G9+《使用说明书》.pdf - 第28页
东莞市凯格精机股份有限公司 27 3. 锡膏选定后,应根据所选锡膏的使用说明书要求使用。 4. 锡膏从冰柜中取出不能直接使用, 必须在室温 25 ℃ 左右回温 (具体使用根据说明书而 定) ;锡膏温度应保持与室温相同才可开瓶使用。 5. 在使用之前必须搅拌均匀,直 至锡膏成浓浓的糊状并用刮刀挑起能够很自然的分段落 下即可使用。 6. 使用时应将锡膏均匀地刮涂在 刮刀前面的模板上,且超出模板开口位置,保证刮刀运 动时能将锡膏通过网板开口印…
东莞市凯格精机股份有限公司
26
第五章生产工作流程
5.1 开机前检查
检查所输入电源的电压、气源的气压是否符合要求;
检查机器各接线是否连接好;
检查设备是否良好接地;
检查气动系统是否漏气,空气输入口过滤装置有无积水,是否正常工作。
检查机器各传送皮带松紧是否适宜;
检查是否有无关的碎物留在电控箱内,电控箱内各接线插座是否插接良好;
检查有无工具等物遗留在机器内部;
根据所要印刷的 PCB 板要求,准备好相应的网板和锡膏;
检查磁性顶针和真空吸盘是否按所要生产的 PCB 尺寸大小摆放到工作台板上;
检查清洗用卷纸有无装好,检查酒精箱的液位(液面应超出液位感应器);
检查机器的紧急制动开关是否弹起;
检查三色灯工作是否正常,检查机器前后罩盖是否盖好。
5.2 开始生产前准备
5.2.1 模板的准备
1) 模板基板厚度及窗口尺寸大小直接关系到锡膏印刷质量,从而影响到产品质量。模板
应具有耐磨、孔隙无毛刺无锯齿、孔壁平滑、锡膏渗透性好、网板拉伸小、回弹性好
等特点。
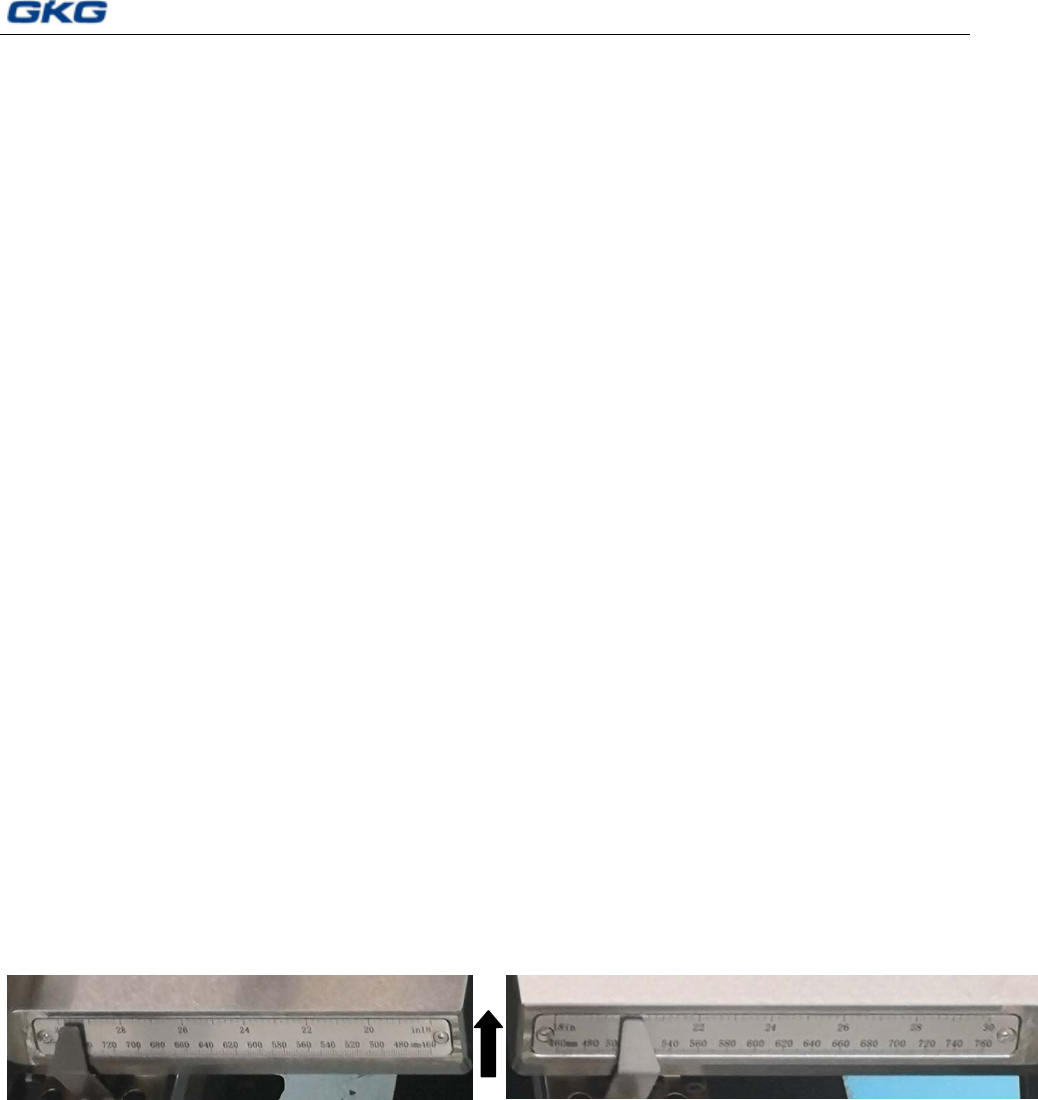
2) 根据网框尺寸大小移动网框支承板,至标尺指示钢网相应刻度位置,再将网板锁紧。
图 5-1 网框两边指数字要求相同
5.2.2 锡膏准备
1. 在 SMT 中,锡膏的选择是影响产品质量的关键因素之一。不同的锡膏决定了允许印
刷的最高速度,锡膏的粘度、润湿性和金属粉粒大小等性能参数都会影响最后的印刷
品质。
2. 对锡膏的选择应根据清洗方式、元器件及电路板的可焊性、焊盘的镀层、元器件引脚
间距、用户的需求等综合起来考虑。

东莞市凯格精机股份有限公司
27
3. 锡膏选定后,应根据所选锡膏的使用说明书要求使用。
4. 锡膏从冰柜中取出不能直接使用,必须在室温 25℃左右回温(具体使用根据说明书而
定);锡膏温度应保持与室温相同才可开瓶使用。
5. 在使用之前必须搅拌均匀,直至锡膏成浓浓的糊状并用刮刀挑起能够很自然的分段落
下即可使用。
6. 使用时应将锡膏均匀地刮涂在刮刀前面的模板上,且超出模板开口位置,保证刮刀运
动时能将锡膏通过网板开口印到 PCB 板的所有焊盘上。
5.2.3 PCB 定位调试
1. 打开机器主电源开关。
2. 进入印刷机主画面,弹出[归零]对话框。
3. 点击[归零]对话框的“开始归零”按钮,让机器运动部件回到原点部位。
4. 归零完成,进入[权限管理]页,选择自己的身份,除操作员以外,其他三种权限均需
要输入密码,确认身份。身份得到确认后,[开始]工具栏呈现在窗口。
5. 创建新文件,单击[开始]工具栏上的“新建工程”图标,在窗口中央出现[创建新目录]
对话框,在文件目录栏键入新建文件名,单击“确认”按钮。
6. 文件创建成功后,程序自动弹出[数据录入第一页]对话框如图 6-6,若未弹出该对话框,
可单击“数据录入”图标,进入数据录入“第一页”对话框。
7. 在[数据录入第一页]对话框中,进行 PCB/钢网设定、印刷设定、运输设定、清洗设定、
脱模设定、加锡设定(选配)、SPI 联机设定(选配),输入所要生产的 PCB 板参数以及
生产过程中的的印刷、运输、清洗、脱模、加锡、SPI 联机参数等。(详见第六章介绍)
8. 单击[数据录入第一页]中的“下一步>>”按钮,进入[数据录入第二页]。在[数据录入
第二页]中可设置定位标定设置,如 PCB 板 Mark 点设置、钢网 Mark 点设置、2D 检
测设置、钢网检测设置、点胶设置、扫码设置等。
9. 进行 PCB 定位:
1) 打开[数据录入第二页]导轨自动调节到适宜所要生产的 PCB 宽度;
单击“自动定位”,把 PCB 板放到进板口处,机器会自行进板,停板,停板位置
机器会自行根据板的长宽计算出来。停板后停板气缸收回->平台上升到顶板高度
->导轨夹板->平台上升到取像位置;
2) PCB 板自动定位后点击“刮刀后退”->“CCD 后退”->“Z 轴上升”,Z 轴上升到印刷位
置后,点击“钢网定位”,计算机根据一开始设置的钢网尺寸,自动计算出钢网 Y
方向钢网的定位位置,X 方向需要手动调整。放好钢网后,观察 PCB 板与钢网
印刷口是否对齐,若偏差较大,请手动调整好位置。钢网定位完成后夹紧钢网;

东莞市凯格精机股份有限公司
28
3) PCB 和钢网定位好之后,点击“Z 轴回到取像位置”;
10. 在[数据录入第二页]对话框中,单击“MARK 点设置”按钮,MARK 点设置栏可用。
1) 点击“增加标志点”按钮后,在 MARK 点设置栏中灰色区域(模拟 PCB 板)中点击
相应 PCB 的位置。弹出一个 Mark 点位置设置输入对话框,输入相应的 x、y 值,
x,y 位置系统会自动计算好的,可以直接点击“确定”按钮进入[模板定制]界面;
2) 在[模版定制]界面中,根据对话框中〈手动移动速度的设置〉用手移动键盘上的
箭头键(←↑→↓)或用鼠标移动,待寻找到标志图像后,依次单击“实时显示”,
“采集图像”,“搜寻范围”,“设置模板”,“定制模板”按钮或者只单击“自动匹
配”按钮,将图像定位。然后,点击“确认”按钮,退回到[数据录入第二页]对
话框;
3) 参照 1)、2)步骤,制作出 PCB 标志 2、钢网标志 1、钢网标志 2 的模板;
4) 待标志点采集完后,单击[数据录入第二页]对话框中的“确认”按钮,弹出“是否
要平台回位或送板”提示框,选择“是”,回到印刷机主窗口画面。
注
:
以上操作说明详见第六章介绍。
5.2.4 刮刀的安装
1.打开机器前盖;
2.移动刮刀横梁到适合位置,将装有刮刀片的刮刀压板装到刮刀头上;
3.进入机器主界面,单击[应用]工具栏上的“刮刀设置”图标,进入[印刷]对话框,进
行刮刀升降行程的设置;
4.刮刀行程调整以刮刀降到最低位置刀片正好压在钢网板上为宜。
注意:刮刀片安装前应检查其刀口是否平直,有无缺损。
5.2.5 刮刀压力和速度的选择
刮刀的压力及刮刀速度是钢网印刷中两个重要的工艺参数。
刮刀速度:选取的原则是刮刀的速度和锡膏的粘稠度及 PCB 板上 SMD 的最小引脚间距
有关,选择锡膏的粘稠度大,则刮刀的速度要低,反之亦然。对刮刀速度的选择,一般先从
较小压力开始试印,慢慢加大,直到印出好的锡膏为止。速度范围为 15~50mm/s。在印刷
细间距时应适当降低刮刀速度,一般为 15~30mm/s,以增加锡膏在窗口处的停滞时间,从
而增加 PCB 焊盘上的锡膏;印刷宽间距元件时速度一般为 30~50mm/s。(>0.5mm pitch
为宽间距,<0.5mm pitch 为细间距〕本机器刮刀速度允许设置范围为 6~200mm/s。
刮刀压力:
压力直接影响印刷效果,压力以保证印出的锡膏边缘清晰,表面平整,厚度
适宜为准。压力太小,锡膏量不足,产生虚焊;压力太大,导致锡膏连接,会产生桥接。因