NPM-WX&-WXS_规格说明书_Ver.2024.0718.pdf.pdf - 第54页
NPM-WX / WX S 20 24. 0718 - 48 - 前端部分 ( 引导部 ) 的处 理 为了用 A SF 进行元件自动设置, 便带的引导部处理需要 满足以下要求 。 ( 关于引导部的剪切 位置 ) 编带插入 ASF 前, 请按照下图所示位置, 用剪刀剪断 编带引导部。 ( 为了防止剥离错误 、 编带替换错误 的发生,请垂 直剪断 ) < 1 间距以下及 奇数间距 时 > ( 1 mm 、 2 mm 、 4 mm 、 12 …
NPM-WX / WXS 2024.0718
- 47 -
限制事项 2
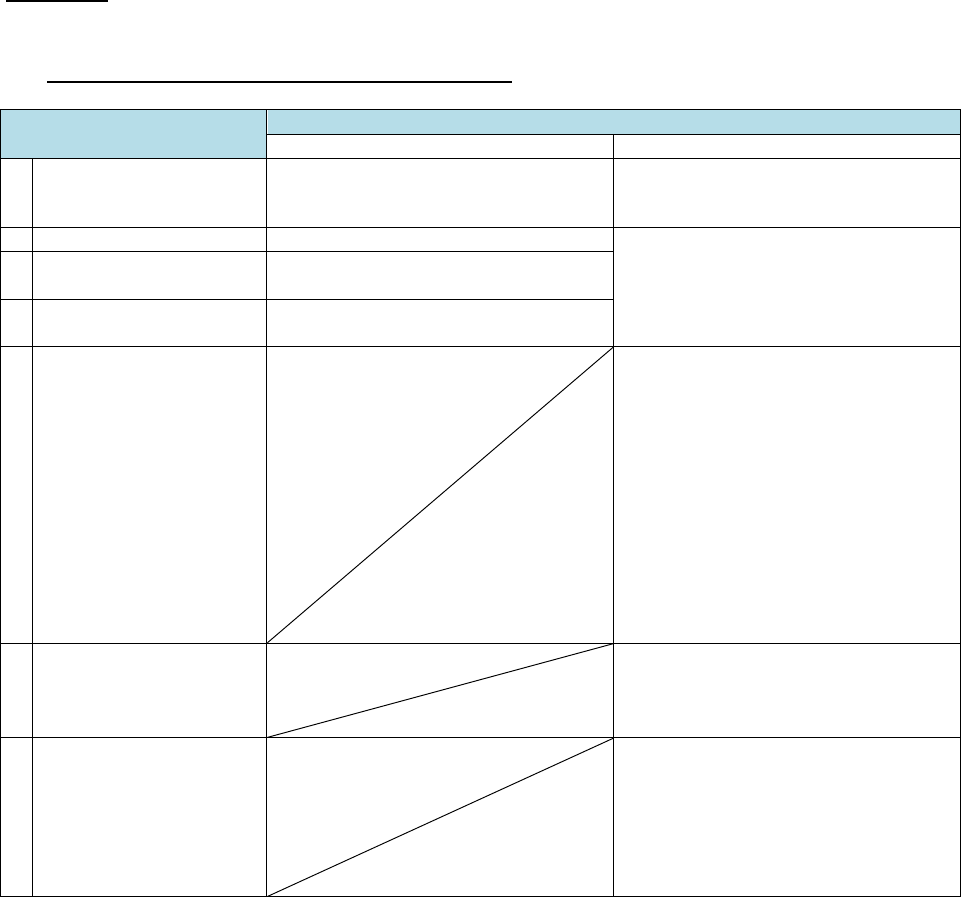
ASF 限制事项如下所示。
ASF
:标准规格(无 LU)、自动设置规格(有 LU)
项目
限制内容
标准规格(无 LU)
自动设置规格(有 LU)
1
编带长度
330 mm 以上
※使用元件校对功能时需要料盘
480 mm 以上
不可对应已拼接处理的编带
※使用元件校对功能时需要料盘
2
拼接位置检测
需要专用拼接边带(蓝色)
※不可对应已拼接处理的编带
3
使用拼接边带时的限制
有关与拼接边带的同色元件,
对象元件的长度为 20 mm 以下
4
通过铆接治具进行
编带拼接
ASF08-24 mm 供料器
不可金属铆接治具规格
5
终端长度
・请确保拖挂部长度在 60 mm 以上
・从最后的元件到编带终端为 360 mm 以
下的编带规格时,无限制。
●ASF08
超过 360 mm 到 760mm 以下的编带规
格时,可通过机器设定进行对应。
超过 760 mm 的编带规格时,会发生缺
元件错误。
●ASF12~ASF104
超过 360 mm 的编带规格时,会发生却
元件错误。
6
新旧编带自动替换
以下条件时不可对应自动替换
・实装条件数据「吸附错误停止」设定为
1 次,且未输入元件剩余量时。
・输入数值与实际剩余量不相符时。
7
设置下一料盘
・设置下一料盘时,
需要增设料盘支架
(个别对应)
・下一料盘需要与 LU 设置在同一插槽
(下一料盘与最近料盘并排时)
※运用最近料盘与下一料盘替换时,不需要
设置支架。
NPM-WX / WXS 2024.0718
- 48 -
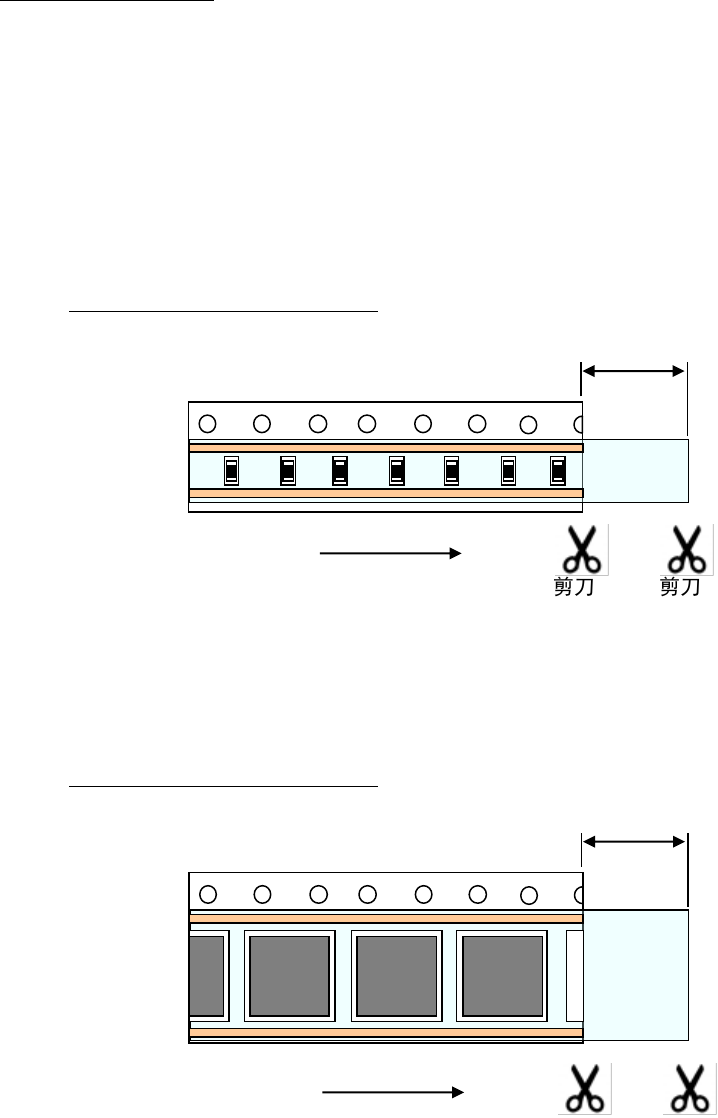
前端部分(引导部)的处理
为了用 ASF 进行元件自动设置,
便带的引导部处理需要满足以下要求。
(关于引导部的剪切位置)
编带插入
ASF
前,请按照下图所示位置,用剪刀剪断编带引导部。
(为了防止剥离错误、编带替换错误的发生,请垂直剪断)
<1 间距以下及奇数间距时>
(1 mm、2 mm、4 mm、12 mm、20 mm、28 mm、36 mm、44 mm、52 mm 的各个间距)
① 请在载料带槽之间的中央进给孔留下封盖带后再剪断。
② 封盖带请在载料带前端如下所示的突出位置剪断。
突出量请参照 ASF 的使用说明书。
<偶数间距时>
(8 mm、16 mm、24 mm、32 mm、40 mm、48 mm、56 mm 的各个间距)
① 请在载料带槽之间的中央,到最近的进给孔中央留下封盖带后再剪断。
② 封盖带请在载料带前端如下所示的突出位置剪断。
突出量请参照 ASF 的使用说明书。
剪刀
剪刀
封盖带突出量
进给方向
剪刀
剪刀
进给方向
封盖带突出量
NPM-WX / WXS 2024.0718
- 49 -
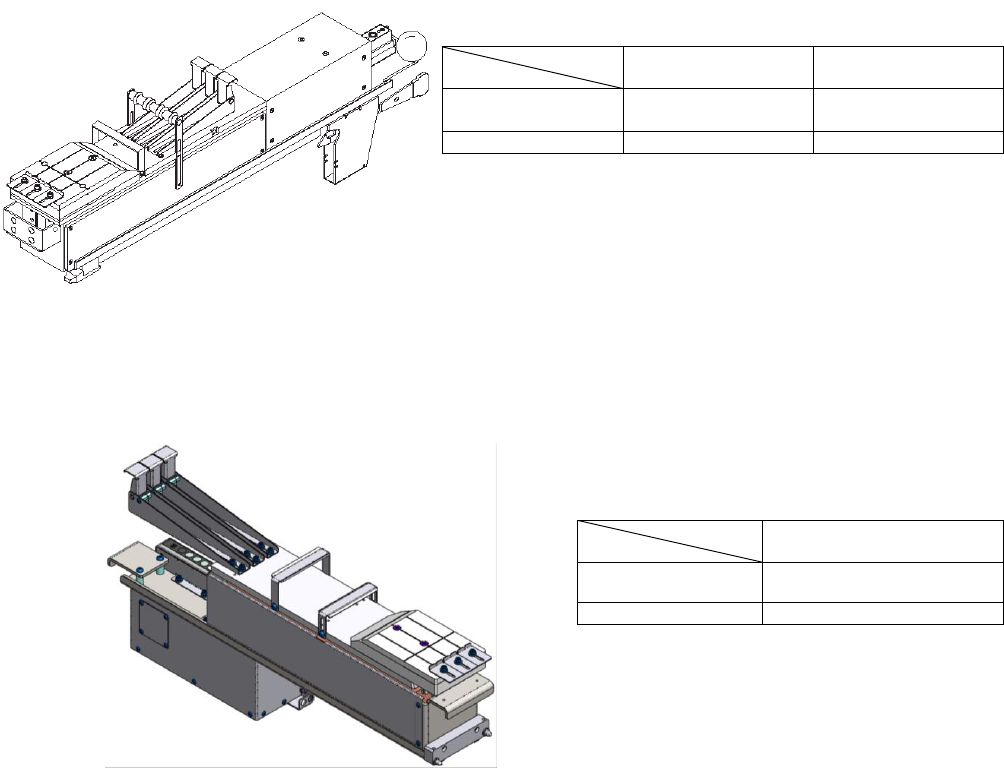
■ 杆式供料器
杆式供料器是能够通过振动进行元件供给的供料器。
杆式供料器,在以往机器的优点上,加上能对应通用性广
※
1
,交货期短
※
2
,无需维护
※
3
,提高了大型元件的对应
力。
(只限轻量 8 吸嘴贴装头、4 吸嘴贴装头、3 吸嘴贴装头 V2 可对应)
※1 可以对应 SOP,SOJ,PLCC 以外连接器等异形元件。
※2 通过杆前端缺口的供给方式(如下参照)时,元件马上可以供给。
※3 除了清扫灰尘等以外,无需进行特别的维护。
※ 在 NPM-WXS,不能搭载在后侧台车。
・3 站杆状供料器
※
4
・SF3 (Stick Feeder3)
※
5
※4 3 站杆状供料器是交换台车专用。C-Cart 时请使用 SF3。
※5 SF3 是 C-Cart 专用。交换台车时请使用时 3 站杆状供料器。
单式
杆状供料器
3 站
杆状供料器
安装间距
42 mm
84 mm
最多安装供料器站数
32 站
16 站
SF3 (Stick Feeder 3)
安装间距
84 mm
最多安装供料器站数
16 站