RX-7_InstructionManual_Rev03_C.pdf - 第112页
第 4 章 操作篇 4- 3. 生产 34 4-3- 3. 生产状况的显示 触摸 [ 生产 ] 中子菜单面 板的 [ 生产状况 ] 后, 可显示生产状况画面。 在生产状况画面 中,除了可控 制本机生产的开始, 停止状态之外,还可 随时方便地确认生产 中本机内各单 元的运转状况, 错误状况,警 告状况。此外,还可 通过图表确认主要生 产管理信息随时间的 变化。 显示生产中的生 产管理信息 [ 生产状况 ] 画面中将显 示以下信息。 记号 …
第
4
章
操作篇
4-3.
生产
33
4
4-3-2. 生产
生产菜单的作用
[生产]菜单中,除了可进行生产的开始,停止动作之外,还可确认不同生产状况下本机的各项运行状况。
切换到[生产]菜单画面的方法如下。
• 在顶部菜单画面中触摸[生产]。
• 通过跳跃功能切换到[生产]菜单相关的功能画面。
生产子菜单
在[生产]菜单中,可选择以下子菜单。
• [生产状况]菜单
掌握生产中的机器运行状况,错误,警告信息。
• [视图]菜单
确认摄像机拍摄的图像。
• [动作状态]菜单
确认贴片头和吸嘴的运行状况,错误,警告状况。
• [供给装置] 菜单
确认供给部元件的配置状况,错误,警告状况。
• [生产条件]菜单
根据生产对象的生产程序设定生产条件。
生产的开始
生产准备完成后,可以开始生产。
长按共通面板的[START]1 秒以上,开始生产。
生产的停止
触摸[STOP]后,将运转至可重新开始生产的时间点,然后停止生产。
注意
• 触摸[START]后马上触摸[STOP]本机可能不会正常停止。要使其停止时,请确认共通面板的
单元按钮中显示为[停止中]。
按下紧急停止按钮,将立即停止生产。
通过紧急停止按钮停止本机时,要在重新开始生产前清除本机中的基板。
有关基板取出方法的详情,请参阅「4-6-5. 元件贴片确认」。
Tips
• 实际生产数达到生产预定数的设定值时,生产也将自动停止。
第
4
章
操作篇
4-3.
生产
34
4-3-3. 生产状况的显示
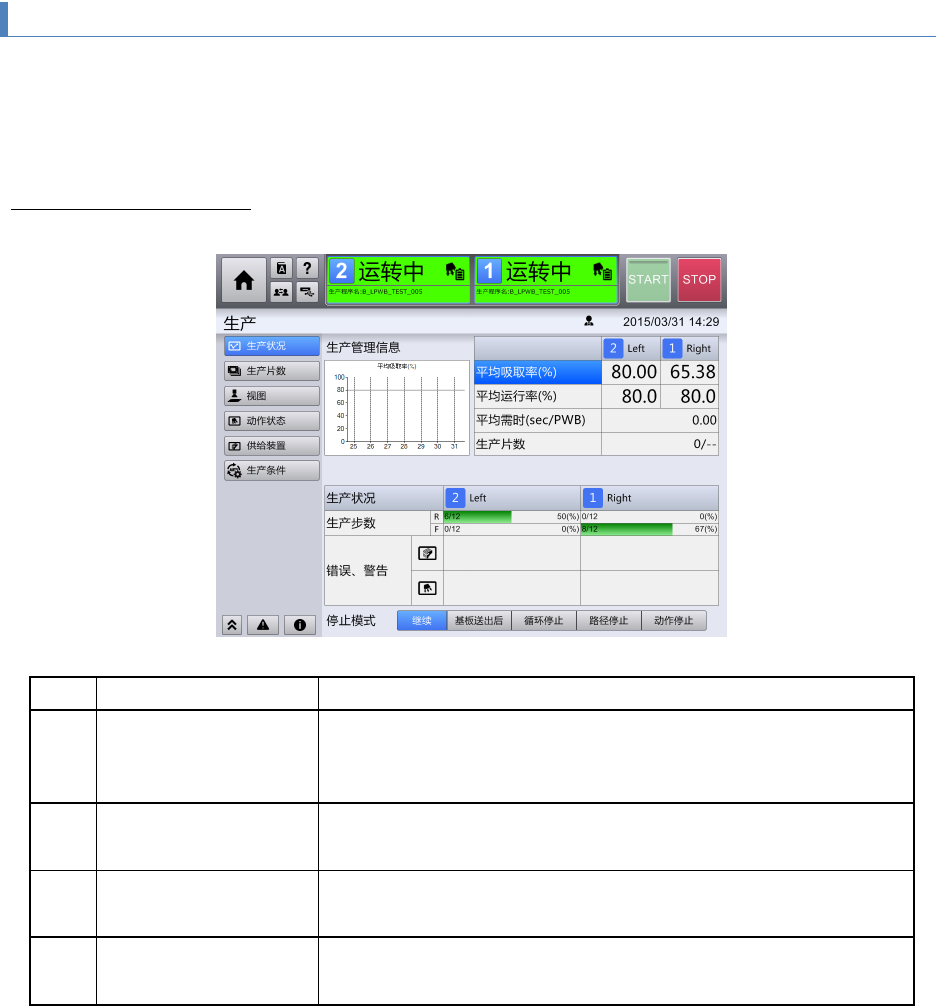
触摸[生产]中子菜单面板的[生产状况]后,可显示生产状况画面。
在生产状况画面中,除了可控制本机生产的开始,停止状态之外,还可随时方便地确认生产中本机内各单
元的运转状况,错误状况,警告状况。此外,还可通过图表确认主要生产管理信息随时间的变化。
显示生产中的生产管理信息
[生产状况]画面中将显示以下信息。
记号
名称
说明
(a)
生产管理信息图表
显示生产管理信息的迁移图表。
显示平均吸取率,平均运行率,平均需时,生产片数在每小时的
变化,触摸生产管理信息列表的各项目名称,切换图表的种类。
(b)
生产管理信息列表
显示生产管理信息的统计值。
有关详情,请参阅下述的「显示生产进度状况」
(c)
生产状况
显示单元
1
和单元
2
各单元的当前生产进度和错误,警告状态。
有关详情,请参阅下述的「显示生产进度状况」
(d)
停止模式
选择生产的停止模式。
显示的按钮种类根据运转模式的不同有所不同。
第
4
章
操作篇
4-3.
生产
35
4
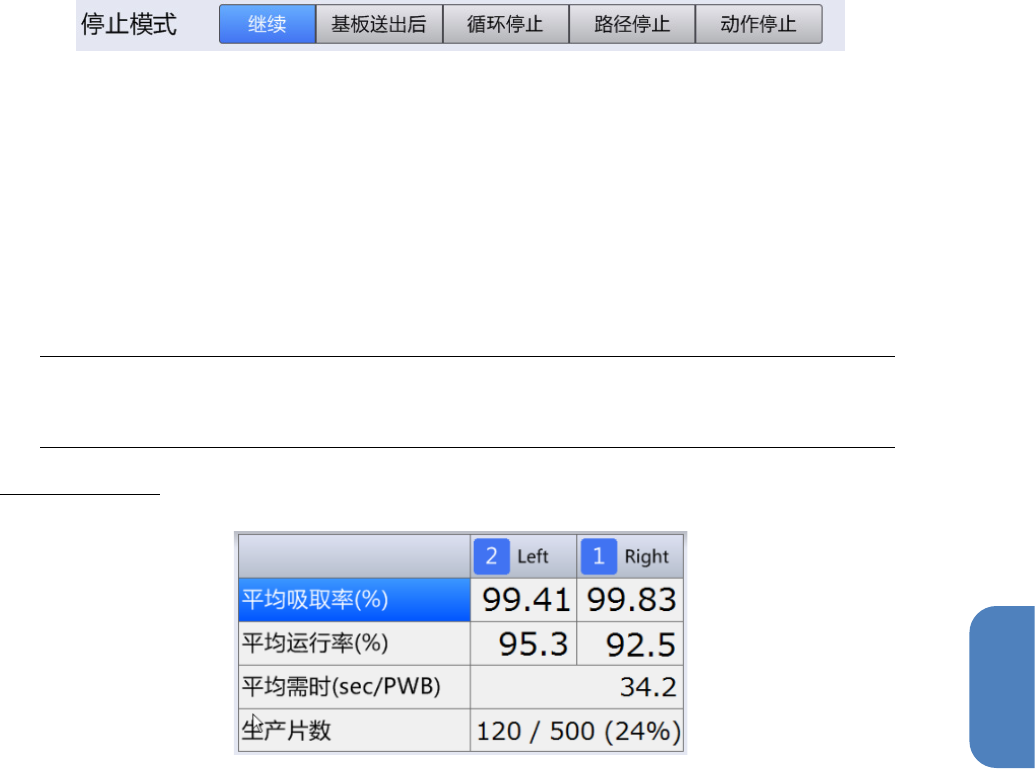
停止模式
显示于[生产状况]画面的下方。
在开始生产前设定。
• 继续:触摸[STOP],或在完成生产预定块数时停止。
• 基板送出后:使基板完成,从装置中送出完成后停止。
• 循环停止:完成 1 块基板时停止。
• 路径停止:完成从吸取到贴片的一次动作时停止。
• 动作停止:生产可继续的最小的运动动作结束后,装置即停止。
仅当用户级别为[MAINTENANCE]时,才能选择[动作停止]。
Tips
• 仅当用户级别为[MAINTENANCE]时,才能选择[动作停止]。
• [动作停止]时,即使不对 [START]按钮进行 1 秒时间的长按,生产动作也可开始。
显示生产进度状况
生产时的进度状况可通过生产管理信息列表确认。
平均吸取率
(%)
显示装置 1 和装置 2 的平均吸取率。
更改了生产分组,或在未指定生产分组的情况下切换生产程序时,会进行重置。
平均运行率
(%)
显示单元 1 和单元 2 各装置的平均运行率。
更改生产分组,或在未指定生产分组的情况下切换生产程序时,会进行重置。
平均需时
(sec/PWB)
显示当前正在生产的生产程序中生产每块基板的需时平均值。
用前后通道生产时,分 2 行分别显示平均需时。
sec/PWB:秒/基板