RX-7_InstructionManual_Rev03_C.pdf - 第462页
第 4 章 操作篇 4- 18. 识别镀锡印刷补偿贴片位置功 能(选购项) 384 (1) 指定焊锡位置(蓝框为 测量 位 置) (2) 指定 基板(蓝 框为 测量位置)
第
4
章
操作篇
4-18.
识别镀锡印刷补偿贴片位置功能(选购项)
383
4
记号
名称
说明
(d)
微移动按钮
进行各种示教领域的设定,要按照以下步骤将光标移动到领域的左
上角(第 1 点)以及右下角(第 2 点)进行设定。
要使光标按照预先设定的尺寸的四角外框线进行描绘。
①进行微移动,使左上角(第 1 点)与外框线的左上角一致。
②触摸指定左上角按钮,确定位置。
③进行微移动,使右下角(第 2 点)与外框线的右下角一致(在左
上角固定的状态下移动外框线右下角的位置)
④触摸指定右下角按钮,确定领域。
(e)
指定左上角
指定右下角
在上述微移动按钮的操作过程中,确定领域指定的左上角位置、以
及右下角位置。
(f)
确认对比度
在设定的焊锡识别条件下,测量示教领域的亮度,判定是否已取得
了对比度。
※焊锡、基板位置在示教后,会变为有效。
完成对比度确认后,会在按钮的下侧显示对比度确认的结果
(OK/NG/不足)。
如果发生对比度不足错误,将变为显示「不足」。
(e)
调整参数
在对照明等焊锡识别条件进行变化的同时,测量示教领域的亮度,
调整为可取得对比度的参数。
※焊锡、基板位置示教后,会变为有效。
参数调整完成后,在按钮的下侧将显示参数调整的结果(OK/NG),
在
[
参数调整显示
]
中显示参数。
(h)
反映
确定焊锡识别条件调整后的值,返回 [焊锡识别的条件设置] 对话
框。
(i)
×
按钮
取消焊锡识别条件的自动调整,返回
[
焊锡识别的条件设置
]
对话
框。
在[焊锡识别的条件设置] 画面中选择 [手动调整] 按钮,即切换为显示 [焊锡识别手动调整] 对话框。在
[焊锡识别手动调整] 对话框中,可对焊锡、垫片(焊盘 Pad)、阻焊等进行手动设定,可进行对比度的确
认以及调整参数。参数调整结束后,将在[参数调整显示]中显示调整后的参数。
在[测量位置设定] 中,请分别对焊锡、基板(特别是线路部分)、垫片(焊盘 Pad)的位置进行示教。
垫片(焊盘 Pad)位置有时无法设定。如果无法设定时,请直接实施下一步骤 ([确认对比度] 及 [调整参
数])。
第
4
章
操作篇
4-18.
识别镀锡印刷补偿贴片位置功能(选购项)
384
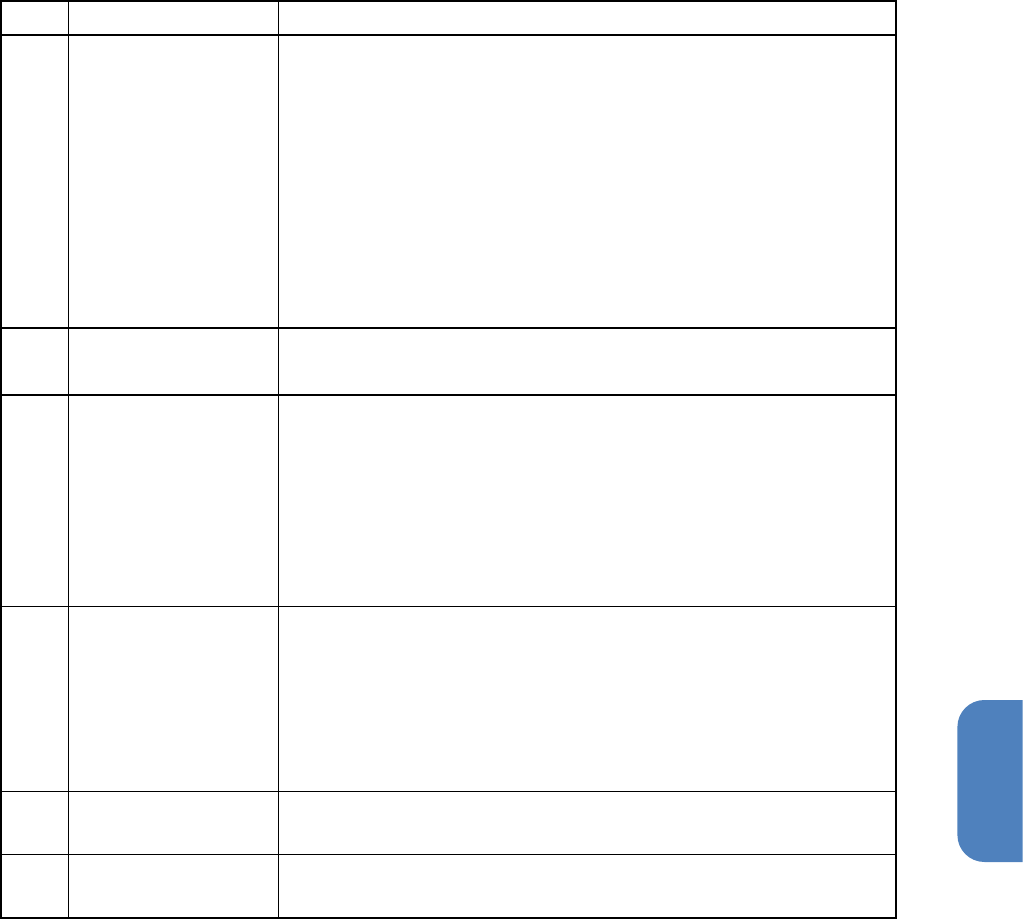
(1)
指定焊锡位置(蓝框为测量位置)
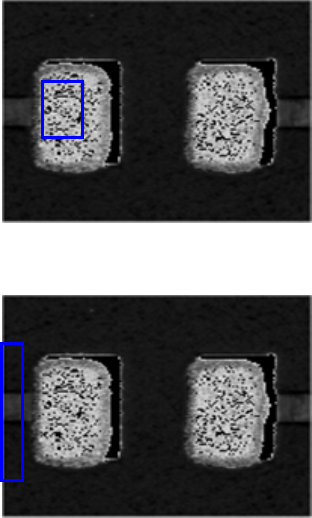
(2)
指定基板(蓝框为测量位置)
第
4
章
操作篇
4-18.
识别镀锡印刷补偿贴片位置功能(选购项)
385
4
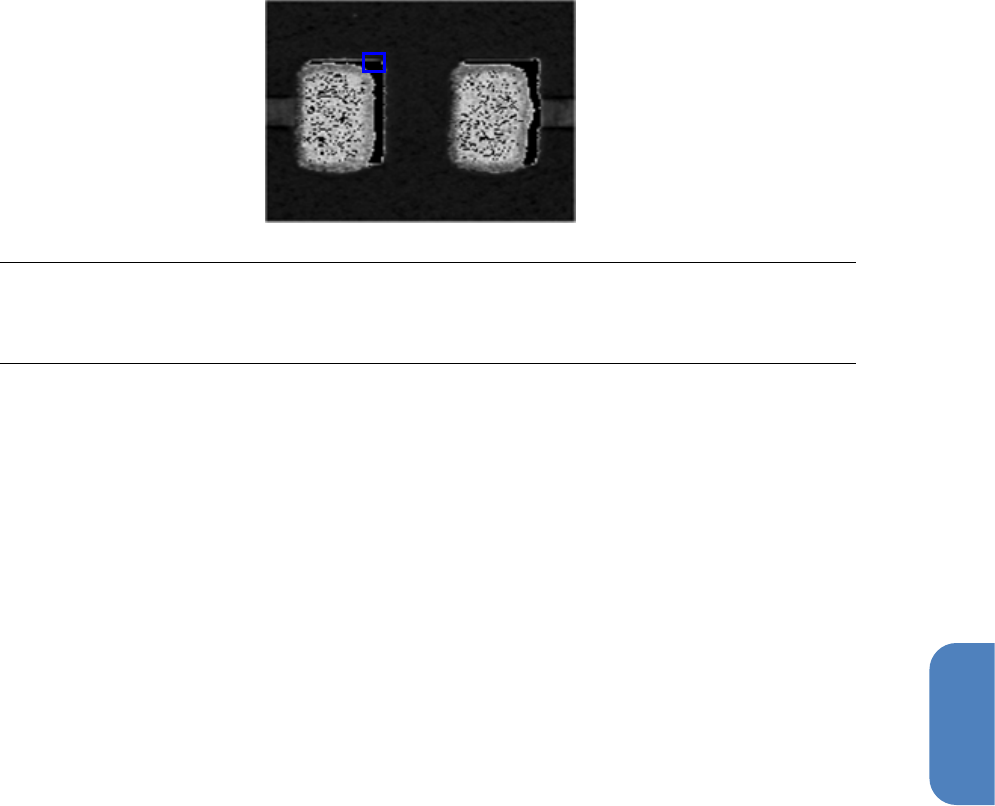
(3)
指定垫片
(
焊盘
Pad)
(蓝框为测量位置)
Tips
•
在执行调整参数过程中触摸
[STOP]
按钮时,即中止自动调整。
•
如果垫片
(
焊盘
Pad)
位置不能设定,可省略垫片
(
焊盘
Pad)
位置,进行参数调整。
焊锡识别确认
在[焊锡识别的条件设置] 对话框中触摸 [识别执行] 按钮时,即按照设定的参数进行焊锡识别。焊锡识别结
果图像将在 OCC 监视器中显示。如果识别不稳定时,请重新设定识别条件。
焊锡标记正常识别完成后,触摸[保存并结束] 按钮,关闭 [焊锡识别的条件设置] 对话框。
如果正在对自动生产中的生产程序进行示教,使用[保存并结束] 按钮,对各种示教画面中所设定的有关内
容,生产程序会自动更新。
如果不是自动生产过程中(安排未实施时),触摸[编辑生产程序] 各画面的共通面板上的 [储存文件] 按
钮,通过将编辑结果反映到生产程序中进行确定。