G9+《使用说明书》.pdf - 第41页
东莞市凯格精机股份有限公司 40 图 6-13 〈数据录入第二页〉对话框 在 [ 数据录入第二页 ] 对话框中可进行 “移动挡板气缸” 、 “刮刀后退” 、 “ Z 轴回到取像位置” 、 “ CCD 前进” 、 “ CCD 后退” 、 “ Z 轴上升 / 下降” 、 “自动定位” 、 “ Mark 点设置”等操作。 挡板气缸移动栏:点击“移动挡板气缸位置” ,挡板气缸将根据停板传感器的 X ,Y 进行移动。当挡板气缸到位时,停板传感…
东莞市凯格精机股份有限公司
39
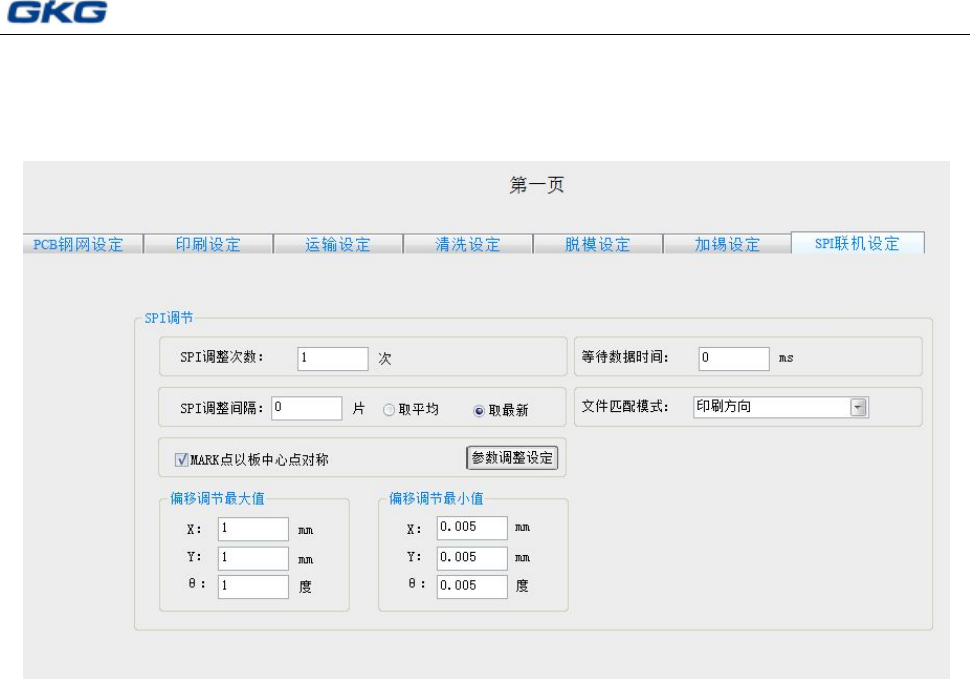
SPI 联机功能:此功能为机器的选配功能,如果客户需要,可联系厂商进行购买使
用,客户根据自己的需求设置对应的参数。
图 6-12〈数据录入第一页-SPI 联机设定〉对话框
2. 以上参数设置好以后,单击[数据录入第一页]界面上的“确定”,回到主窗口画面;单
击“取消”,取消以上设置,机器仍为前次录入的参数,并回到主窗口画面。
3. 选择[数据录入第一页]对话框上“<<下一步>>”,会弹出“下一步将调整运输导轨宽度”
提示框,单击“确定”,则调节导轨宽度进入[数据录入第二页]。如图 6–13 所示:

东莞市凯格精机股份有限公司
40
图 6-13〈数据录入第二页〉对话框
在[数据录入第二页]对话框中可进行“移动挡板气缸”、“刮刀后退”、“Z 轴回到取像位置”、
“CCD 前进”、“CCD 后退”、“Z 轴上升/下降”、“自动定位”、“Mark 点设置”等操作。
挡板气缸移动栏:点击“移动挡板气缸位置”,挡板气缸将根据停板传感器的 X,Y
进行移动。当挡板气缸到位时,停板传感器将显示“on”。
CCD 视野栏:放入钢网时,用来显示钢网和 PCB 图像,便于钢网定位。
PCB 定位栏:“压板到位”在生产薄板的时候才会用到,生产厚板的时候不要使用,
避免损坏压板装置。
调节选项栏:单击“Z 轴上升”按钮,完成 Z 轴上升的动作,“Z 轴上升”按钮凹陷
变成“Z 轴下降”按钮,单击“Z 轴下降”按钮,完成 Z 轴下降动作,“Z 轴下降”
按钮凸出变成“Z 轴上升”按钮。
MARK 点设置栏:
增加标志点操作:待 PCB 定位完成后,点击“Mark 点设置”按钮,随后“增加标志
点”、“修改标志点”、“核对标志点”、“2D 模板设置”、“钢网检测”、“点胶设置”可
用。
东莞市凯格精机股份有限公司
41
单击“增加标志点”按钮,在[数据录入第二页]对话框右上角的灰色图片上进行双
击,此时会弹出[Mark 点位置设置](如图 6-14 所示),输入 PCB 板的具体位置,然
后进行模板的制作。
图 6-14 〈Mark 点位置设置〉对话框
修改标志点操作:待 PCB 定位完成后,点击“Mark 点设置”按钮,随后“修改标志
点”可用,单击“修改标志点”按钮,在[数据录入第二页]对话框右上角的灰色图
片上找到已经做好的标志点,将鼠标移动到该处,然后进行双击,此时会弹出[Mark
点位置设置]对话框(如图 4-14 所示),输入 PCB 板的具体位置,然后可对已经做好
的模板进行修改操作。
“2D 检查模板设置”属于选配,如果用户需要用到这个功能,需和厂商联系,进行
开通。
“钢网检测”属于选配,如果用户需要用到这个功能,需和厂商联系,进行开通。
“点胶”属于选配,如果用户需要用到这个功能,需和厂商联系,进行开通。
取像设置栏:可设置视觉校正的取像方式——双照或单照。网框间隔:0 代表开始
生产时只进行一次双照;1 代表每块板都进行双照;N 代表 N 块板进行一次双照。
PCB 定位调试的手动操作流程
首行要确认 PCB 顶升平台高度移动挡板气缸打开停板气缸打开运输开关
PCB 从入口处进板关闭运输开关停板气缸(收回)顶板导轨夹紧CCD 前
移Z 轴上升手调网框(使网板位置与 PCB 焊盘对齐)打开网框固定阀打开
网框夹紧阀Z 轴下降(Z 轴下降至取像位置)点击“<<下一步”按钮,选择 PCB
松板,退出[数据录入第二页]对话框。
注意:点击“Z 轴上升”按钮,使 PCB 支撑块处入顶板位置,手动将 PCB 放于支撑块上,
确认 PCB 板上表面是否与导轨两中间压板表面平齐。
4. 单击[数据录入第二页]对话框左下角“自动定位”按钮即可进行 PCB 的定位设置。
5. 单击“CCD 前进”按钮,使 CCD X,CCD Y 跑到印刷时的位置。
6. 单击“Z 轴上升”,使 Z 轴到达印刷位置。