TK52705.媧拝崅偝僥傿乕僠儞僌.pdf - 第5页
ヤマハ発動機株式会社 ロボティクス事業部 SMT 統括部 商品開発部 MDOC-SOFT50389 5/24 3. 機能 詳細 機能 詳細 機能 詳細 機能 詳細 本機 能は、 吸着するヘ ッドを使 用して 、対象部 品のテープ ガイド上 を高さ測 定し、適 切 な吸着 高さを算 出しま す。算出し た結果は 、基板デ ータに フィードバ ックする ことが 可能 です。レー ザー計測器な ど測定用に 特別な…
ヤマハ発動機株式会社 ロボティクス事業部
SMT 統括部 商品開発部
MDOC-SOFT50389
4/24
2. 機能概要
機能概要機能概要
機能概要
本機能は、ノズル装着済みのヘッドを吸着高さ測定対象に近づけ、負圧変化を捉えるこ
とで適切な吸着高さを自動で測定する機能です。
これまで、吸着高さを決定するためには、ノギスでテープ厚みを測定し算出する方法や
生産中の吸着率を見ながら調整する方法がありましたが、本機能を使用することにより、
マシンが自動で適切な吸着高さを測定・算出します。
主にマシン立ち上げ時のデータ作成時間の短縮に効果があります。
2
22
2.
..
.1
11
1 対象
対象対象
対象
1. 全フィーダー、自動トレイ、固定トレイが対象です。(スティック、バルクは対象外)
2. 8mm フィーダーの対象テープガイドは、樹脂製テープガイド及び金属製テープガイド
です。ただし、同一マシン内に上記テープガイドが混在している場合は、判別のため
の認識動作を行う必要があります。
3. 対象のノズルタイプは以下の表のとおりです。使用しているフィーダータイプによっ
て分かれます。
表2.1 8mmフィーダー以下の対象ノズルタイプ
30系
系系
系 31系
系系
系 50系
系系
系 51系
系系
系 60系
系系
系 備考
備考備考
備考
301 311 501 511 601
302 312 502 512 602
313 513
303 314 503 514 603 樹脂製テープガイドの場合は測定不可
309
3010
310
3110
510 YSシリーズマウンターの場合、310ノズル
は特殊ノズルとして設定する必要あり
表2.2 12mmフィーダー以上の対象ノズルタイプ
(▲2)
30系
系系
系 31系
系系
系 50系
系系
系 51系
系系
系 60系
系系
系 備考
備考備考
備考
全ノズルタイプ 開放状態の負圧値によっては動作できない
場合があります。
表2.3 トレイの対象ノズルタイプ
(▲3)
30系
系系
系 31系
系系
系 50系
系系
系 51系
系系
系 60系
系系
系 備考
備考備考
備考
全ノズルタイプ 開放状態の負圧値によっては動作できない
場合があります。

ヤマハ発動機株式会社 ロボティクス事業部
SMT 統括部 商品開発部
MDOC-SOFT50389
5/24
3. 機能詳細
機能詳細機能詳細
機能詳細
本機能は、吸着するヘッドを使用して、対象部品のテープガイド上を高さ測定し、適切
な吸着高さを算出します。算出した結果は、基板データにフィードバックすることが可能
です。レーザー計測器など測定用に特別な装置は必要ありません。
8mm フィーダー以下の測定ではフィーダーのテープガイド上にヘッドを近づけ、負圧の
変化を捉えることで適切な高さを測定します。テープガイド上の測定値は、吸着高さへ換
算し、画面に表示します。測定した吸着高さは、基板データへフィードバックすることで
実際の運転などに使用することができます。
テープガイドには金属製と樹脂製があり、それぞれ異なる測定位置をもっています。そ
のため、測定前に移動カメラによるガイド判別認識動作を行う必要があります。ただし、
金属製のテープガイド、または樹脂製のテープガイドのみを使用している場合は、このガ
イド判別認識動作をスキップし、測定動作をさせることが可能です。ガイド判別認識動作
をするためには専用のマークデータが必要です。設定方法は 4 章または 6 章をご参照くだ
さい。
測定に使用するヘッドは、測定するフィーダーの部品で最初に搭載を行うヘッドです。
最初のヘッドで測定ができない場合、次のヘッドで測定を行います。どのヘッドでも測定
できない場合は測定不可エラーになります。
V4.50STDR1.000/V3.45STDR1.000 以降は、固定基板データ読み込み時に限り、搭載デ
ータなしでも実行が可能です。この場合、実行可能なヘッドとノズルをマシンが決定しま
す。実生産で使用するヘッド、ノズルの組み合わせとならない場合があります。
(▲1)
V4.52STDR1.000/V3.47STDR1.000 以降は、12mm フィーダー以上の大型部品において
も吸着高さ測定が可能です。詳細は、3.2 を参照ください。
(▲2)
V4.52STDR1.000/V3.47STDR1.000 以降は、自動トレイおよび、固定トレイ供給部品に
おいても吸着高さ測定が可能です。詳細は、3.3 を参照ください。
(▲3)
V4.63STDR1.000/V3.49STDR1.000 以降は、オートローディングフィーダー(以下、ALF)
に対応しました。同様の操作で ALF でも吸着高さの測定が可能です。
(▲5)
ヤマハ発動機株式会社 ロボティクス事業部
SMT 統括部 商品開発部
MDOC-SOFT50389
6/24
3
33
3.
..
.1
11
1 使用方法
使用方法使用方法
使用方法
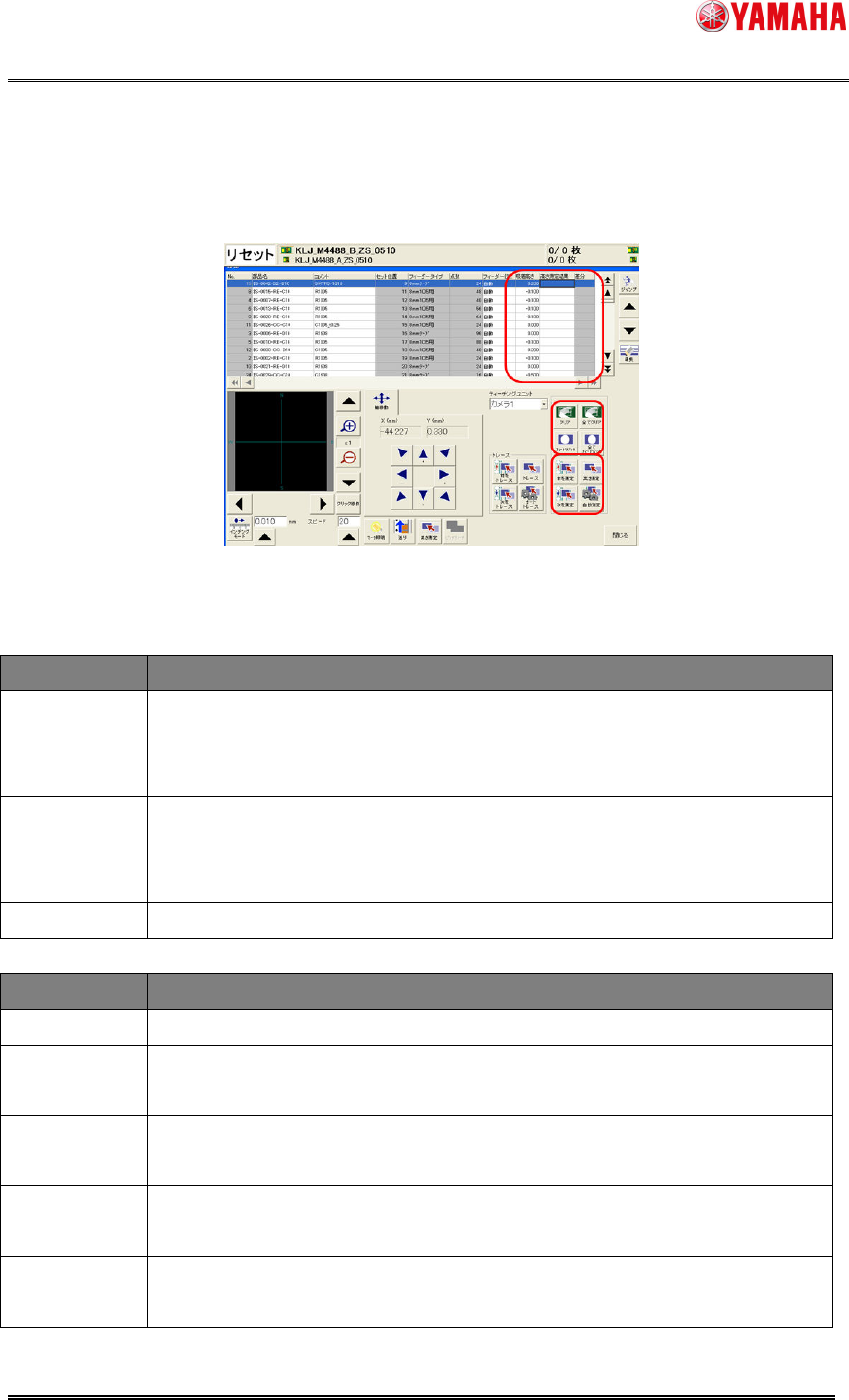
本機能が有効の場合、[部品]-[ティーチ]画面が以下のように表示されます。
下図の赤枠の部分が追加されています。
図3.1 高さティーチ機能有効時のティーチ画面
<画面上部のグリッドの追加項目>
項目 内容
吸着高さ
吸着高さ吸着高さ
吸着高さ
現在設定されている吸着高さが表示されます。
直接編集することも可能です。
トレイ部品の場合は、[トレイ厚み]が表示されます。
(▲3)
高 さ 測 定 実 行
高 さ 測 定 実 行高 さ 測 定 実 行
高 さ 測 定 実 行
結果
結果結果
結果
高さ測定の実行結果が表示されます。
未測定状態や測定に失敗した場合は空白です。
トレイ部品の場合は、[トレイ厚み]としての測定結果になります。
(▲3)
差分
差分差分
差分
吸着高さと高さ測定実行結果の差分が表示されます。
<画面右下の追加ボタン>
項目 内容
高さ測定
高さ測定高さ測定
高さ測定
上部のグリッドで選択している 1 部品に対して高さ測定を実行します。
前を測定
前を測定前を測定
前を測定
上部のグリッドで選択しているひとつ上の部品に対して高さ測定を実行
します。
次を測定
次を測定次を測定
次を測定
上部のグリッドで選択しているひとつ下の部品に対して高さ測定を実行
します。
自動測定
自動測定自動測定
自動測定
本ボタンを押している状態で[前を測定]または[次を測定]ボタンを押すと、
自動で順番に高さ測定を実行します。(連続測定)
フ ィ ー ド バ ッ
フ ィ ー ド バ ッフ ィ ー ド バ ッ
フ ィ ー ド バ ッ
ク
クク
ク
上部のグリッドで選択している部品に測定結果がある状態でこのボタン
を押すと、測定結果が吸着高さに反映されます。