00195654-04_SM_X-Serie_FSE_de.pdf - 第98页
Service-Arbeiten Bestückkopf C&P20 3.5.2 Racheneinstellung C&P20 (FSE) 98 Serviceanleitung (interne Vers ion) SIPLACE H F und X-Serie Der Kalibriervorgang wird jetzt gestartet und die neuen Z- und Stern-Nullpunkt…
Service-Arbeiten
3.5.2 Racheneinstellung C&P20 (FSE) Bestückkopf C&P20
Serviceanleitung (interne Version) SIPLACE HF und X-Serie 97
Abschließende Arbeiten
► Stecken Sie zwei neue Blendschaltteller auf (nicht die vorher abgenommenen, diese könnten
beschädigt sein). Stecken Sie ggf. Pipetten auf.
► Entfernen Sie das Schlauchstück aus der Rückholeinheit.
► Montieren Sie alle restlichen Teile und bauen Sie den Kopf in die Maschine.
► Schließen Sie alle Kabel und Schläuche an.
► Schalten Sie den Bestückautomaten ein.
Ermitteln der Nullpunktkorrektur für die Stern- und Z- Achse
Das Menü zur Ermittlung der Nullpunktkorrekturen ist nur mit SIPLACE SERVICE Passwort zugänglich!
► Starten Sie den SITEST --> Kopf-Funktionen
► Drücken Sie den Button Nullpunkt Z-Achse und Stern-Achse kalibrieren.
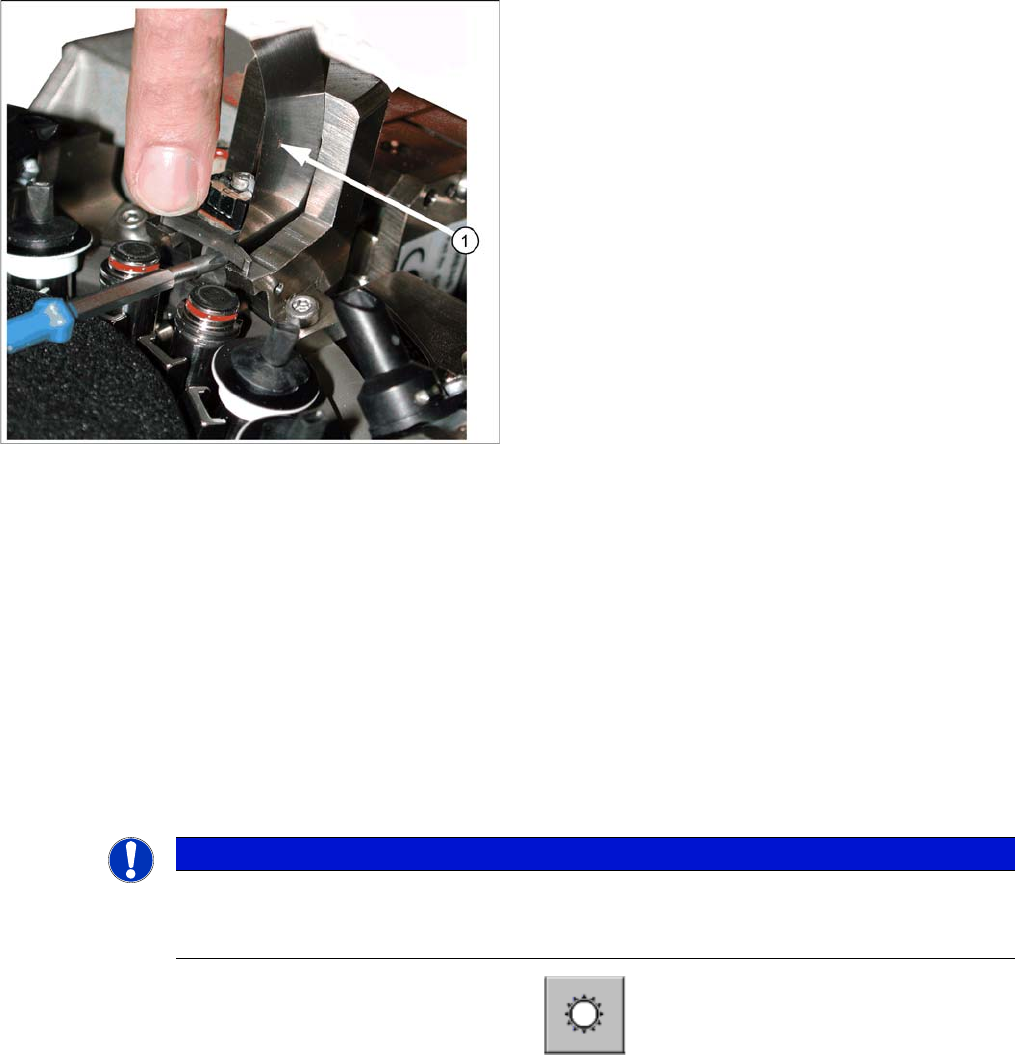
Anziehen der Befestigungsschraube des Rachens
► Ziehen Sie die Fühlerlehre (1) heraus und testen Sie
mit der Fühlerlehre 0,01 mm. Diese muss nun
leichtgängig zwischen Anschlagstift und Rachen pas
-
sen.
► Ziehen Sie die Einstelllehre vorsichtig in einer Kippel
-
bewegung ab, ohne gegen den Rachen zu stoßen.
► Fädeln Sie das Kugellager des Segments wieder in
den Rachen der Z-Achse.
HINWEIS
Kalibrierung
Die Funktion Nullpunkt Z-Achse und Stern-Achse kalibrieren sollte nach Servicearbeiten am
C&P20-Kopf durchgeführt werden.
Service-Arbeiten
Bestückkopf C&P20 3.5.2 Racheneinstellung C&P20 (FSE)
98 Serviceanleitung (interne Version) SIPLACE HF und X-Serie
Der Kalibriervorgang wird jetzt gestartet und die neuen Z- und Stern-Nullpunktkorrekturwerte werden in
der Achs_ver.ma und auf dem Kopf-EPROM gespeichert.
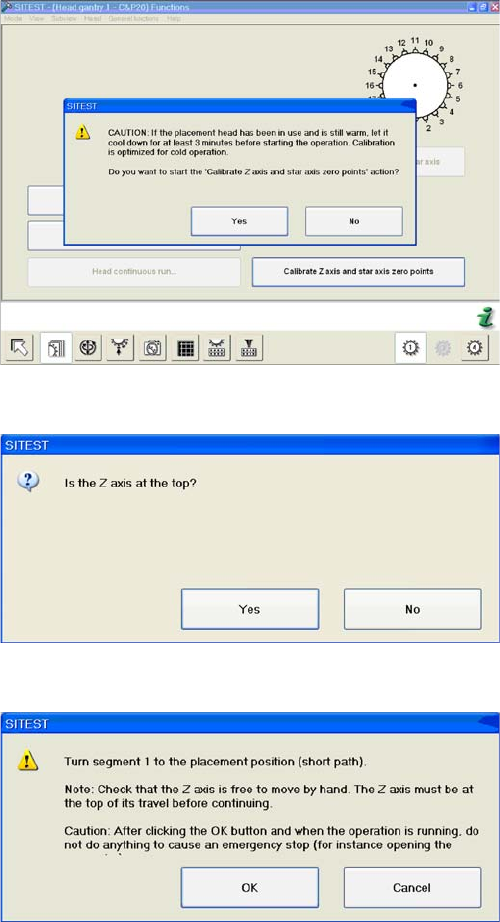
Kalibrierung Nullpunktkorrekturen Stern- und Z-Achse
► Warten Sie gegebenenfalls 3 Minuten, bis sich der
Kopf abgekühlt hat.
► Bestätigen Sie die Abfrage mit JA.
Kontrollabfrage Z-Achse oben
► Überprüfen Sie die Position der Z-Achse und drücken
Sie JA.
Segment 1 manuell in die Bestückposition drehen
► Schalten Sie die Z-Achse an der Achskarte aus.
► Drehen Sie den Stern auf dem kürzesten Weg mit
dem Segment 1 in die Bestückposition.
► Kontrollieren Sie bei ausgefahrenem Segment (Z-
Achse unten), ob das Kugellager des Segmentes mit
-
tig im Rachen steht.
► Schalten Sie die Z-Achse an der Achskarte wieder
ein.
► Drücken Sie die Start-Taste an der Maschine.
► Drücken Sie dann OK am Monitor.
Service-Arbeiten
3.5.2 Racheneinstellung C&P20 (FSE) Bestückkopf C&P20
Serviceanleitung (interne Version) SIPLACE HF und X-Serie 99
Troubleshooting Kalibrierung Nullpunktkorrekturen
War der Kalibriervorgang nicht erfolgreich:
1. Kontrollieren Sie den Verfahrweg der Z-Achse.
Die max. und min. Verfahrwege der Z-Achse (C&P20) sind 34000 Digits und -200 Digits.
2. Fehlermeldung: FM 19127 – Ermittelte Werte für die Nullpunktkorrektur außerhalb der Toleranz.
D. h. die Rachenneigung der Z-Achse ist außerhalb der Grenzewerte.
Lösung: Stellen Sie mit Hilfe der Einstelllehre den Rachen am C&P20-Kopf ein.
HINWEIS
Vorgehensweise
Sollte der Rachen schon eingestellt worden sein, gehen Sie wie folgt vor:
► Demontieren Sie den Bestückkopf wie oben beschrieben und installieren Sie die Einstell
-
lehre, ohne die Befestigungsschraube des Rachens vorher zu lösen.
► Kontrollieren Sie mit der Fühlerlehre 0,01 mm, ob der Rachen wirklich auf den beiden
Auflageflächen 2a und 2b aufliegt. Ist dies der Fall, so lösen Sie die Befestigungsschraube
des Rachens und legen zwei Fühlerlehren 0,01 mm zwischen Rachen und Auflagefläche
2a, so dass sie gerade noch zwischen Rachen und Einstelllehre eingeklemmt werden.