4OM-1183-003.pdf - 第140页
(9) 按住操作台的 [POWER ON] 按钮 1 秒钟以上,还原装置,显示 如下界面。 Fig.4A86-3 Fig.4A86-3 Fig.4A86-3 Fig.4A86-3 Fig.4A86-3 ( 1 0) 按原点复位 [ 全轴 ] 按钮,在 2 秒钟内按下操作台的 [ENABLE] 按钮,进行全原点复位。 ( 11 ) 按送料器交换准备完了 [F 1 ] 、 [F2A] 、 [F3B] 、 [F2B] 、 [F3A] 、 [F…
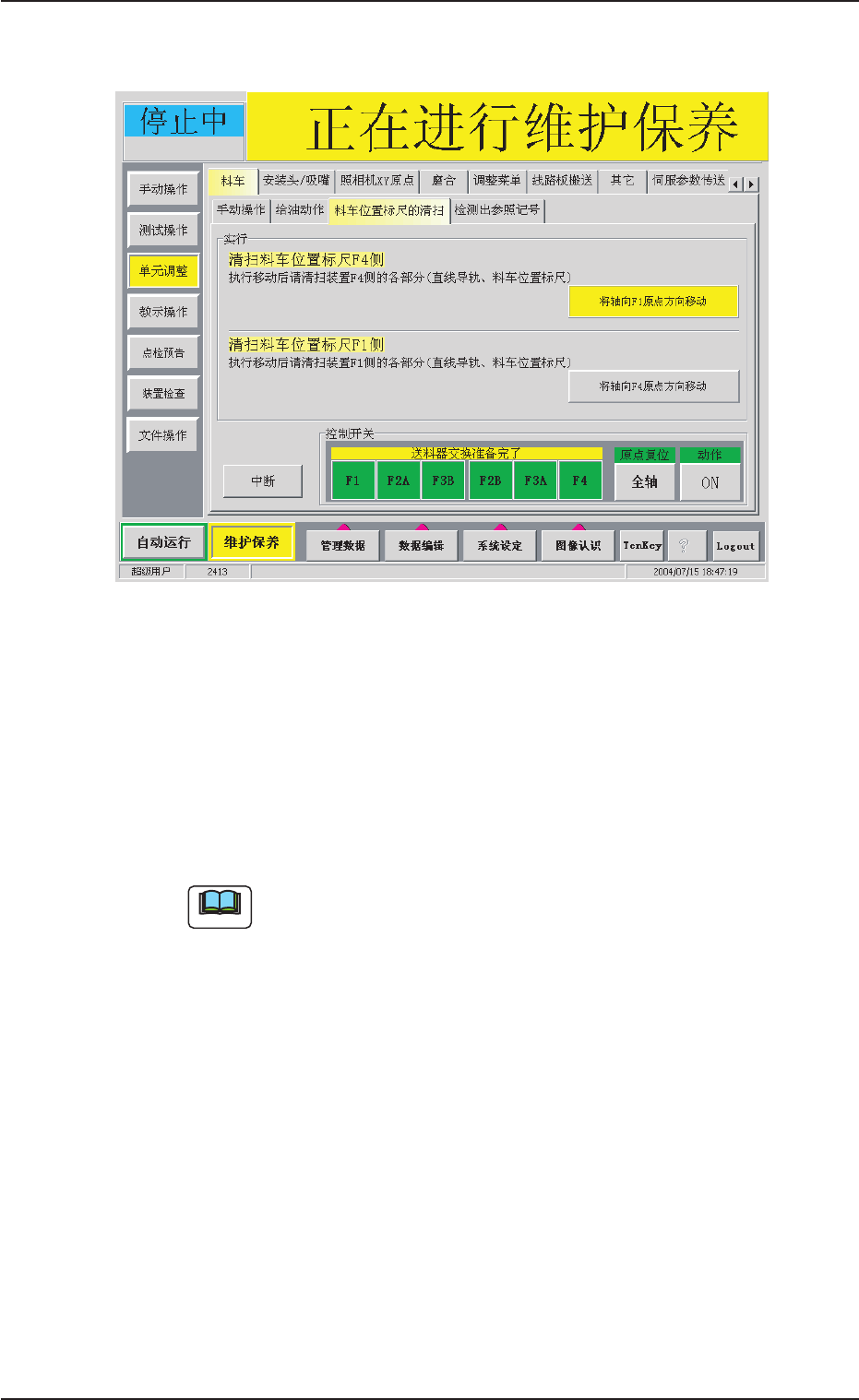
(2) 在 “ 料车位置标尺的清扫 ” 选项卡中,按[ 料车位置标尺的清
扫] 按钮,显示如下界面。
Fig.4A86-2Fig.4A86-2
Fig.4A86-2Fig.4A86-2
Fig.4A86-2
(3) 按[ 将轴向 F 1 原点方向移动] 按钮或[ 将轴向 F4 原点方向移
动] 按钮,在 2 秒钟内按下操作台的[ENABLE]按钮。
料车向指定的原点方向移动。
(4) 按[ 紧急停止] 按钮,打开料车盖。
(5) 用沾有醇类( 无水醇类) 的棉棒清扫料车位置标尺。
严禁使用醇类以外的液体。
(6) 关闭所有的料车盖。
(7) 顺时针旋转[ 紧急停止] 按钮,解除紧急停止。
(8) 按 “ 紧急停止 ” 界面的[ 恢复] 按钮。
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
保保
保保
保
养方法养方法
养方法养方法
养方法
0409-002 1-76
Note
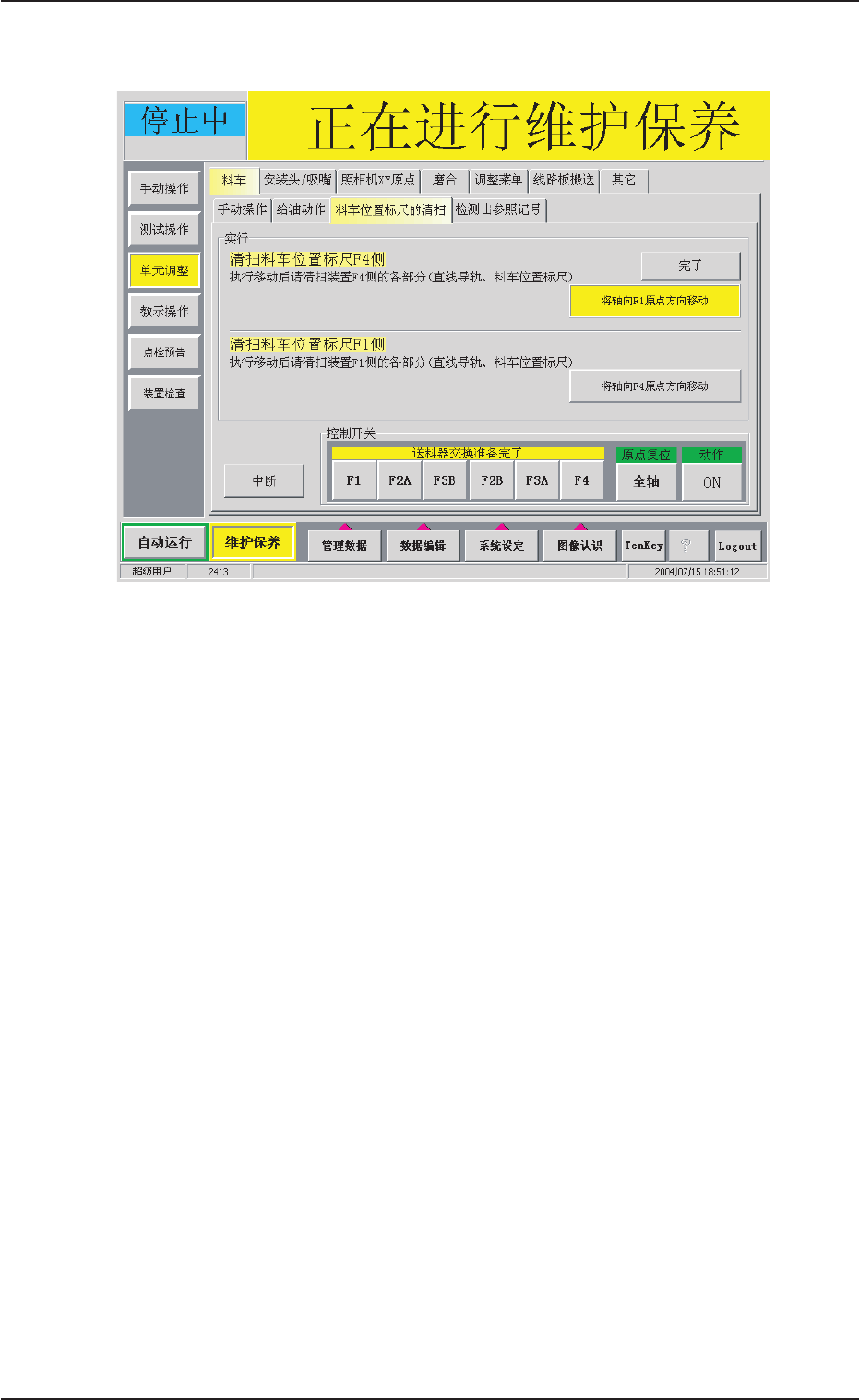
(9) 按住操作台的[POWER ON]按钮 1 秒钟以上,还原装置,显示
如下界面。
Fig.4A86-3Fig.4A86-3
Fig.4A86-3Fig.4A86-3
Fig.4A86-3
(10) 按原点复位[ 全轴] 按钮,在 2 秒钟内按下操作台的
[ENABLE]按钮,进行全原点复位。
(11) 按送料器交换准备完了[F1]、[F2A]、[F3B]、[F2B]、[F3A]、
[F4]按钮。
(12) 同样方法清扫相反侧的料车位置标尺。
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
保保
保保
保
养方法养方法
养方法养方法
养方法
0409-002 1-77
•
料车位置标尺编码器安装头的清扫料车位置标尺编码器安装头的清扫
料车位置标尺编码器安装头的清扫料车位置标尺编码器安装头的清扫
料车位置标尺编码器安装头的清扫
(1) 请务必在关闭电闸的状态下进行作业。
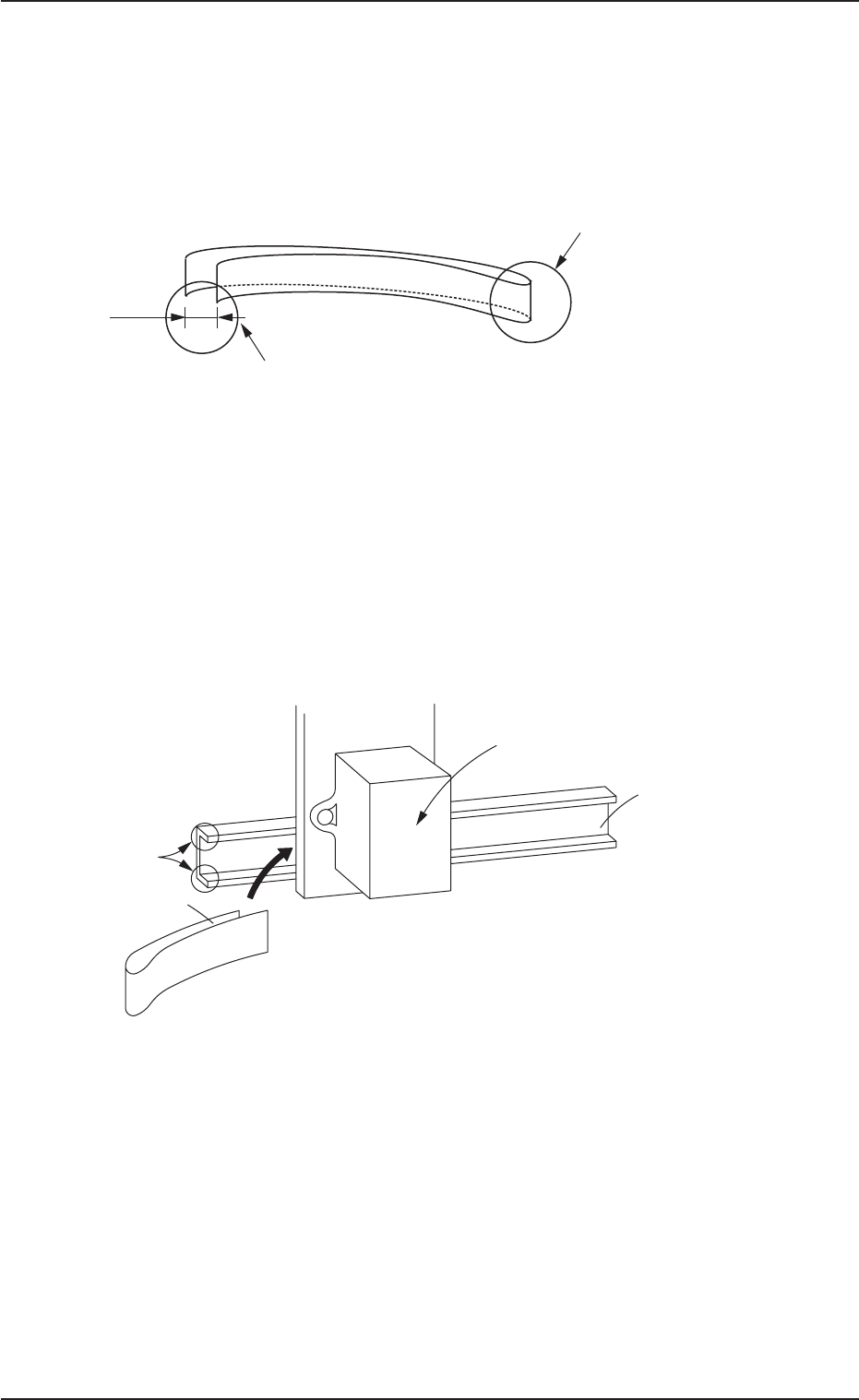
(2)安装头清扫用纸如下折成两个部分。
Fig.4A87Fig.4A87
Fig.4A87Fig.4A87
Fig.4A87
(3)请将安装头清扫用纸的 A 侧和 B 侧的正反两面用醇类( 无水醇
类) 充分浸湿。
(4)将安装头清扫用纸从编码器安装头的横向插入,使 B 侧位于编
码器安装头,插入到标尺架的上下把手之间。
Fig.4A88Fig.4A88
Fig.4A88Fig.4A88
Fig.4A88
1 .41 .4
1 .41 .4
1 .4
维护维护
维护维护
维护
保保
保保
保
养方法养方法
养方法养方法
养方法
0409-002 1-78
ȡ
Ȣ
ȡ
Ȣ
弯曲到出现浅浅的折痕弯曲到出现浅浅的折痕
弯曲到出现浅浅的折痕弯曲到出现浅浅的折痕
弯曲到出现浅浅的折痕
离折痕的长度在离折痕的长度在
离折痕的长度在离折痕的长度在
离折痕的长度在
AA
AA
A
侧和侧和
侧和侧和
侧和
BB
BB
B
侧改变侧改变
侧改变侧改变
侧改变
55
55
5
~~
~~
~
1 0mm1 0mm
1 0mm1 0mm
1 0mm
55
55
5
~~
~~
~
1 01 0
1 01 0
1 0
编码器安装头编码器安装头
编码器安装头编码器安装头
编码器安装头
料车位置标尺以及料车位置标尺以及
料车位置标尺以及料车位置标尺以及
料车位置标尺以及
标尺架标尺架
标尺架标尺架
标尺架
支架支架
支架支架
支架
上下把手上下把手
上下把手上下把手
上下把手