RX-7_InstructionManual_Rev03_C.pdf - 第280页
第 4 章 操作篇 4- 11. 编辑生产程序 202 4- 11 - 10. 机器情报编辑 触摸 [ 编辑生产程序 ] 菜单画面 左侧的子菜单面板中 的 [ 机器情报 ] ,显示 [ 机器 情报 ] 画面。 可使用吸嘴列表 显示机器左右 单元各自可使用的吸 嘴。 项目名称 说明 连接 号码 显示连接的电子 元件贴片机顺 序。 通常 不要编辑。 机台号码 在 1 ~ 20 的范围内输入 机台号码 。 通常 不要编辑。 机器类型 选择机器…
第
4
章
操作篇
4-11.
编辑生产程序
201
4
吸嘴列表中将只显示本机左右单元可使用的吸嘴。
名称
说明
单元
选择要进行吸嘴配置的单元,切换画面显示。
对应选择单元的贴片头类型,画面显示会变化。
机台号码
显示进行吸嘴配置的连接编号和机台号码。通常不要编辑。
机器类型
显示进行吸嘴配置的机器类型。
贴片头号码
显示进行吸嘴配置的贴片头编号。
吸嘴号 1~16 显示各贴片头中配置的吸嘴。左侧将显示最多 4 位吸嘴 ID,在空格之后
显示吸嘴名称。不可使用的吸嘴号显示为灰色。
高速贴片头将吸嘴设置在吸嘴号 1~16。
通用贴片头由于装置自动选择吸嘴号 1~8 的吸嘴,因此将吸嘴设置在
ATC F1
及
F2
的插槽号
1
~
12
。
F1 / F2
显示通用贴片头的
ATC
单元
F1
及
F2
的吸嘴配置。
插槽号码
1
~
8
显示通用贴片头的
ATC
单元
F1
及
F2
的各插槽上的吸嘴配置。吸嘴,在
左侧显示最多 4 位的吸嘴 ID,空格后面显示吸嘴名。无法使用的插槽号
用灰色显示。
吸嘴列表
在画面右侧显示高速贴片头及通用贴片头的吸嘴列表。
配置
将
[
吸嘴列表
]
中选择的吸嘴,设置到在吸嘴号或插槽号列表中选择的位置
上。
删除
删除吸嘴号或插槽号列表中选择的位置上的吸嘴。
要移动吸嘴时,请按照以下步骤进行操作。
1
选择要删除的吸嘴。
2
触摸
[
删除
]
。
从索引中删除选择的吸嘴号。
3
从吸嘴列表中触摸选择要配置的吸嘴。
4
触摸选择要配置吸嘴号。
5
触摸
[
配置
]
。
吸嘴将显示在选择吸嘴号中。
第
4
章
操作篇
4-11.
编辑生产程序
202
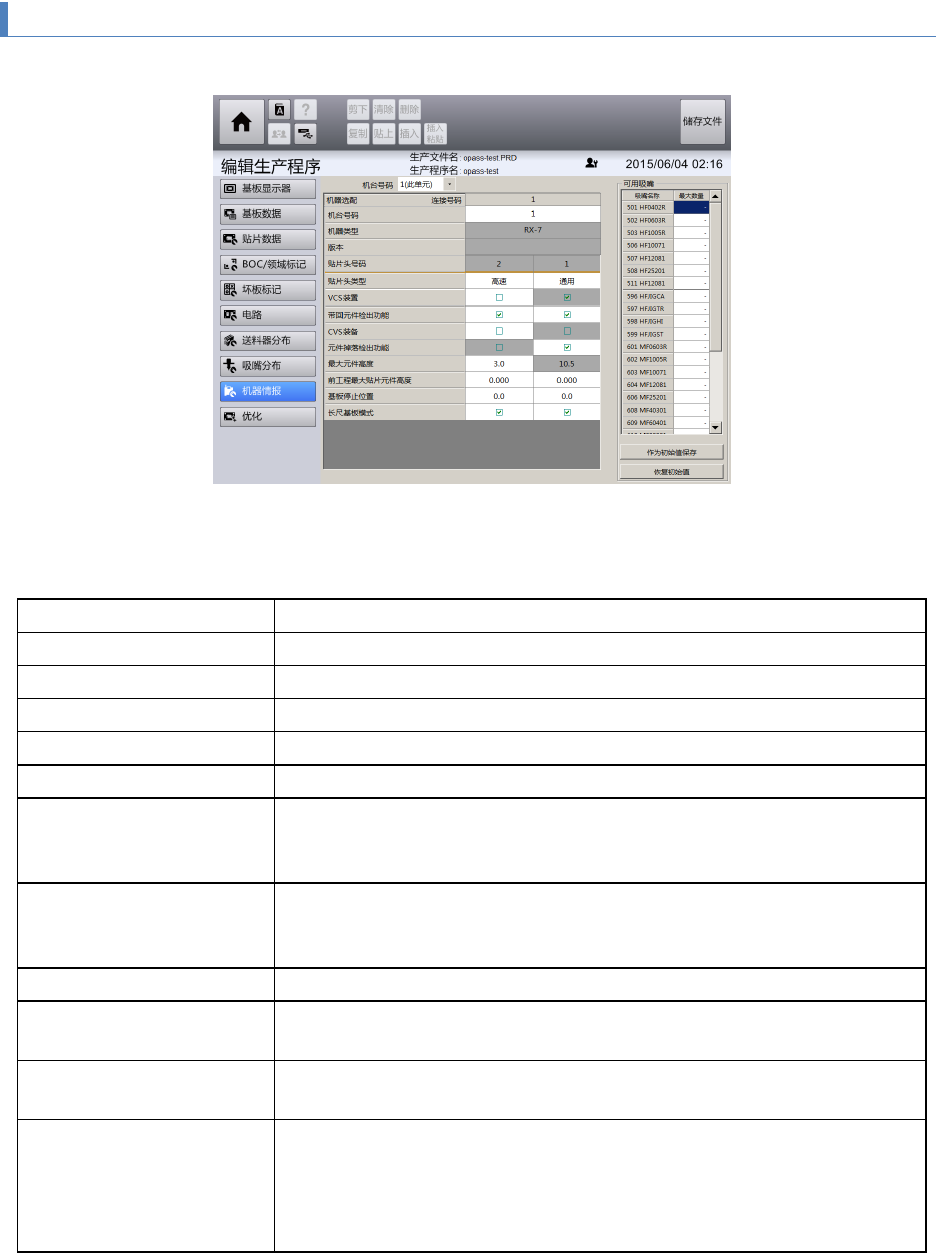
4-11-10. 机器情报编辑
触摸[编辑生产程序]菜单画面左侧的子菜单面板中的[机器情报],显示[机器情报]画面。
可使用吸嘴列表显示机器左右单元各自可使用的吸嘴。
项目名称
说明
连接号码
显示连接的电子元件贴片机顺序。通常不要编辑。
机台号码
在
1
~
20
的范围内输入机台号码。通常不要编辑。
机器类型
选择机器类型。
版本
选择版本。
贴片头号码
显示对机器信息中各选项进行设定的对象贴片头编号。
贴片头类型
选择吸嘴头编号对应的吸嘴头类型。
• 高速:指定高速贴片头
•
通用:指定通用贴片头
VCS
装置
各单元中装备了
VCS
单元时,要勾选此项。
高速贴片头不使用 VCS,但高速贴片头与通用贴片头通过交换贴片头共
用时,变为已装备了
VCS
的模型,要勾选此项。
带回元件检出功能
支持带回元件检出功能时,要勾选此项。
CVS
装备
对应元件验证功能(
CVS
)时,请勾选此项。
仅在贴片头类型为高速时,才能设定此项。
元件掉落检出功能
要对应元件掉落检出功能时,请勾选此项
仅在贴片头类型为通用时,才能设定此项。
最大元件高度
选择要贴片的元件,已在上游装置中贴片完毕的元件的最大元件高度。
• 3.0mm
• 2.0mm
• 0.5mm
仅在贴片头类型为高速时,才能设定此项。
第
4
章
操作篇
4-11.
编辑生产程序
203
4
项目名称
说明
前工程最大贴片元件高度
生产线的前工序中,有已贴片完的元件时,要输入最大元件高度
(mm)
。
RX-7,将按贴片完的元件高度,控制生产时的 Z 轴高度。
左右装置的设定相同。
基板停止位置
输入单元内使基板停止的
Y
轴方向位置的补正值
(mm)
。指定为
0
时,
停止位置将位于单元的中央。
装置如果安装有基板停止器(选购项),触摸项目右侧的▼按钮即显示
下拉菜单,可选择以下3种基板停止器位置。
・[停止器1](距离装置中央66mm的位置)
・[停止器2](距离装置中央123mm的位置)
・[停止器3](距离装置中央180mm的位置)
若选择为[固定值],可手动输入基板停止位置的补正值(mm),若选择为[
自动],则优化自动决定补正值。
指定为
[
固定值
]
以及
[
自动
]
时,将不使用基板停止器而进行生产。
长尺寸基板模式
要在长尺寸基板模式下进行元件贴片时,请勾选此项。
如果基板的 X 方向尺寸超过 360mm,需要勾选本项目。
左右装置的设定要相同。
作为初始值保存
将
[
可用吸嘴
]
列表中设定的当前值保存为初始值。
刚启动软件或在触摸共通面板的[新规作成]时,[可用吸嘴]的最多个数中
将显示保存的值。
恢复初始值
将可使用吸嘴的最多个数恢复为触摸
[
作为初始值保存
]
时的值。
前工程最大贴片元件高度(前工序已贴片最大元件高度)的说明
RX-7 通过对前工序中已贴片的元件高度进行设定,使 Z 轴的高度从较低位置变为较高位置,同时实现
了在较低位置的节拍性能(高速生产)以及在较高位置的灵活性(通用性)。
高速贴片头,在生产时的元件吸取及识别・贴片时的 Z 轴的高度有 3 种模式(Z = 1 mm、Z = 2 mm、Z
= 4 mm)。各模式分别具有以下特征。
① Z = 0 mm :
要进行高度~ 0.5 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元
件不会接触,或吸取的元件与已贴片的高度 0.5 mm 以下的元件不会接触时,可将 Z 轴设定为
0mm。
② Z = 2 mm :
要进行高度~ 2.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元
件不会接触,或吸取的元件与已贴片的高度 2.0 mm 以下的元件不会接触时,可将 Z 轴设定为
2mm。
③ Z = 4 mm :
要进行高度~ 3.0 mm 以下的元件的吸取・识别・贴片时,如若吸取的元件下端与已贴片的元
件不会接触,或吸取的元件与已贴片的高度 3.0 mm 以下的元件不会接触时,可将 Z 轴设定为
4mm。