NPM-WX&-WXS_规格说明书_Ver.2024.0718.pdf.pdf - 第184页
NPM-WX / WX S 20 24. 0718 - 178 - C-34 希望实现大型重量元件 贴装。 On -site 大型重量元件贴装(许 可证) 3 . 对应元件 ② 贴装可能的 B GA 条件如下。 ※ BGA 贴装基本上都要获得样品后进行研讨 ・ 实验,再判断是否能进行贴装。 項 目 仕 様 对象尺寸 外形尺寸 超过 □ 90 mm ~ 小于 □ 135 mm 元件厚度 0.3 mm ~ 40 mm (吸嘴 No.3451…
NPM-WX / WXS 2024.0718
- 177 -
C-34
希望实现大型重量元件贴装。
On-site
大型重量元件贴装(许可证)
1.
功能概要
对应大型重量元件(超过□
90 mm
~
小于□
135 mm
)贴装。
2.
对应元件①
项 目
规 格
元件重量
最大
300
g
(
包括吸嘴,最大
320
g
)
※
6617/ 6617N
吸嘴使用时
能够吸着的元件重量,是由能够确定的吸着面大小等要素决定的,
因此根据元件的形状,有可能不能够吸着。
吸着面形状
在重心附近、有安定且能吸着的水平平面、没有段差和孔洞、
能够充分确保吸着面积的元件。
元件形状
超过□
90 mm
~
小于□
135 mm
最大元件厚度
元件外形尺寸为
对角
152.1 mm
以下时
40 mm
以下(吸嘴
No.3451/3451N
)
※但吸嘴为
No.6617/6617N
时是
37mm
以下
元件外形尺寸超过
对角
152.1 mm
时
18 mm
以下
(最大元件外形尺寸为□
135 mm
)
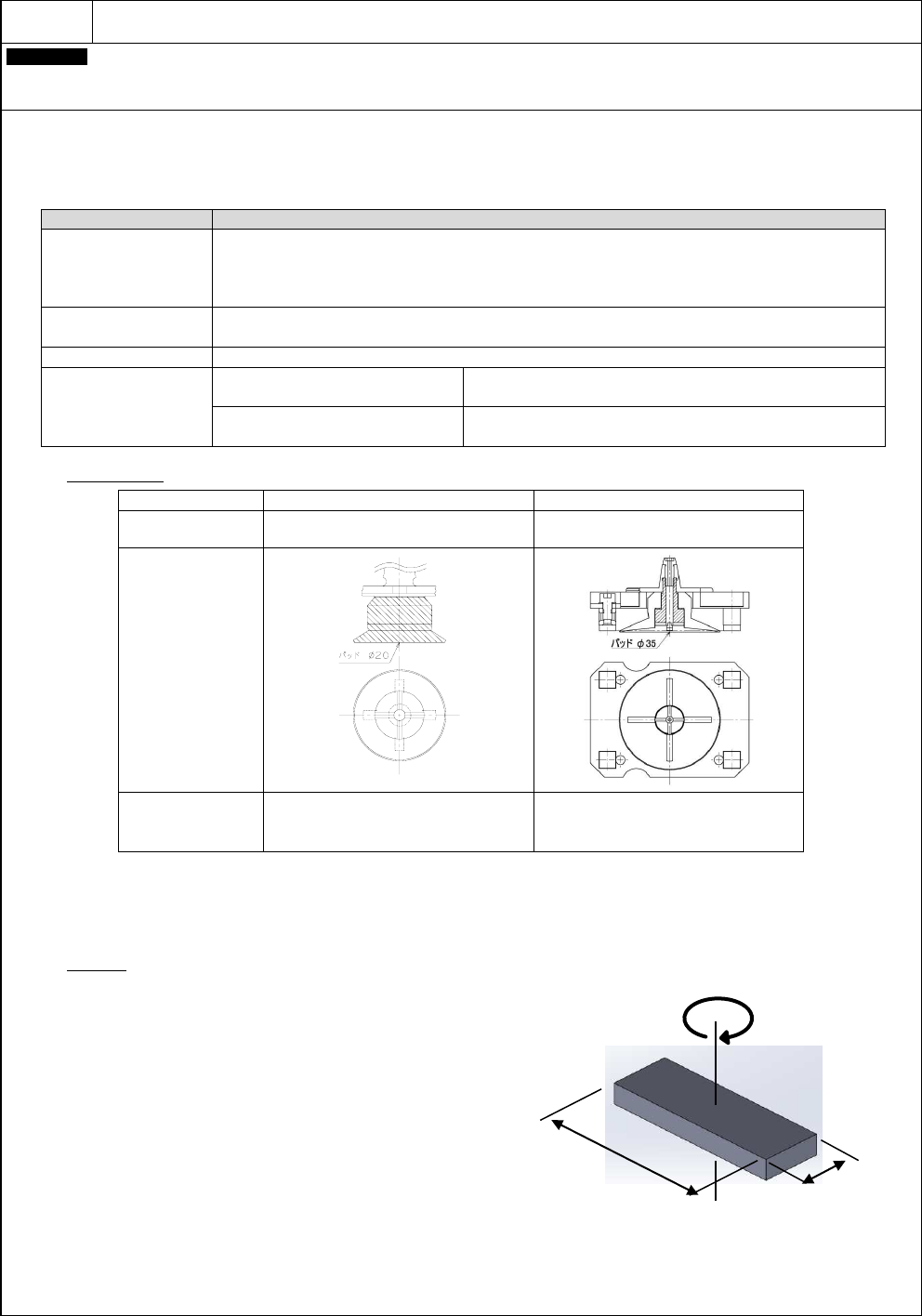
吸嘴概略尺寸
吸嘴
No.
3451 / 3451N
6617 / 6617N
型 号
MTKU001354AB
MTKU003487AA(
有
2D
代码
)
MTKU0055174AA
MTKU005446AA(
有
2D
代码
)
形 状
(
单位
: mm)
备 注
NBR
带焊盘
吸嘴长度:
22.5 mm
( +
焊盘外部长度:
0.3 mm)
NBR
带焊盘
吸嘴长度:
25.5 mm
( +
焊盘外部长度:
0.5 mm)
※
3451/ 3451N
吸嘴只能在元件惯性(惯性力矩)小的上面使用。
元件重量最大为
80
g(包含吸嘴,最大:
110
g)
※
除了元件能否吸着、元件的尺寸和重量以外,还受到重心位置等要素的影响,
因此最终会进行吸着实验进行判断。
元件惯性
6617/ 6617N
吸嘴
最大
9.1 x 10
-4
k
g・
m
2
3451/ 3451N
吸嘴
最大
1.0 x 10
-4
k
g・
m
2
(根据以下公式)
J = M x (L2 + W2) x 10-9 [k
g・
m
2
]
※
但是方形元件的θ速度为
10
%。
W[mm]
L[mm]
M:重量[g]
NPM-WX / WXS 2024.0718
- 178 -
C-34
希望实现大型重量元件贴装。
On-site
大型重量元件贴装(许可证)
3.
对应元件②
贴装可能的
BGA
条件如下。
※
BGA
贴装基本上都要获得样品后进行研讨・实验,再判断是否能进行贴装。
項 目
仕 様
对象尺寸
外形尺寸
超过□
90 mm
~
小于□
135 mm
元件厚度
0.3 mm
~
40 mm
(吸嘴
No.3451/3451N
)
※
1
※但吸嘴为
No.6617/6617N
时,最大
37 mm
元件外形尺寸超过对角
152.1 mm
时,最大
18 mm
焊锡球间距
0.3 mm
~
1.5 mm
焊锡球直径
φ
0.15 mm
~
φ
0.9 mm
留意点
焊锡球形状
球状或圆柱状
焊锡球材质
高温锡膏、共晶锡膏
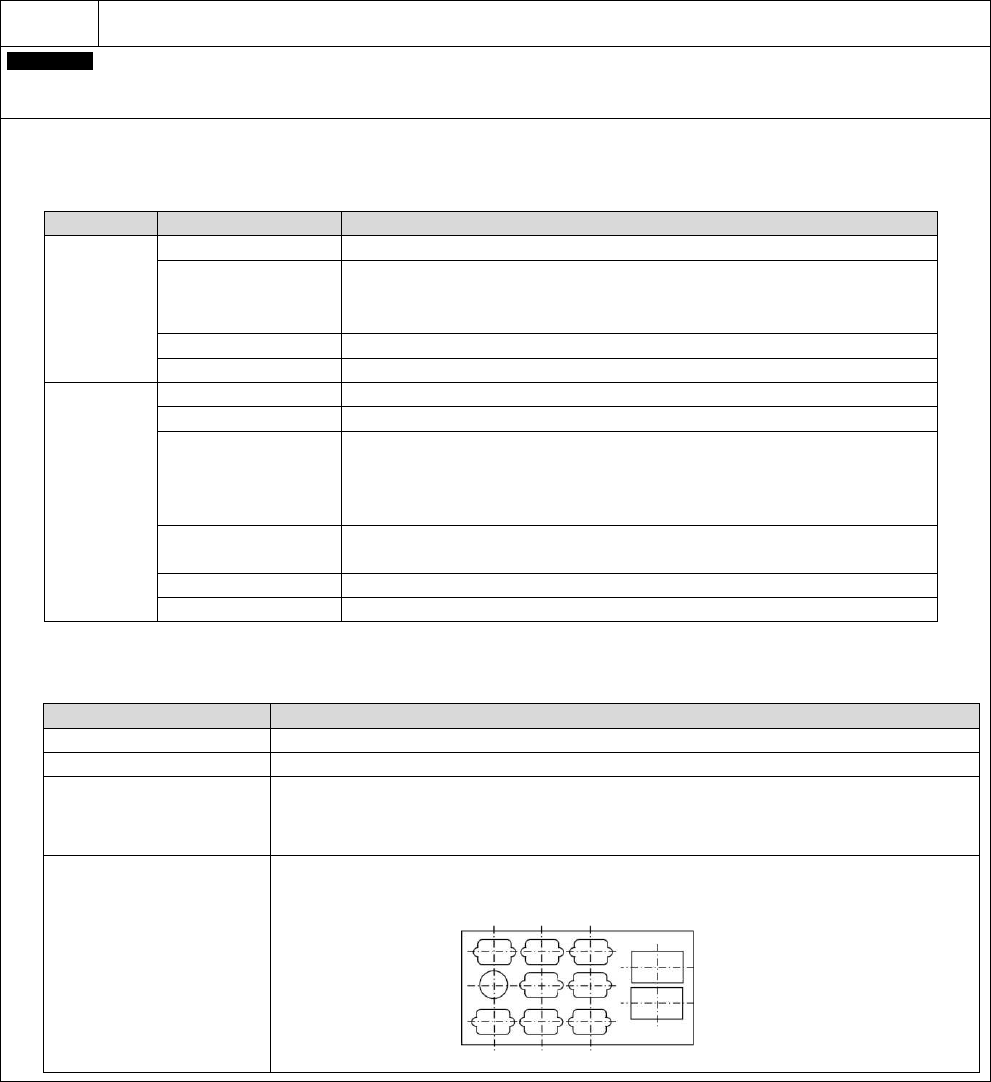
焊锡球数
正格子排列:
2 x 2
个
~
64
个
x 64
个(行数
x
列数)
(交错空排列:
2 x 2
个
~
32
个
x 32
个(行数
x
列数))
※焊锡球的间距须保持一致。
非格子排列:
2
个
~
15 000
个
焊锡球表面状态
焊锡球表面不可出现因氧化而引起的模糊现象。
(根据氧化程度是否能识别,需要通过实验进行确认。)
供给形态
通过托盘及编带表面朝下(焊锡球在下)供给。
其他
能否贴装需要根据样品进行评价后进行判断。
※
1
选择「超高元件贴装」(选购件)时,可对应「贴装元件
+
基板厚度
+
载体厚度
≦
53 mm
」。
4.
对应条件
項 目
仕 様
对象贴装头
3
吸嘴贴装头
V2
对应吸嘴位置
Pos2 (NP2)
识别
3
段分割识别
(
Cx
≦
135 mm
且
Cy
≦
135 mm
)
※进行 3 段分割识别需要另外的校准。
以及校准上需要有「多功能识别相机
3D
治具」。
对象吸嘴交换器
吸嘴交换器单元(
3
吸嘴用屏蔽吸嘴:
L
尺寸
2
个对应用)
※ 使用
6617/ 6617N
吸嘴时需要。
NPM-WX / WXS 2024.0718
- 179 -
C-35
希望在实装后简易检查屏蔽元件等等的实装状态。
Customer
贴装完位置识别(许可证)
・
用头部相机,可计测屏蔽元件上的
2
处区域内的亮度,并从亮度值判断实装偏移。
若确定实装已偏移,则执行单一停止。
(由于可在回流焊之前检出已实装偏移的屏蔽元件,因此可以缩短返工修复时间。)
・ 有关详情,请参阅「5.17.1 贴装完位置识别功能」。
C-36
希望在实装前简易检查屏蔽元件等等的弯曲状态。
Customer
贴装完位置识别(许可证)
・
在设备中进行屏蔽罩的翘曲检查。判定为生产中翘曲的元件时,则废弃该元件。
(可以防止不良屏蔽元件被实装。)
・ 有关详情,请参阅「5.17.2 屏蔽罩贴装前翘曲检查功能」。