NPM-WX&-WXS_规格说明书_Ver.2024.0718.pdf.pdf - 第10页
NPM-WX / WX S 20 24. 0718 - 4 - 基板替换时间 基板为 L 350 mm 以下时,可以夹钳 2 张基板。 NPM-WX/ WXS 为双轨传送带规格时 ,也可以夹钳 2 张基板。 ※ 1 夹钳 2 张基板时,在下游 侧基板贴装结束后 ,再继续贴 装上游侧基板。 L 3 5 0 mm 以下的情况时, 替换基板需要 2.3 s ※ 2 。 ( 在背面无贴装,不 使用支撑销时。其他以 本公司的测 定条件为准。 ) …
NPM-WX / WXS 2024.0718
- 3 -
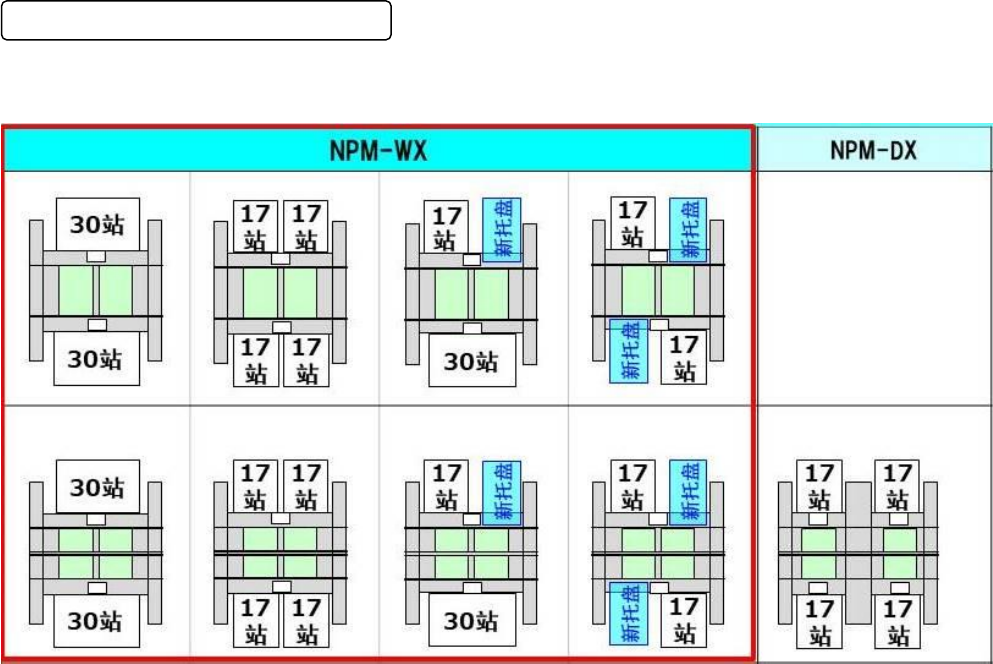
X 系列生产线的完成
这是 NPM-DX 的异型元件(托盘)补充机。
精简设备长度、前后托盘(新型)也用一个机种对应。
NPM - WX
,
WXS
最多可以设置
68
个双式编带供料器。
此时可设定的卷盘数为
136
卷盘。(在小卷盘的情况下)
可以设置
17
站
x 2
卷盘
x 4
工作台
= 136
卷盘的
8 mm
胶带卷盘
单式托盘供料器连接工作台最多可以设置
24
张托盘板。
可以设置 24 张×2 工作台= 48 张托盘板
NPM-WX / WXS 2024.0718
- 4 -
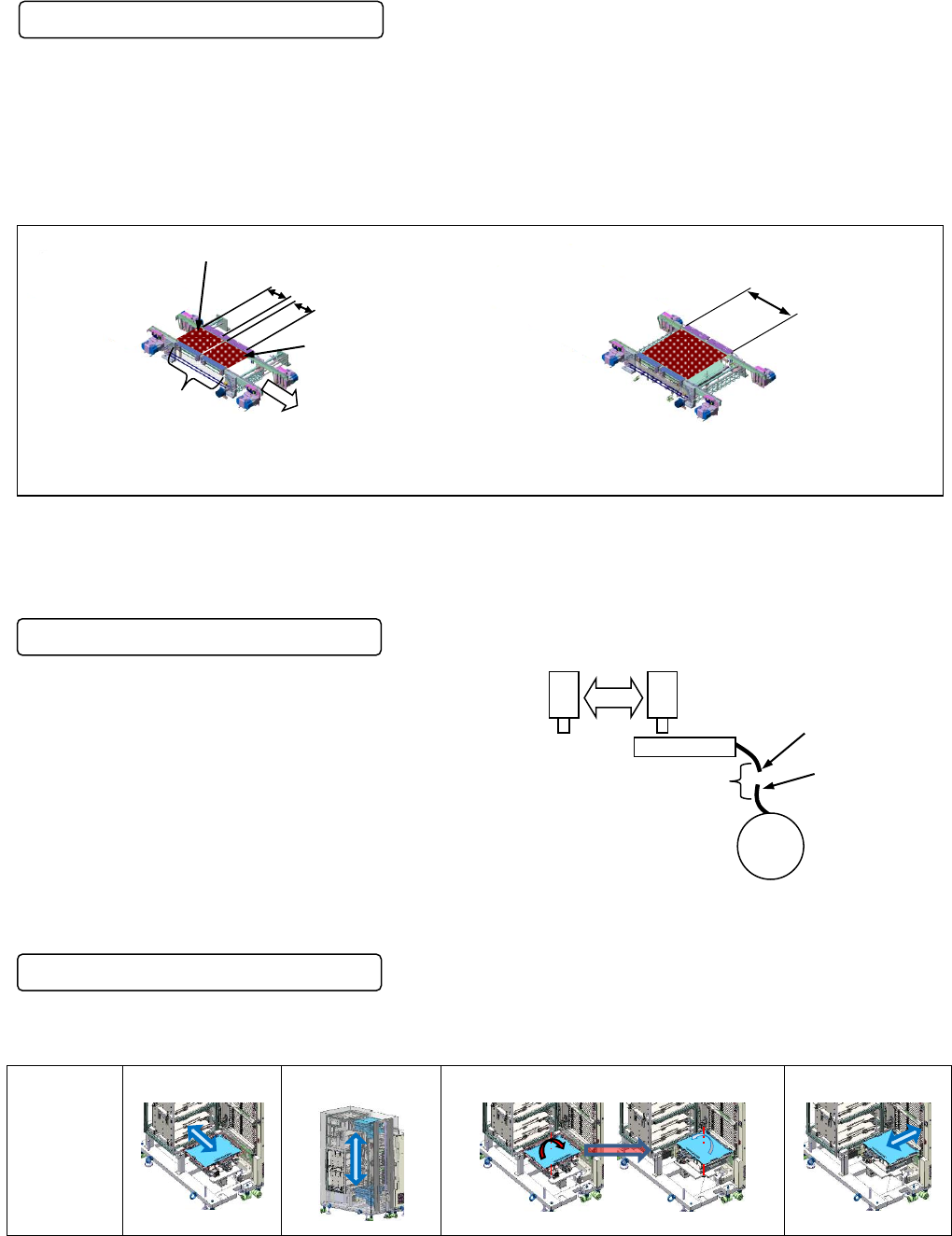
基板替换时间
基板为 L 350 mm 以下时,可以夹钳 2 张基板。
NPM-WX/ WXS 为双轨传送带规格时,也可以夹钳 2 张基板。
※
1
夹钳 2 张基板时,在下游侧基板贴装结束后,再继续贴装上游侧基板。
L 350 mm 以下的情况时,替换基板需要 2.3 s
※
2
。
(在背面无贴装,不使用支撑销时。其他以本公司的测定条件为准。)
※1 在双轨模式下进行交替实装时,不能夹钳 2 张基板。
※2 搬送时间随基板尺寸,使用/不使用支撑销等条件而异。详细请与本公司联络。
双轨传送带(选购件)的情况时,在一侧导轨进行元件贴装时,在另一侧的导轨可以替换基板,所以基板替换时间实
际上是 0 s。(当周期时间短于基板替换时间时,则不是 0 s。)
运转中的元件供给
NPM-WX/ WXS 采用编带拼接功能,在机器运转中也能够
在不停止贴装动作的状态下进行元件供给。
若预先将元件数量登记到贴装机的数据中,还能够预告元
件用完的情况。
拼接编带有手动拼接,及使用
ATSU
的自动拼接方法。
但是,使用自动供料器,可以免除拼接作业,实现元件的连续供给。
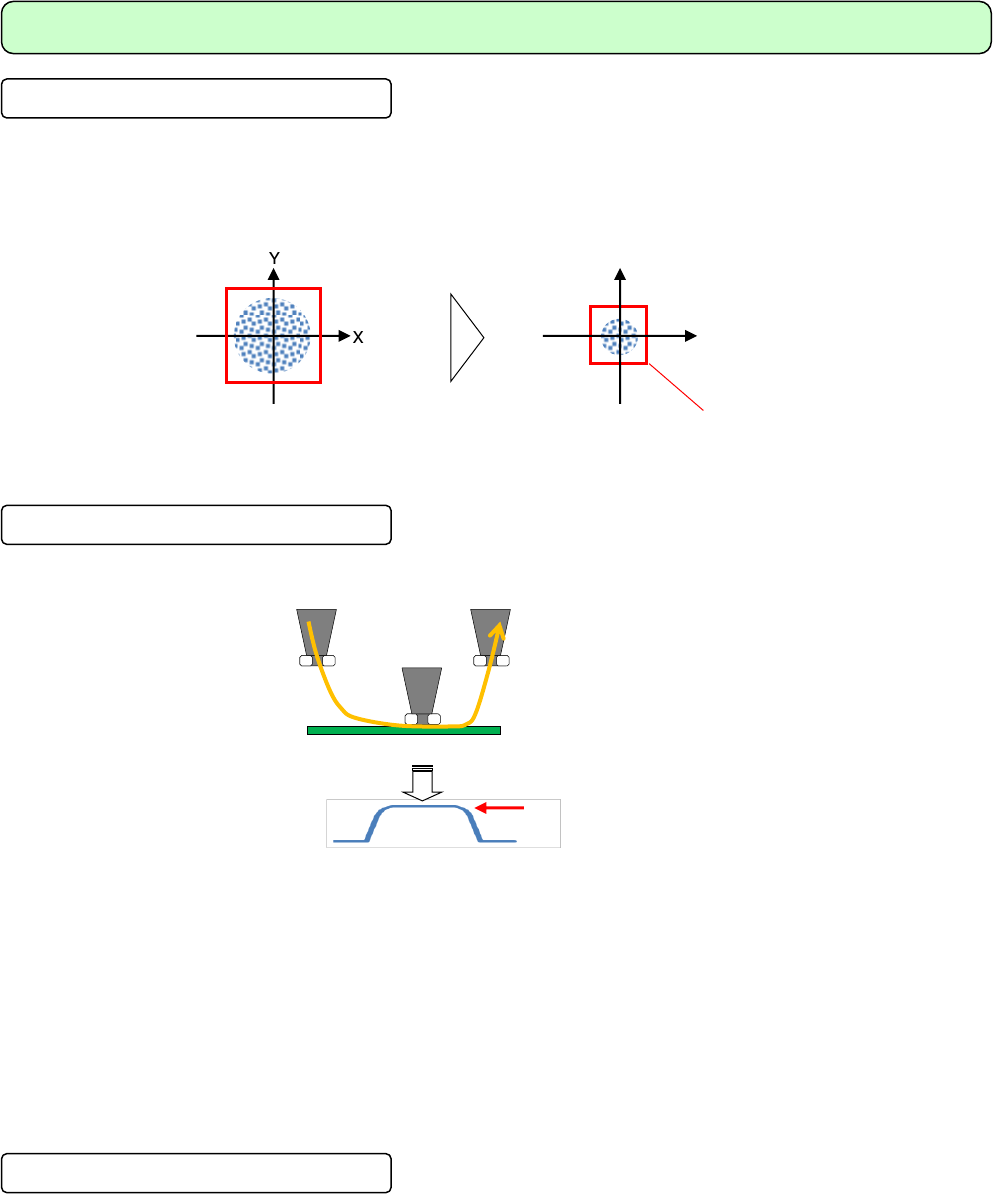
托盘储存器
托盘供料器元件的托盘板搭载量最多可以追加 72 张,并且托盘板可以在料箱单位中更换。
可以在设备运行中回收和供给料箱,并且托盘供料器的托盘板由搭载在托盘储存器上的料箱和储存部进行更换。
操作内容
从储存货架搬移
从储存货架搬移
在引出部回转
托盘单元搬移
AV
器材、服务器等大型基板
350 mm ~ 750 mm
350 mm
以下
350 mm
以下
第
1
贴装位置
第
2
贴装位置
贴装基台
搬送方向
移动电话・电脑・车载等的
中小型基板
运转中
下一
卷盘
连接
(
拼接编带
)
编带终端
编带前端
编带供料器
NPM-WX / WXS 2024.0718
- 5 -
高品质贴装
高精度贴装
采用新的高精度模式,实现轻量
16
吸嘴贴装头
V3A
、轻量8吸嘴贴装头、
4
吸嘴贴装头、
3
吸嘴贴装头
V2
上的
贴装精度为±
15
μ
m
:
Cpk
≧
1
。
在轻量
16
吸嘴贴装头
V3A
中同时实现贴装速度
70,000 CPH
(最佳条件时)。
定负荷控制・低负荷贴装
1) 定负荷控制
通过监视 Z 轴电机电流值,实现轻量 16 吸嘴贴装头 V3A 的压入负荷为 1.0 N。
能够削减贴装时带给元件的耗损,即使基板上存在翘曲,也可以在不过分按压的情况下进行稳定的安装。
2) 低负荷吸嘴
通过在吸嘴尖端设置低负荷弹簧和轻量可动部,来减低基板接触时的负荷。
希望
0.5 N
以下时,请设置贴装
2
段下降,第
2
段速度
×
1
(标准)。
负荷检查器
计测贴装头的「压入负荷」,结果显示在设备的监视器或 LNB 上。
测定结果超过容许值时会发出警告,防止发生品质不良的情况。
X
Y
Y
X
15μm
高精度模式 ON
一定负荷
低负荷