4OM-1183-003.pdf - 第124页
(3) 在安装头安装支架。 (3- 1 ) 在支架的轴承导轨部和销顶端部涂上薄 薄的 DAPHNE EPONEX GREASE No. 1。 (3-2) 对准支架导轨和安装头的中心轴缺口, 插入安装头上部。 (3-3) 将支架准确插入安装头的轴底部,对准 凸轮单元的记号和凸轮从动件的中心。 (3-4) 在固定螺丝钉上涂上螺纹密封剂 ( 1 40 1 B) ,用 1 .5mm 的位 ( 标准配件 : 630 11 6 3659) 、 5k…
•
小冲程轴承的安装小冲程轴承的安装
小冲程轴承的安装小冲程轴承的安装
小冲程轴承的安装
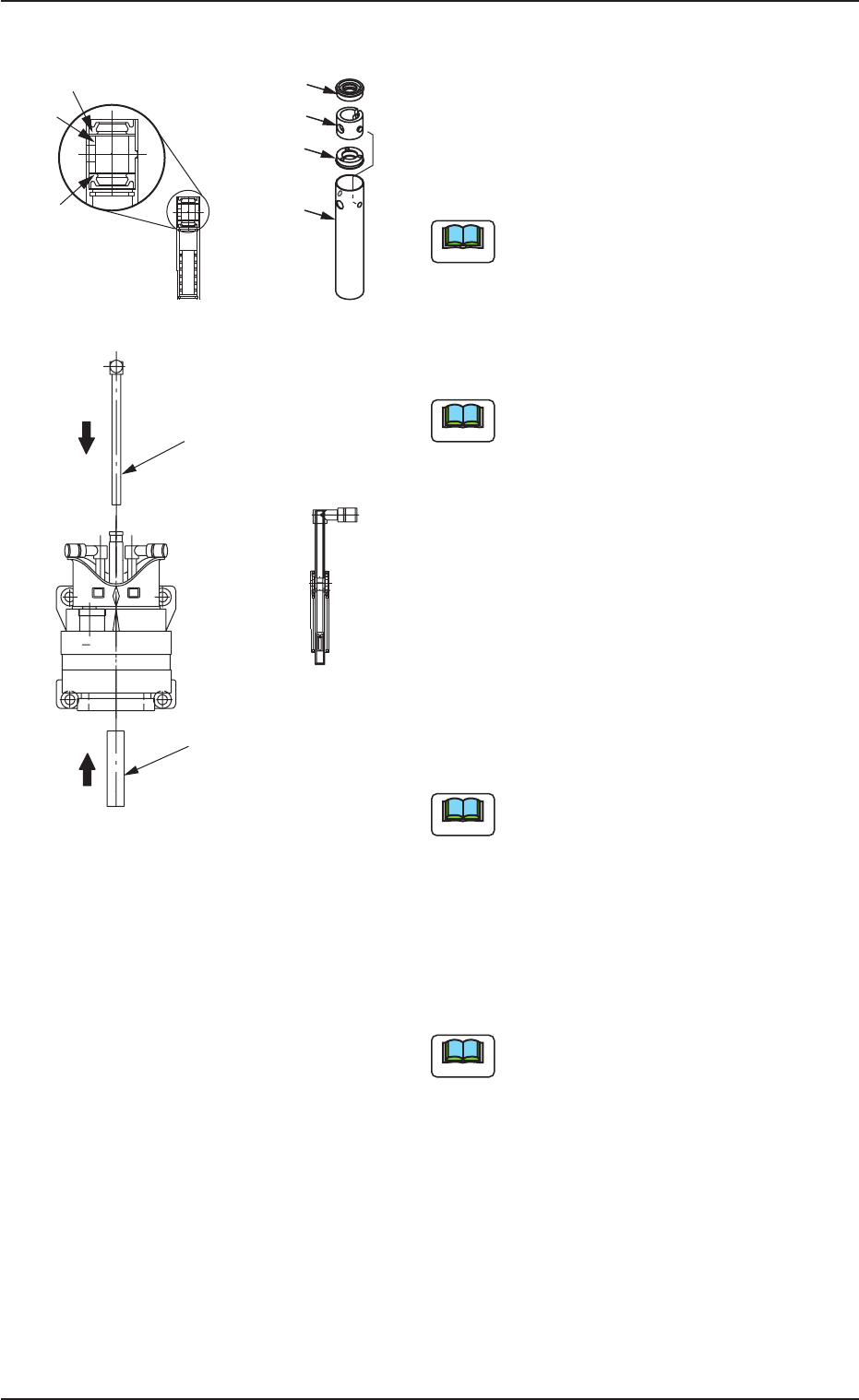
(1) 在 MSB 外筒安装密封圈以及卡圈。
(1-1) 干擦密封圈,在密封圈内侧涂 DAPHNE
EPONEX GREASE No.1。
如果忘记在密封圈上涂润滑油,有可
能影响动作。
(1-2) 在 MSB 外筒按照下密封圈、卡圈、上密
封圈的步骤安装。
(a)安装密封圈时,请小心不要让 MSB
外筒损伤密封圈。
(b)请不要弄错密封圈的方向。
(c)安装下密封圈后,安装卡圈之前,
请确认下密封圈是否水平安装好。
如果在下密封圈倾斜的状态下安
装,有可能影响动作。
(d)安装卡圈之际,请确认 Boss 是否
准确地嵌入 MSB 外筒孔里。
(2) 将小冲程轴承安装至安装头。
(2-1) 从安装头的下侧插入 MSB 外筒。
请让 MSB 外筒的缺口朝向安装头内侧。
(2-2) 在 MSB 轴上安装了 MSB 插入治具的状态
下,从安装头上侧插入。
(2-3) 卸下 MSB 插入治具。
因为光滑而难以作业时,请用工业用
醇类擦拭治具。
(2-4) 在 MSB 外筒安装固定料盘,用螺丝钉
(M3L10)固定住。
在螺丝钉涂上螺纹密封剂( 1 401 B),用
7kgfcm 扭矩拧紧。
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
保保
保保
保
养方法养方法
养方法养方法
养方法
0409-002 1-60
Fig.4A79Fig.4A79
Fig.4A79Fig.4A79
Fig.4A79
Fig.4A80Fig.4A80
Fig.4A80Fig.4A80
Fig.4A80
Note
Note
上密封圈上密封圈
上密封圈上密封圈
上密封圈
下密封圈下密封圈
下密封圈下密封圈
下密封圈
卡圈卡圈
卡圈卡圈
卡圈
MSBMSB
MSBMSB
MSB
轴轴
轴轴
轴
MSBMSB
MSBMSB
MSB
((
((
(
55
55
5
个个
个个
个
))
))
)
外筒外筒
外筒外筒
外筒
上密封圈上密封圈
上密封圈上密封圈
上密封圈
下密封圈下密封圈
下密封圈下密封圈
下密封圈
卡圈卡圈
卡圈卡圈
卡圈
MSMS
MSMS
MS
BB
BB
B
外筒外筒
外筒外筒
外筒
Note
Note
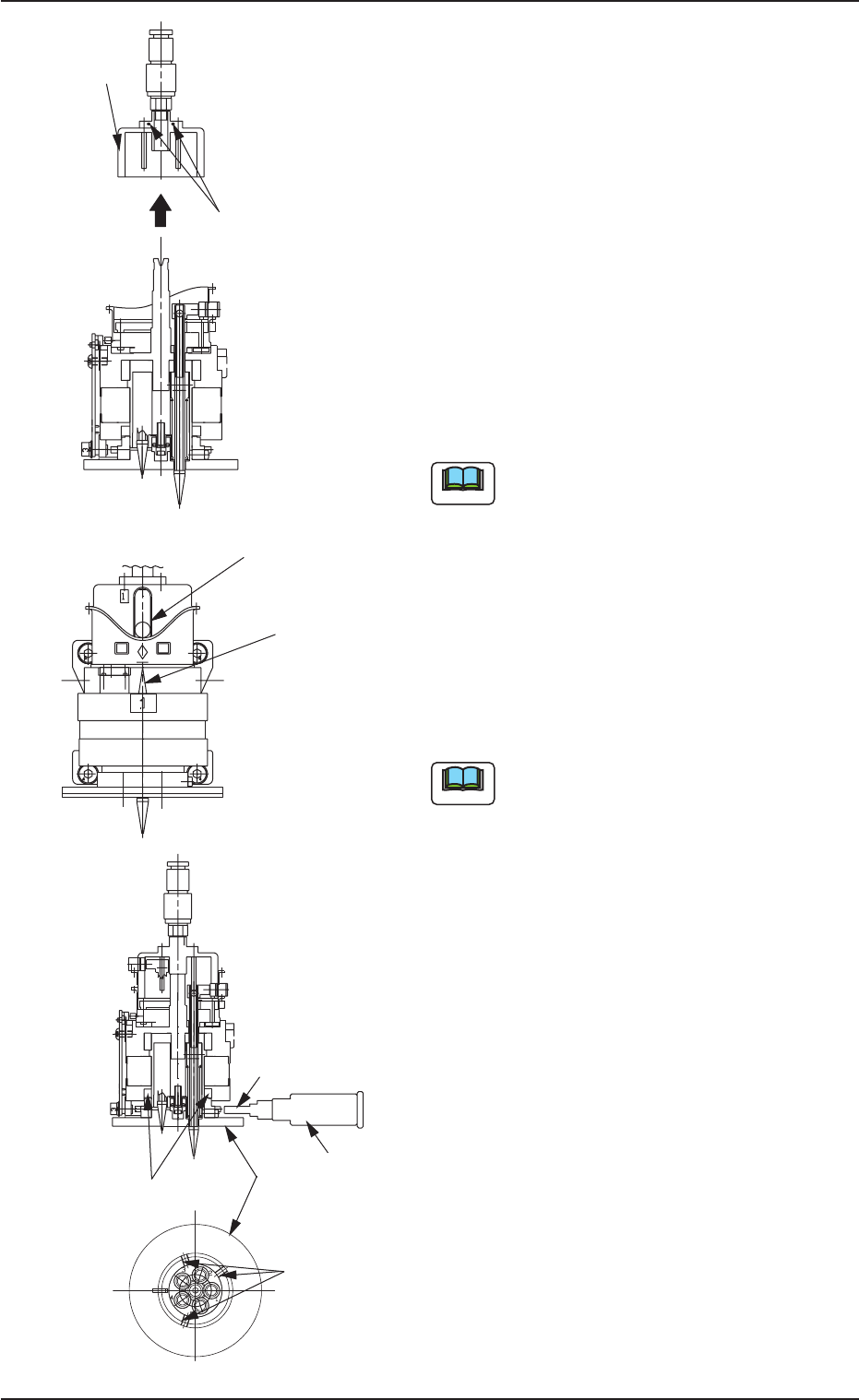
(3) 在安装头安装支架。
(3-1) 在支架的轴承导轨部和销顶端部涂上薄
薄的 DAPHNE EPONEX GREASE No.1。
(3-2) 对准支架导轨和安装头的中心轴缺口,
插入安装头上部。
(3-3) 将支架准确插入安装头的轴底部,对准
凸轮单元的记号和凸轮从动件的中心。
(3-4) 在固定螺丝钉上涂上螺纹密封剂
(1401B),用 1.5mm 的位(标准配件: 630
116 3659)、5kgfcm 扭矩拧紧。
请使用对角尺寸大的 6 角扳钳(TONE,
BONDUS)等,以免损坏螺丝孔。
(4) 在安装头安装扩散板,将经过防止松动处
理( 硅清漆加工) 的 3 个特殊螺丝钉用 2mm
的位(标准配件:630 116 3673)、10kgfcm
扭矩拧紧。
请避免在扩散板沾上溶剂或醇类等液
体。
扩散板有可能裂开。
(5) 在支架的凸轮面涂上薄薄的 DAPHNE
EPONEX GREASE No.1。
0409-002 1-61
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
保保
保保
保
养方法养方法
养方法养方法
养方法
Fig.4A81Fig.4A81
Fig.4A81Fig.4A81
Fig.4A81
Fig.4A82Fig.4A82
Fig.4A82Fig.4A82
Fig.4A82
Fig.4A81 - 1Fig.4A81 - 1
Fig.4A81 - 1Fig.4A81 - 1
Fig.4A81 - 1
Note
Note
支架固定螺丝钉支架固定螺丝钉
支架固定螺丝钉支架固定螺丝钉
支架固定螺丝钉
((
((
(
22
22
2
个个
个个
个
))
))
)
支架支架
支架支架
支架
凸轮从动件凸轮从动件
凸轮从动件凸轮从动件
凸轮从动件
凸轮单元记号凸轮单元记号
凸轮单元记号凸轮单元记号
凸轮单元记号
扩散板扩散板
扩散板扩散板
扩散板
安装头原点安装头原点
安装头原点安装头原点
安装头原点
检出用磁石检出用磁石
检出用磁石检出用磁石
检出用磁石
固定螺丝钉固定螺丝钉
固定螺丝钉固定螺丝钉
固定螺丝钉
(3(3
(3(3
(3
个个
个个
个
))
))
)
2mm2mm
2mm2mm
2mm
的位的位
的位的位
的位
扭矩螺丝刀扭矩螺丝刀
扭矩螺丝刀扭矩螺丝刀
扭矩螺丝刀
(630 044 2786)(630 044 2786)
(630 044 2786)(630 044 2786)
(630 044 2786)
(6) 将安装头 Assy 安装至安装头 Assy 架。
(6-1) 将安装头 Assy 背面的定位销孔嵌入到
支架侧的定位销上。
(6-2) 上侧用 M4X12(2 个)、下侧用 M4X16(2 个)
将安装头 Assy 拧紧。
(扭矩约为 44kgfcm)
(6-3) 插入软管。
请注意不要使扳钳触及安装头原点检
出用磁石,会减弱磁性。
减弱磁性会导致无法检出原点。
(7) 进行已装安装头的 “ 安装头原点 ” 补正值
教示以及 “ 各种安装头 / 吸嘴 ” 补正值教
示。
关于补正值教示,请参考第二篇: 操作
(超级用户) “ 第六节 5.1 ” 以及 “ 第六
节 5.2” 章节。
• 安装头原点补正值为 ± 3 度以内
• 安装头中心补正值为 ± 3mm 以内
0507-003 1-62
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
保保
保保
保
养方法养方法
养方法养方法
养方法
Note
Note
Notice
如果弄错螺丝钉长度,如果弄错螺丝钉长度,
如果弄错螺丝钉长度,如果弄错螺丝钉长度,
如果弄错螺丝钉长度,
安装头的螺纹孔安装头的螺纹孔
安装头的螺纹孔安装头的螺纹孔
安装头的螺纹孔
会破损。会破损。
会破损。会破损。
会破损。