G9+《使用说明书》.pdf - 第34页
东莞市凯格精机股份有限公司 33 单击列表框上的“文件名称” , “创建日期” , “最后修改日期” , “来源位置” ,列表 框内的内容将按照要求进行排序。 图 6-5 〈调用程序〉对话框 6.3.1.3 数据录入 其作用是设定或修改 PCB 参数设置及刮刀压力、运输、印刷、清洗等参数,操作如下: 1. 单击图 6-3 中“数据录入” ,弹出 [ 数据录入第一页 ] 对话框(如图 6-6 ) ,在该对话框中 可对“ PCB 钢网设…
东莞市凯格精机股份有限公司
32
6.3 主画面工具栏 1
如图 6–2 所示,主画面工具栏 1 包含[工程]、[应用]、 [设置] 、 [信息] 、[复位]五项图
标,在主画面上方已显示主画面工具栏 1。单击主画面工具栏 1 中的每一项,主画面工具栏 2
均会出现相应的子工具栏,详细说明如下。
图 6-2 主画面工具栏 1
6.3.1 工程
单击主画面工具栏 1 的“工程”图标,在主画面工具栏 2 出现[新建工程]、[打开工程]、
[数据录入]图标,如图 6-3 所示。
图 6-3〈工程〉工具栏
6.3.1.1 新建工程
单击图 6-3 中“新建工程”图标,弹出[创建新目录]对话框,在文件目录栏输入正确的工
程名,单击“确认”按钮,完成新工程的创建;单击“取消”按钮,取消创建新目录。如图
6-4 所示:
图 6-4〈创建新目录〉对话框
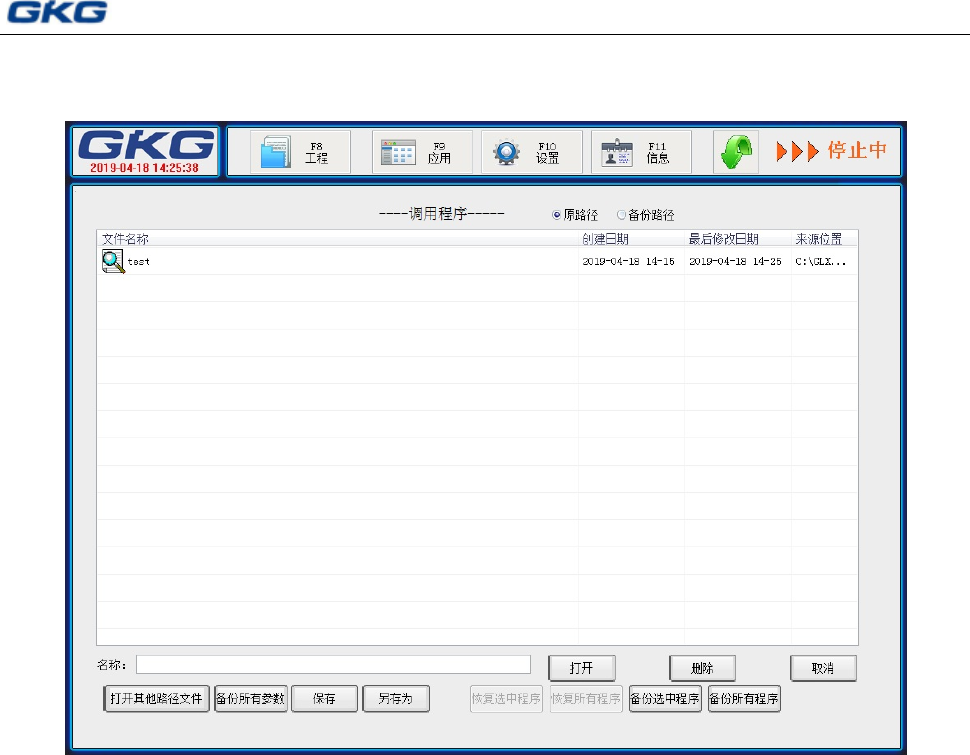
6.3.1.2 打开工程
单击图 6-3 中“打开工程”按钮,弹出[调用程序]对话框,显示文件列表信息,包括文件
名称、创建日期、最后修改日期以及存储位置,如图 6-5 所示。
在文件列表中,选中需要打开的文件,名称栏将显示选中的文件名。
选中需要打开的文件,单击“打开”按钮,打开文件,[调用程序]对话框关闭,主
画面的公共资源栏右上方显示当前打开的文件。
选中需要删除的文件,单击“删除”按钮,删除选中的文件,返回[调用程序]对话
框,等待下一步指令。
单击“取消”按钮,退出[调用程序]对话框,不进行操作。
东莞市凯格精机股份有限公司
33
单击列表框上的“文件名称”,“创建日期”,“最后修改日期”,“来源位置”,列表
框内的内容将按照要求进行排序。
图 6-5〈调用程序〉对话框
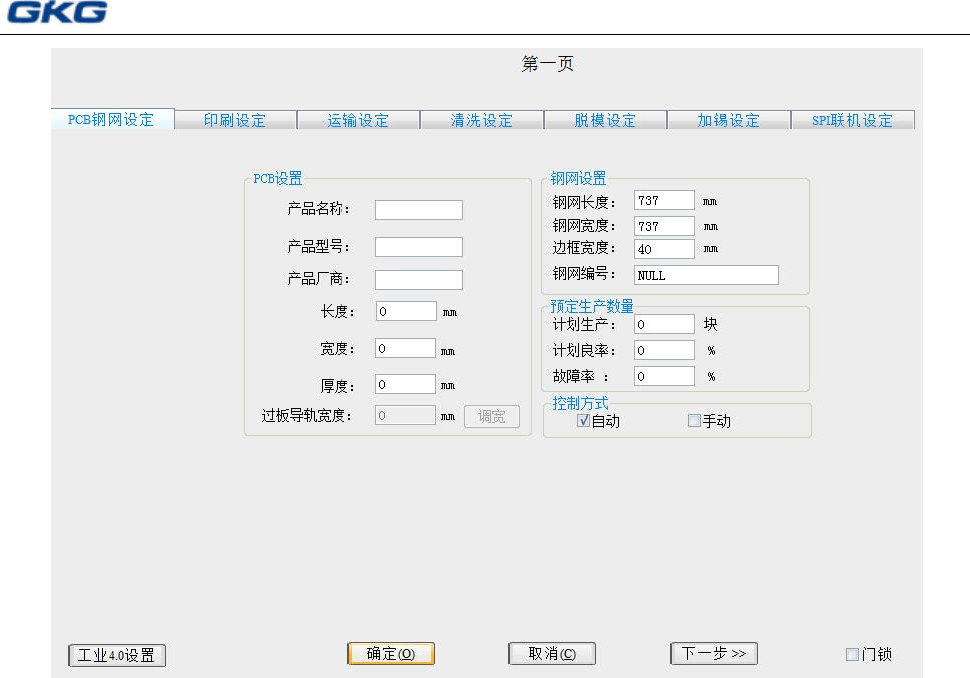
6.3.1.3 数据录入
其作用是设定或修改 PCB 参数设置及刮刀压力、运输、印刷、清洗等参数,操作如下:
1. 单击图 6-3 中“数据录入”,弹出[数据录入第一页]对话框(如图 6-6),在该对话框中
可对“PCB 钢网设定”、“印刷设定”、“运输设定”、“清洗设定”、“脱模设定”、“加锡设
定”、“SPI 联机设定等参数进行设定。
PCB 钢网设定:输入产品的长宽高,以及钢网的长度宽度,软件会自动生成相应
的印刷数据、运输数据、清洗数据、以及脱模数据。用户可以设置预定生产数量,
正常生产时达到预定生产数将停止生产。用户可以设置控制方式为自动/手动。
东莞市凯格精机股份有限公司
34
图 6-6〈数据录入第一页-PCB 钢网设定〉对话框
印刷设定:印刷起点、印刷长度数值由软件自动生成,用户也可以根据生产的实际
情况进行修改(注:印刷起点必须大于印刷长度)。图 6-7 所示:
单击印刷起点旁的“移动”按钮,印刷轴将会运动到印刷起点位置;
单击印刷长度旁的“移动”按钮,印刷轴将会运动到印刷终点位置;
[待机超时]:待机超时是否变换印刷方式、待机超时的印刷方式(一至六次印刷)、
超时设置。
[印刷设置]:客户可以根据个人需求来设置起点偏移、印刷速度、刮刀压力、印刷
方式(一至六次印刷)、印刷间隔、停顿时间、加锡提示、铲锡提示、垂直吸附时
间、刮刀角度。