TK52705.媧拝崅偝僥傿乕僠儞僌.pdf - 第18页
ヤマハ発動機株式会社 ロボティクス事業部 SMT 統括部 商品開発部 MDOC-SOFT50389 18/24 項目名 項目名 項目名 項目名 値域または選 値域または選 値域または選 値域または選 択肢 択肢 択肢 択肢 初期値 初期値 初期値 初期値 意味 意味 意味 意味 制限部品サ イズ X,Y ,Z(mm) X,Y ,Z : 100.0 X,Y : 3.0 Z: 1.0 実 行 を 制 限 す る…
ヤマハ発動機株式会社 ロボティクス事業部
SMT 統括部 商品開発部
MDOC-SOFT50389
17/24
項目名
項目名項目名
項目名 値域または選
値域または選値域または選
値域または選
択肢
択肢択肢
択肢
初期値
初期値初期値
初期値 意味
意味意味
意味
[ALF]
測定箇所 X(mm)
測定箇所 Y(mm)
X:-5.0~5.0
Y:-30.0~30.0
X: 0.0
Y: 8.0
ALF の測定位置を入力します。吸着座標
からのオフセット値を入力します。
(▲5)
[ALF]
ガイド厚み(mm)
0.0~3.0
2.2
ALF のガイド厚みを入力します。
(▲5)
[ガイド認識位置]
測定箇所 X(mm)
測定箇所 Y(mm)
X:-5.0~5.0
Y:-30.0~30.0
X: 0.0
Y: 21.0
ガイド認識位置を入力します。吸着座標
からのオフセット値を入力します。
[ 負 圧 ば ら つ き 閾
値]
開放時負圧
1~30
2
開放時負圧測定でのばらつき結果が、本
設定を越えた場合に、次の測定フェーズ
に移行します。
[ 負 圧 ば ら つ き 閾
値]
密閉時負圧
1~30
3
密閉時負圧測定でのばらつき結果が、本
設定を越えた場合に、次の測定フェーズ
に移行します。
[ 負 圧 ば ら つ き 閾
値]
前後負圧差
1~30
5
測定開始前の負圧値と測定終了後の負
圧値の差が本設定以上であれば、エラー
になります。
[開始位置オフセッ
ト]
検索測定
0.0~30.0
5.0
検索測定を開始する、プレート高さ Z か
らのオフセット値を入力します。
[終了位置オフセッ
ト]
検索測定
0.0~10.0
0.5
検索測定を終了する、プレート高さ Z か
らのオフセットを入力します。
[終了位置オフセッ
ト]
詳細設定
0.0~10.0
1.0
詳細下降を終了する、検索下降終了時点
からのオフセット値を入力します。
[測定ステップ量]
詳細設定
0.0~1.0
0.03
詳細測定時の下降ステップ量を入力し
ます。
[測定ステップ量]
上昇測定
0.0~1.0
0.01
上昇測定時の上昇ステップ量を入力し
ます。
以下は「12mm フィーダー以上」「トレイ」の専用項目
(▲2) (▲3)
測定モード 通常
ゆっくり
通常 測定方法を選択します。普段は「通常」
のままで使用してください。
ヤマハ発動機株式会社 ロボティクス事業部
SMT 統括部 商品開発部
MDOC-SOFT50389
18/24
項目名
項目名項目名
項目名 値域または選
値域または選値域または選
値域または選
択肢
択肢択肢
択肢
初期値
初期値初期値
初期値 意味
意味意味
意味
制限部品サイズ
X,Y,Z(mm)
X,Y,Z : 100.0 X,Y : 3.0
Z: 1.0
実行を制限する部品サイズを入力しま
す。入 力値 以 下の部 品は実 行 しませ
ん。’0.0’を入力すると、制限されません。
測定結果オフセッ
ト(mm)
-1.0~1.0
12mm/0.1
トレイ/0.5
測定結果に加えるオフセット値を入力
します。
[測定結果範囲]-
下限値(-)(mm)
上限値(+)(mm)
12mm:
±5.0mm
トレイ:
±12.6mm
12mm:
±2.0
トレイ:
±12.6
測定結果異常エラーの閾値を入力しま
す。測定結果がこの上限・下限を超えた
場合、エラーになります。
[ 負 圧 ば ら つ き 閾
値]-開放時負圧
1~30
5
開放時負圧測定でのばらつき結果が、本
設定を越えた場合に、次の測定フェーズ
に移行します。
[ 負 圧 ば ら つ き 閾
値]-前後負圧差
1~30
5
測定開始前の負圧値と測定終了後の負
圧値の差が本設定以上であれば、エラー
になります。
最低開放レベル 1~200
100
測定開始時の測定で本設定値よりも高
い負圧値が検出された場合は、エラーに
なります。
判定秒数差 -10.0~10.0
-0.001
高さ測定判断に用いるパラメータです。
通常変更する必要はありません。
[開始位置オフセッ
ト]
検索測定
0.0~30.0
12mm/5.0
トレイ/
15.0
検索測定を開始する、プレート高さ Z か
らのオフセット値を入力します。トレイ
の場合はパレット底面からのオフセッ
ト値になります。
[終了位置オフセッ
ト]
検索測定
0.0~10.0
12mm/1.5
トレイ/0.0
検索測定を終了する、プレート高さ Z か
らのオフセットを入力します。トレイの
場合はパレット底面からのオフセット
値になります。
[終了位置オフセッ
ト]
詳細設定
0.0~10.0
12mm/2.0
トレイ/0.0
詳細下降を終了する、検索下降終了時点
からのオフセット値を入力します。トレ
イの場合はパレット底面からのオフセ
ット値になります。
[測定ステップ量]
詳細設定
0.0~1.0
0.05
詳細測定時の下降ステップ量を入力し
ます。
ヤマハ発動機株式会社 ロボティクス事業部
SMT 統括部 商品開発部
MDOC-SOFT50389
19/24
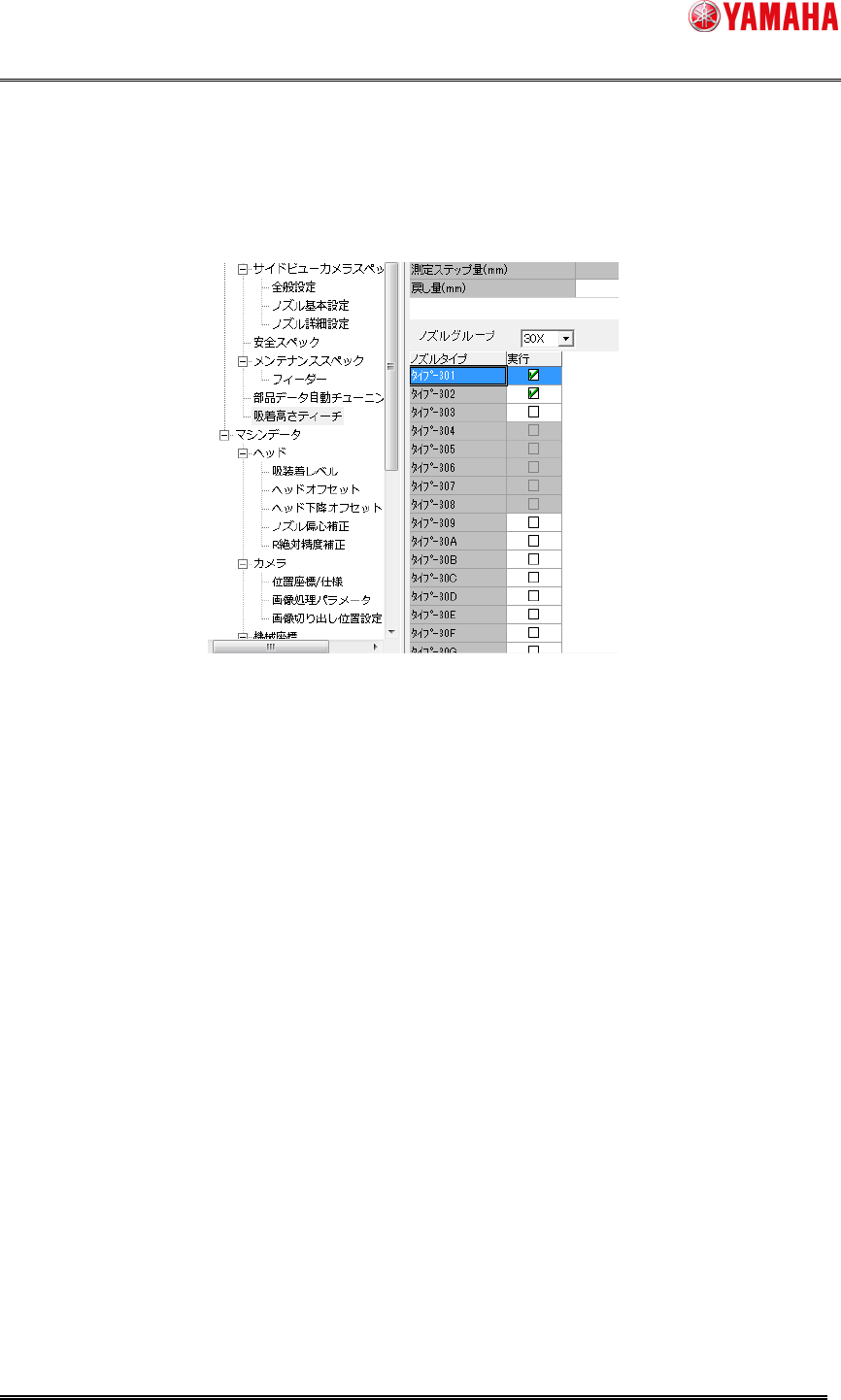
測定するノズルタイプは以下のチェックボックスに、チェックを入れてください。
8mm フィーダー以下の測定と 12mm フィーダー以上の測定で、それぞれのノズルタイプに
チェックを入れる必要があります。
図 4.2 [吸着高さティーチ]画面のノズルタイプ選択
チェックをつけたノズルは測定に使用されます。
ヘッドバリエーション対応マシンでは、1 台のマシンに複数のノズルグループが選択可能で
す。その場合、ノズルグループごとに使用ノズルのチェック設定が必要です。コンボボッ
クスからノズルグループを選択してください。
< 注意 >
8mm フィーダーにおいて、樹脂製のテープガイドを使用している場合、303 ノズル、314
ノズル、603 ノズル、503 ノズル、514 ノズルは測定に使用できません。
4
44
4.
..
.2
22
2
部品情報の引き継ぎ設定
部品情報の引き継ぎ設定部品情報の引き継ぎ設定
部品情報の引き継ぎ設定
部品情報引き継ぎファイルは、初期状態では “D:¥Machine¥Status¥PartsTakeOver¥” に保
存されます。保存先をサーバーに変更することにより、マシン間で部品情報結果を引き継
ぐことができるようになります。
部品情報引き継ぎファイルの保存先を変更したい場合は、 [アプリケーション設定]-[モニ
タ]-[部品情報引き継ぎ]ボタンから[部品情報引き継ぎ設定]画面を開き、「サーバーパス」に
保存先パスを設定してください。