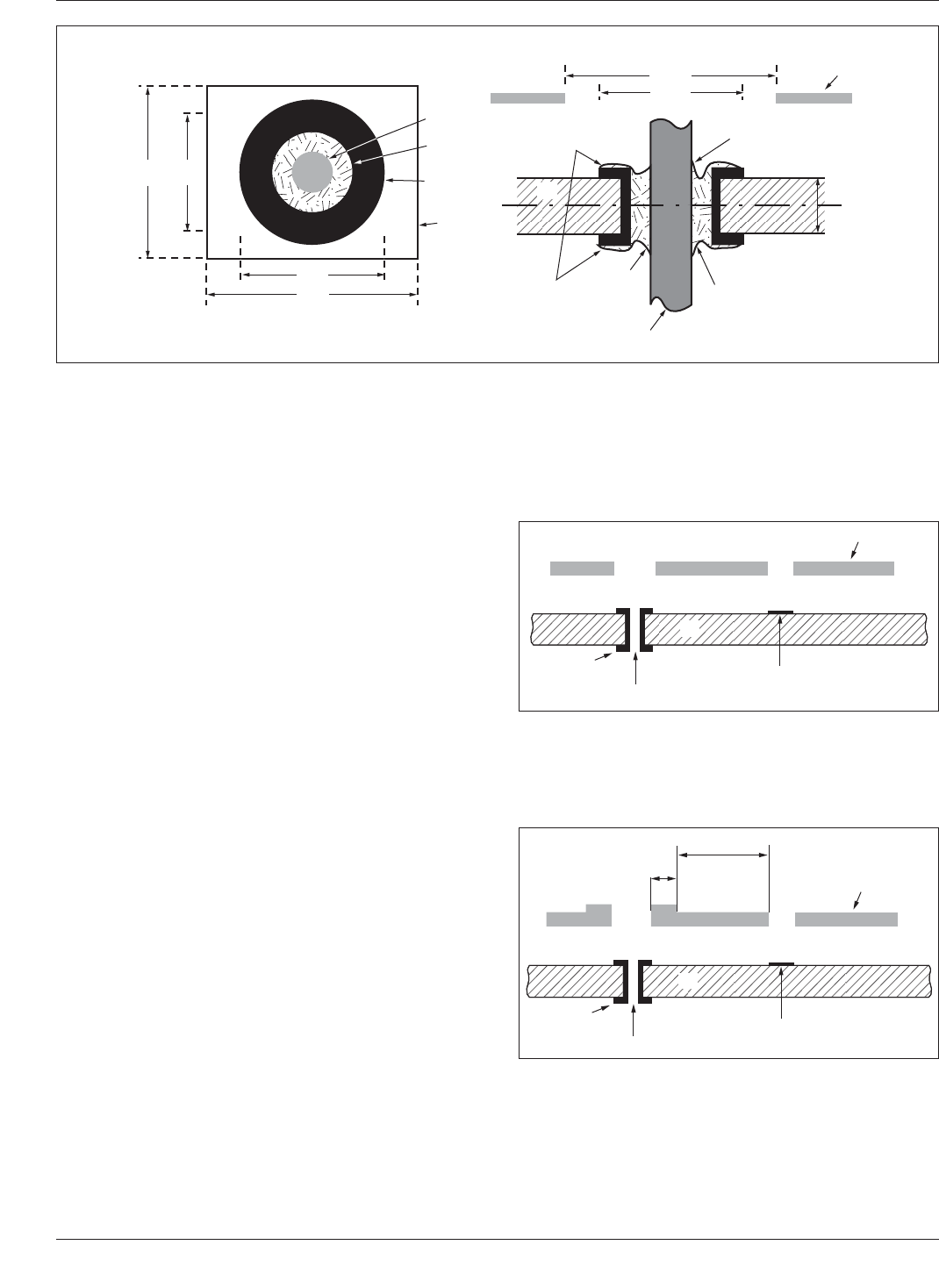
3.3.1 焊膏量 所需焊膏量可采用如下公式来计
算,参考图3-15。这样做可以使用更少的焊膏量。
以下是给通孔施加焊膏的三种模板设计
•非阶梯模板
• 阶梯模板
• 二次印刷模板
V=
T
S
(L
O
×W
O
)+V
H
=
1
S
{T
B
(A
H
-A
P
)+(F
T
+F
B
)+V
P
}
这里:
V = 焊膏使用量
V
P
=留在PCB顶面和/或者底面的焊膏量
S = 焊膏焊接前后收缩因子
A
H
= 通孔的横截面面积
A
P
= 通孔元件管脚的横截面面积
T
B
= PCB板厚
F
T
+F
B
= 满足润湿角度的爬锡体积
T
S
= 薄片的厚度
L
O
= 开孔套印的长度
L
P
= 焊盘的长度
W
O
= 开孔套印的宽度
W
P
= 焊盘的宽度
V
H
= 印刷作业中填满通孔的焊膏量计
备注:填充通孔的焊膏量可以从0%变化到100%,这取决于印刷参数的设置。封闭印刷头更能有效接
近100%,而大角度、高速印刷的金属刮刀会使通孔中焊膏量最小。
IPC-7525b-3-13-cn
图3-13 仅有印刷功能的15mil厚度模板
1. 板
6 mil
1
15 mil
IPC-7525b-3-14-cn
图3-14 有胶腔的印胶模板设计
1. 腔体
2. ⼩印胶开孔
3. ⼤印胶开孔
4. 开孔印胶薄⽚
5. 腔体的薄⽚
1
2
3
5
4
表3-3 通孔再流焊⼯艺窗⼝–最⼤范围和理想范围
最⼤范围 理想范围
通孔直径 0.65-1.60mm[25.6-63.0mil] 0.75-1.25mm[29.5-49.2mil]
引脚直径 孔径- 0.075mm[2.95mil] 孔径- 0.125mm[4.92mil]
套印 6.35mm[250mil] <4.0mm[157mil]
模板厚度 0.125-0.635mm[4.92-25.0mil] 0.15mm[7.87mil], 细间距为0.20mm[5.91mil]
2011年10月 IPC-7525B-C
11
Copyright Association Connecting Electronics Industries
Provided by IHS Markit under license with IPC
Licensee=Sanmina SCI Corp - Loc 8, 14, 15, 17, 18, 20, 23,/5964569001, User=Jin,
Not for Resale, 04/13/2018 21:19:06 MDT
No reproduction or networking permitted without license from IHS
--`,`,,,,`,,`,,,,,,``,,,,,,``,``-`-`,,`,,`,`,,`---
3.3.1.1 ⾮阶梯套印模板 这是一种为满足通孔再流焊接工艺中需释放足够量的焊膏到PCB焊盘上的
要求而采用的模板设计。这种模板的横截面显示如图3-16。
样例:模板用于中心距为2.5mm[98.4mil],焊盘
直径为1.1mm[43.3mil],PCB板厚为1.2mm[47.2
mil],在通孔周围3.8mm[150mil]内没有其它元器
件的双排通孔连接器。套印模板的开孔宽为2.2mm
[86.6mil],长为5.1mm[200mil],模板厚为0.15mm
[5.91mil]能够释放足够的焊膏到通孔中。
3.3.1.2 带阶梯套印模板 如果PCB板更厚,通孔
更大,或者管脚更小,那么需要的焊膏量就更大。
这种情况下,就需要用带阶梯套印模板,它能为
通孔元件提供更多的焊膏,而不会给SMT元件焊盘
释放过多焊膏。这类模板如图3-17所示。K1和K2
是保留距离。K1是阶梯边缘到最近的一个向下阶
梯区域的开孔的距离。K2是通孔开孔到阶梯边
缘的距离。通用设计准则认为,K2可小于0.65mm
[25.6mil]。
通用设计准则认为,对每个向下厚度0.025mm[0.98
mil]K1应该为0.9mm[35.4mil]。K1应该为向下阶
梯厚度的36倍(36X)。例如,一个向下阶梯为0.15
mm[5.9mil]的0.2mm[7.9mil]模板,其K1保留距离
就需要为1.8mm[70.9mil]。也可以把阶梯设置到模
板与PCB的接触面上而不是刮刀面上。如图3-18所
示。这种类型的阶梯模板,在使用金属刮刀时更
为方便,并且对于焊膏密封式印刷头更好。
IPC-7525b-3-15-cn
图3-15 通孔印焊膏量
1. 俯视图
2. 引脚
3. 通孔
4. 环形焊盘
5. 模板开孔
6. 剖⾯图
7. 模板
8. PCB板
9. 焊膏
10. 引脚
TB
FB
FT
Lp
Lo
Wp
Wo
VP
6
1
Lo
2
3
4
5
Lp
9
8
10
7
IPC-7525b-3-16-cn
图3-16 ⽆阶梯的模板套印
1. 阶梯模板
2. PCB板
3. 通孔焊盘
4. 通孔
5. 表⾯贴装焊盘
4
3
5
1
2
IPC-7525b-3-17-cn
图3-17 刮⼑侧的阶梯模板印刷
1. 阶梯模板
2. PCB板
3. 通孔焊盘
4. 通孔
5. 表⾯贴装焊盘
4
3
5
1
2
K1
K2
IPC-7525B-C 2011年10月
12
Copyright Association Connecting Electronics Industries
Provided by IHS Markit under license with IPC
Licensee=Sanmina SCI Corp - Loc 8, 14, 15, 17, 18, 20, 23,/5964569001, User=Jin,
Not for Resale, 04/13/2018 21:19:06 MDT
No reproduction or networking permitted without license from IHS
--`,`,,,,`,,`,,,,,,``,,,,,,``,``-`-`,,`,,`,`,,`---