IPC 7525B-2011 中文版 模板设计指导(钢网设计指南).pdf - 第25页
4.4.6 其它 功能 项 ⽬ 为 减 小焊膏 与孔 壁之 间的 摩擦 力, 进 一 步 改 善 焊膏释放效 果 ,可能 需 要 用 到 其它 的模板工艺 或者材 料。可 选 项有 : • 抛 光 属 减 成工艺, 分 为 化学 抛 光和电 抛 光。 • 镀镍 属加 成工艺,在模板上 镀 一 层薄 镍 。 • F-G 钢 一 种 不 锈钢 模板 材 料, 专门 为 纤 维 激 光 切割或者 高 精 度 蚀刻工艺 获 得超光 滑 孔。 •…

4 模板制造
4.1 箔 不锈钢是化学蚀刻模板和激光切割模板首选的金属材料,其它金属和塑料材料,可根据需
求具体指定。对于电铸成型模板,高硬度的镍合金是首选的材料。
4.2 框架 为得到合适的框架尺寸,需要考虑OEM(原始设备制造商)的模板印刷机操作手册。框
架可以是空心的或者铸铝材质的,箔固定的方法是:用胶水将模板永久地粘合在框架上。某些箔可
直接固定在具有使模板张紧的功能框架里,特点是不需要用模板或者一个永久性的夹具固定箔和框
架。
4.3 模板 通常选择聚酯材料,也可选择用不锈钢。
4.4 模板制造技术 模板制作工艺有两种:加成工艺和减成工艺。加成工艺如电铸成型,金属被添
加形成模板;减成工艺如激光切割和化学蚀刻,金属从模板中迁移出薄片形成开孔。
4.4.1 化学蚀刻 化学蚀刻的模板制作是通过在金属箔上涂抗蚀刻保护剂、用销钉精确定位感光工
具将图形曝光在金属箔两面,然后使用双面工艺同时从两面腐蚀金属箔,得到特定的网格尺寸。根
据蚀刻系数计算出来,暴露于抗蚀刻保护剂开孔图形尺寸较我们要求得到的开孔尺寸小。蚀刻系数
描述了化学腐蚀剂蚀刻金属箔的横向蚀刻量。液态化学腐蚀剂从金属箔的两面蚀刻出特定的开孔。
除去多余的抗腐蚀剂,得到模板。
化学蚀刻也被用于制作向下阶梯或者向上阶梯的标准模板(不包括加成工艺模板),该工艺配置可提
供光滑的表面,这有利于焊膏在阶梯面的滚动和刮干净。
4.4.1.1 ⾼精密蚀刻 一种将更多的管嘴放置在离模板更近的地方,并且在模板顶部和底部更大的范
围内尽可能地调整压力的化学蚀刻过程。也使用可再生的氯化铁进行腐蚀,以便保证在蚀刻过程中
蚀刻腐蚀液浓度保持稳定,得到一致的蚀刻结果。
4.4.2 激光切割⼯艺 激光切割工艺通过激光设备软件处理数据制造出模板。与化学蚀刻工艺不同,
这种工艺不需要感光工具。因为模板只从一面切割,激光切割的孔壁一般都是梯形的。如没有特殊
要求,接触面的开孔大于刮刀面(见4.4.5节)。 聚酰亚胺材料也可采用激光切割。
4.4.3 电铸成型⼯艺 电铸成型模板的制作是利用感光——显影技术和电镀镍技术的加成工艺。在
金属电铸母膜(心轴)上涂覆感光胶,膜厚度要略大于最终的模板厚度。将开孔图形用图像技术覆
盖到显影胶上,并发生反应,只留下开孔处的感光胶。将带开孔图形感光胶的电铸母膜放到电镀镍
槽中,逐个原子、逐层地在感光胶周围电镀出模板。镍膜沉积到需要的厚度时,先清除剩余的感光
胶,然后再将电铸成型的镍网脱膜。
4.4.4 混合模板 如PCB上有标准间距组件和细间距组件,模板制作工艺可能需要激光切割和化学
蚀刻的混合工艺。这类型的模板称为激光——化学结合模板或者混合模板。
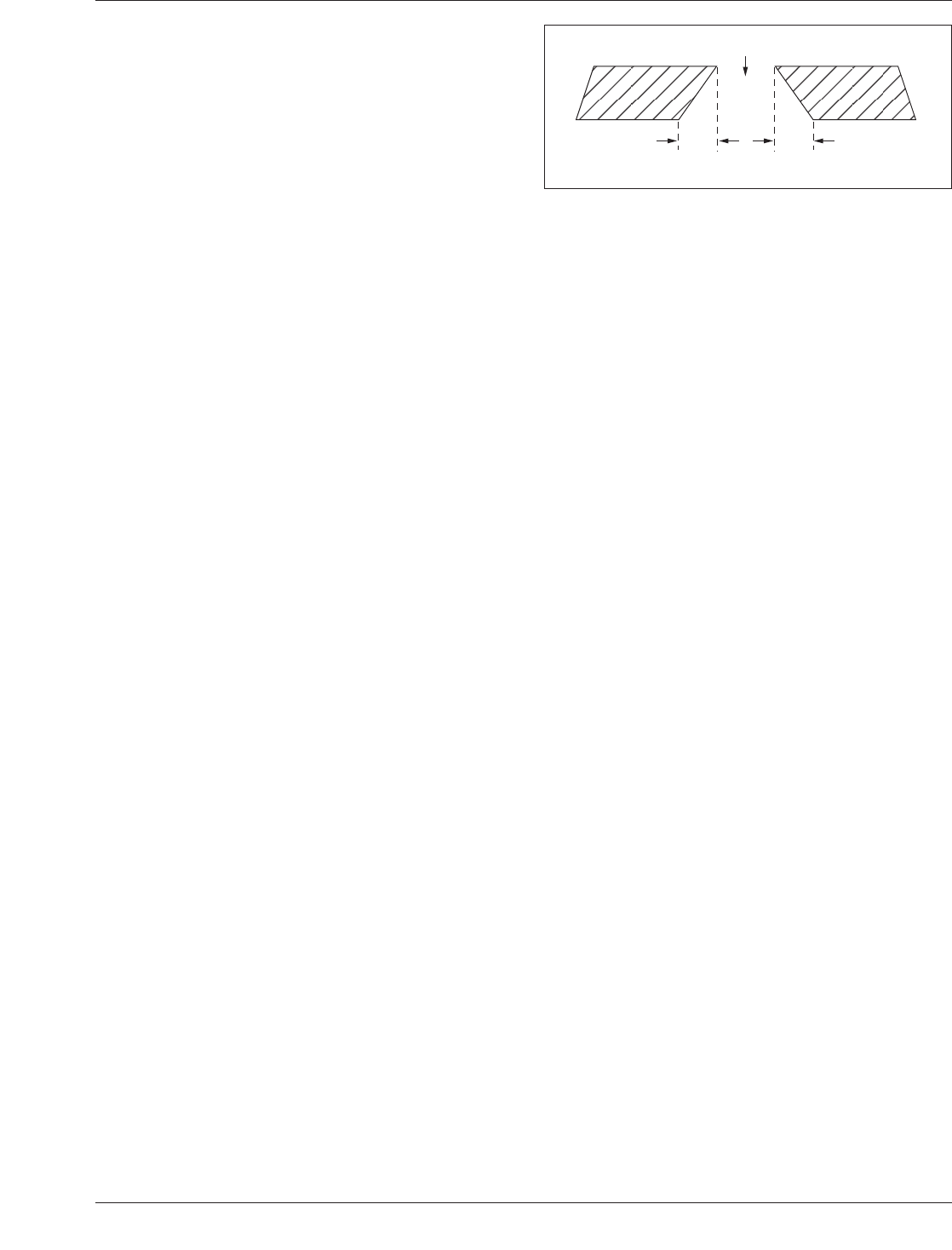
4.4.5 梯形开孔截⾯ 梯形截面孔可用于改进焊膏的释放效果。在化学蚀刻和高精度蚀刻工艺中,
梯形形状Z(见图4-1)的尺寸可以限定。对于激光切割或者电铸成型工艺,能自然产生梯形截面孔。
模板供应商应该与客户联系,确认梯形尺寸大小。
IPC-7525B-C 2011年10月
16
Copyright Association Connecting Electronics Industries
Provided by IHS Markit under license with IPC
Licensee=Sanmina SCI Corp - Loc 8, 14, 15, 17, 18, 20, 23,/5964569001, User=Jin,
Not for Resale, 04/13/2018 21:19:06 MDT
No reproduction or networking permitted without license from IHS
--`,`,,,,`,,`,,,,,,``,,,,,,``,``-`-`,,`,,`,`,,`---
4.4.6 其它功能项⽬ 为减小焊膏与孔壁之间的
摩擦力,进一步改善焊膏释放效果,可能需要用
到其它的模板工艺或者材料。可选项有:
• 抛光 属减成工艺,分为化学抛光和电抛光。
• 镀镍 属加成工艺,在模板上镀一层薄镍。
• F-G 钢 一种不锈钢模板材料,专门为纤维激光
切割或者高精度蚀刻工艺获得超光滑孔。
• 镍/PTFE涂层/纳⽶涂层 减小表面张力增加避水
面使焊膏顺利从网孔释放,模板底部清洁而附加
的表面处理。
5 模板固定
5.1 薄⽚的图形定位 开孔图形是居中或者偏移位于模板中。PCB通过边缘的基准点或者轮廓定位。
对位校准时应该用PCB实际轮廓或者整板基准点。如模板上有多个开孔图形或者拼板开孔,图形间
距推荐的最小值为50mm[2.0in]。
5.2 薄⽚居中 为满足模板张力一致及印刷后效果,一般要求将模板固定到框架的中央。如果为满
足印刷机的特殊要求,开孔图形可以偏移。
5.3 其它设计指导 如果没有其它特殊要求,其它设计指导如下 :
• 建议框架边缘到薄片边缘的最小边界区长度为20mm[0.79in]。
• 胶合边界内侧到薄片图形至少预留50mm[2.0in],供焊膏储存和刮刀运动空间。
6 模板订购
典型模板订购的方式是:客户填写供应商提供的订单(或者点检表),与供应商进行联系。订单的格
式包含文件数据、材料类型、制作工艺和其它特殊的要求等项目(见附录A)。
7 模板进料检验规范
接到供应商送来的模板后,客户根据检验清单对模板进行检验,确认模板是否正确制作,在运输过
程中是否有损伤。新模板入库检验可参考如下项目:
•应
该检查供应商的质量检查表,确认开孔尺寸、开孔形状、开孔位置正确;
•应该检查模板的化学蚀刻情况。
•应该检查模板的损伤情况(例如,花边、折痕、金属空洞)。
•应
该以用户和制造商协商的方法核对模板张力。
•应该检验模板开孔图形和框架之间的距离(参考印刷机的规格)。应该将PCB板或者透明板(例如,
具有逆光特性的聚酯薄膜胶片)紧贴在模板的图形上,检验板到模板框架边缘的准确距离。
•应该检验模板开孔图形与板是否匹配,应该检验修改开孔尺寸和形状是否正确。
•应该检验模板与薄片胶合是否良好,是否有加工损伤。
•应
该检验框架尺寸、类型、平整度等。
•应该检验模板上是否蚀刻模板号和编号以及蚀刻内容的正确性。
•应该检验模板厚度。
IPC-7525b-4-1-cn
图4-1 梯形开孔截⾯
1. 梯形开孔
2. 刮⼑接触⾯
3. 印制板接触⾯
1
1/2 Z1/2 Z
2
3
2011年10月 IPC-7525B-C
17
Copyright Association Connecting Electronics Industries
Provided by IHS Markit under license with IPC
Licensee=Sanmina SCI Corp - Loc 8, 14, 15, 17, 18, 20, 23,/5964569001, User=Jin,
Not for Resale, 04/13/2018 21:19:06 MDT
No reproduction or networking permitted without license from IHS
--`,`,,,,`,,`,,,,,,``,,,,,,``,``-`-`,,`,,`,`,,`---

• 对带阶梯模板,应该检验阶梯高度是否正确。
•应该检验基准点的质量和位置(模板正确面上)。
•应该检验模板清洁,表面无线头、纤维、屑头等。
8 模板清洗
合适的安装和清洗可确保模板的印刷性能稳定良好。清洗工艺必须与模板材料相匹配。焊膏或者胶
粘剂生产商、模板生产商和清洗设备生产商应该讨论合作模板清洗方式,保证模板的使用寿命,基
准点的完好,胶质量。参考IPC-7526。
9 模板使⽤寿命
应该定期检查模板是否有损伤(模板损伤会影响印刷效果),具体检验方法参见第7部分模板来料检
验指导。
欢迎使用者根据经验提供建议确定模板的使用寿命,委员会在研究模板使用后张力测试的替代方
法,后续版本可能修订此内容。
IPC-7525B-C 2011年10月
18
Copyright Association Connecting Electronics Industries
Provided by IHS Markit under license with IPC
Licensee=Sanmina SCI Corp - Loc 8, 14, 15, 17, 18, 20, 23,/5964569001, User=Jin,
Not for Resale, 04/13/2018 21:19:06 MDT
No reproduction or networking permitted without license from IHS
--`,`,,,,`,,`,,,,,,``,,,,,,``,``-`-`,,`,,`,`,,`---