RX-7_InstructionManual_Rev03_C.pdf - 第78页
在线预览 RX-7_InstructionManual_Rev03_C.pdf PDF 文档。
第
3
章
导入篇
3-3.
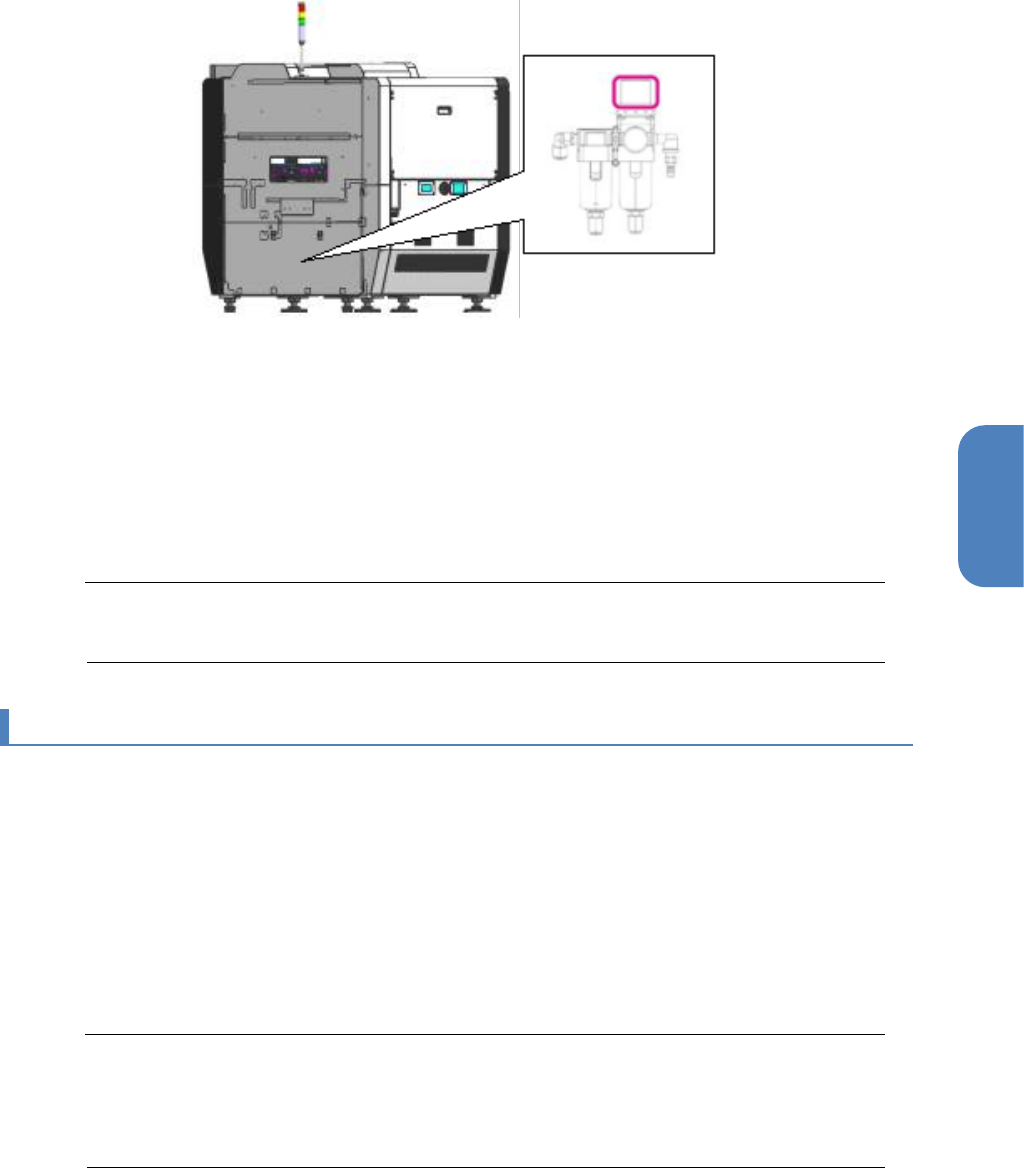
空气源的连接和真空泵的运转
17
3
1
向上抬起空气装置过滤减压阀上的手柄,在能看到橙色线的状态下,向逆时针方向旋
转直至完全拧到底,使之处于减压至 0MPa 的状态。
2
将空气装置的一次压缩空气引入用插头牢牢连接到工厂侧一次压缩空气导管的插座
上。
3
打开工厂侧一次压缩空气侧的阀门,向本机输送压缩空气。
4
顺时针方向慢慢旋转空气装置/过滤减压阀的调压手柄,直至本机正面上方的
SUPPLIED AIR(b)
压力显示变为
0.49MPa
。
5
压力显示变为
0.49MPa (5 kgf/cm
2
)
后,锁住调压手柄。
注意
•
请用户自行准备连接到主机的
φ12mm
空气导管和空气源的供给切断装置。
3-3-2. 真空泵的压力确认
本机内置有真空泵,用于吸取元件。使该真空泵运行。
1
接通本机背面的主断路器。
2
按下本机正面的
POWER ON
开关。
3
显示
[
贴片头控制
]
画面。
关于操作方法的详情,请参阅「
4-9-2. [
贴片头控制
]
」。
显示
[
贴片头控制
]
操作画面后,真空泵将自动打开。
真空泵旋转,确认本机正面上方的
VACUUM PRESSURE
真空压力计显示为
-86.0kPa
以下。
Tips
•
关闭
[
贴片头控制
]
画面后,真空泵将自动关闭。
•
有关
[
贴片头控制
]
画面的详情,请参阅「
4-9-2.
贴片头控制」的「贴片头气体的切换操
作」。

4
第4章 操作篇
4-1. 系统的操作 2
4-2. 操作画面构成 5
4-3. 生产 17
4-4. 元件交换 48
4-5. 安排 53
4-6. 生产补助 64
4-7. 警报 110
4-8. 记录 114
4-9. 手动控制 132
4-10. 文件管理 161
4-11. 编辑生产程序 176
4-12. 编辑数据库 208
4-13. 元件生成向导 225
4-14. 数据制作步骤 254
4-15. 示教 294
4-16. 校准 334
4-17. 机器设置 348
4-18. 识别镀锡印刷补偿贴片位置功能(选购项) 352