G9+《使用说明书》.pdf - 第53页
东莞市凯格精机股份有限公司 52 图 6-29 〈生产设置〉工具栏 6.3.3.2 机器参数 单击图 6-28 中 “机器参数” 图标, 弹出 [ 机器参数 ] 对话框。 机器参数一共分为 7 个模块, [ 机器参数 1 ] 、 [ 机器参数 2 ] 、 [ 机器参数 3 ] 、 [ 机器参数 4 ] 、 [ 机器参数 5 ] 、 [ 机器参数 6 ] 、 [ 机器 参数 7 ] 。 [ 机器参数 1 ] : 设置平台各轴的行程、 印刷…
东莞市凯格精机股份有限公司
51
搅拌次数进行设置,单击“保存”,保存锡膏搅拌设置,单击“开始搅拌”,完成锡膏搅拌动
作,单击“关闭”按钮,关闭对话框。
图 6-27〈锡膏搅拌〉对话框
6.3.3 设置
单击主画面工具栏 1 的“应用”图标,在主画面工具栏 2 出现[生产设置]、[机器参数]图
标,如图 6-28 所示。
图 6-28 〈设置〉工具栏
6.3.3.1 生产设置
单击图 6-28 中“生产设置”图标,弹出[生产设置]对话框来快速改变运输、视觉检查、
清洗、印刷、检测等生产设置及其他设置(如门开关感应器的设置等)。同时可对工作台升降
误差及刮刀行程误差进行补偿。如图 6-29 所示:

东莞市凯格精机股份有限公司
52
图 6-29 〈生产设置〉工具栏
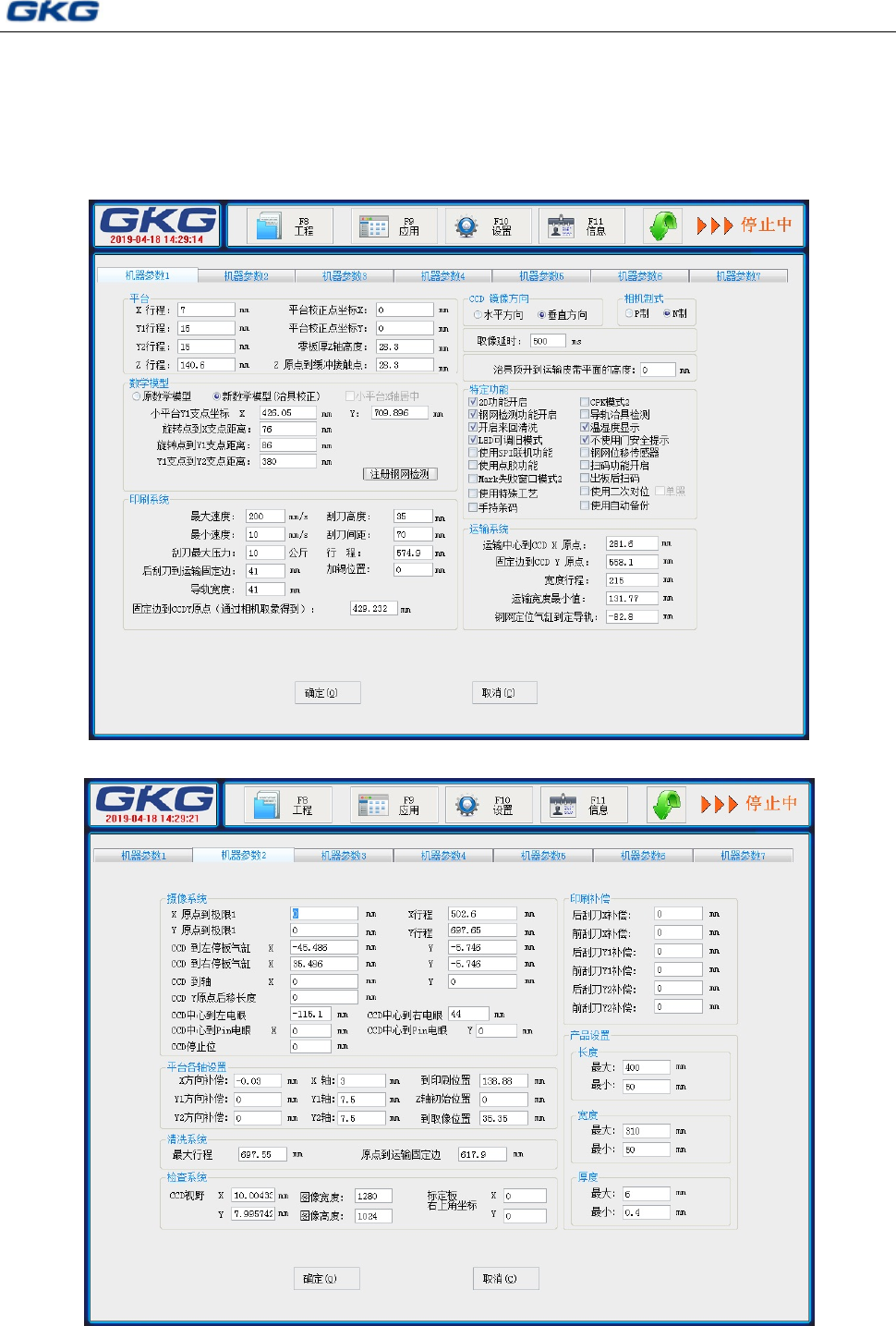
6.3.3.2 机器参数
单击图 6-28 中“机器参数”图标,弹出[机器参数]对话框。机器参数一共分为 7 个模块,
[机器参数 1]、[机器参数 2]、[机器参数 3]、[机器参数 4]、[机器参数 5]、[机器参数 6]、[机器
参数 7]。
[机器参数 1]:设置平台各轴的行程、印刷系统的设置、运输系统设置、特定功能的开启、
相机取像的设置。如图 6-30 所示;
[机器参数 2]:摄像系统的设置、平台各轴补偿设置、清洗系统设置、检测系统设置、印
刷补偿设置。如图 6-31 所示;
[机器参数 3]:运动轴每转行程参数、平台升降补偿、部分程序默认参数、SPI 联机设置、
加锡轴设置、语言选择、温湿度设置、清洗剂清洗纸传感器类型及其他选择。如图 6-32 所示;
[机器参数 4]:设置速度模式、进出板模式、马达每转步数设置、2 次调整最小值以及温
湿度预警报警设置。如图 6-33 所示;
[机器参数 5]:清洗默认参数设置、钢网定位设置、刮刀左右移动马达设置、最大调整量
设置、二次对位最大调整量设置、2D 检测图片抓取设置、扫码选择以及等待 SPI 数据超时设
东莞市凯格精机股份有限公司
53
定。如图 6-34 所示;
[机器参数 6]:滴淋参数设置、清洗液设置、中控中心、看板功能、三色灯设置、通用设
置、清洗纸余量设置、钢网清洗自动锁定、过板导轨设置。如图 6-35 所示;
[机器参数 7]:条码设定。如图 6-36 所示;
图 6-30〈机器参数 1〉对话框
图 6-31〈机器参数 2〉对话框