G9+《使用说明书》.pdf - 第48页
6.3.2 应 用 单击 主 [PCB 运 输 东莞市凯 格 用 主 画面工 具 输 ] 、 [ 放顶 针 格 精机股 份 具 栏 1 的“ 针 ] 、 [SPC 曲 份 有限公司 图 6-21 应用”图 标 曲 线 ] 、 [ 锡 膏 图 6-2 2 〈钢网设置 标 ,在主 画 膏 搅拌 ] 图 标 2 〈应用〉 〉对话框 画 面工具栏 标 ,如图 6 工具栏 2 出现 [ 人 工 -22 所示。 工 清洗 ] 、 [ 刮 47 刮 …
东莞市凯格精机股份有限公司
46
图 6-20
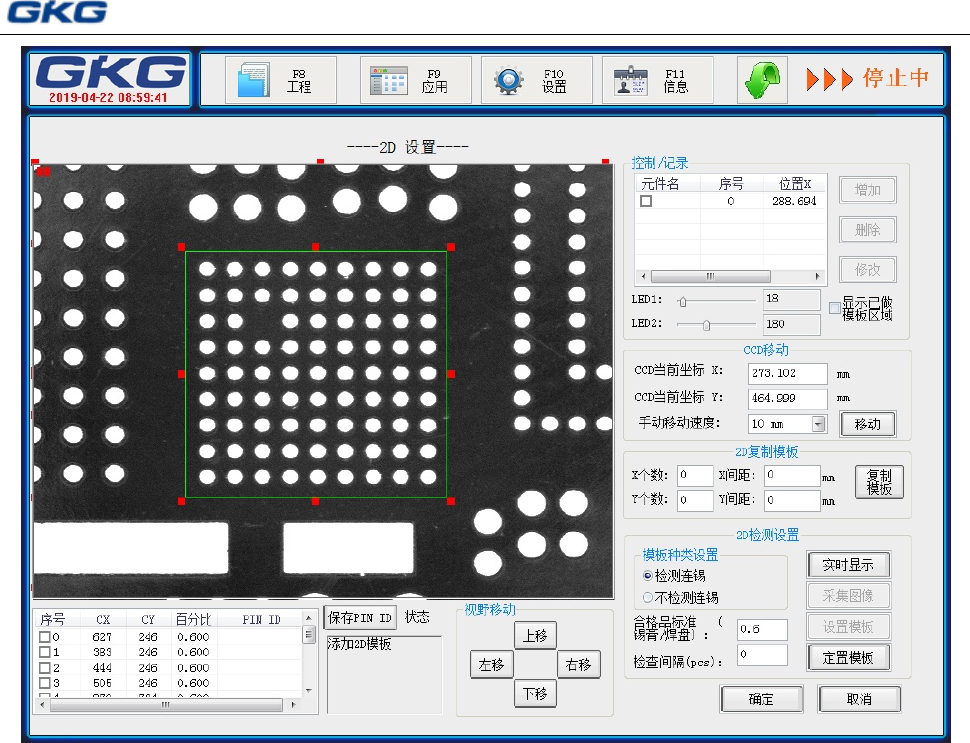
7)利用鼠标左键和鼠标滑动键即随意设定模板范围。
8)单击“定制模板”按钮,开始定制模板。
9)若不需要检测某些焊盘,可在左下角的列表框中点击右键删除该焊盘或者在图片上
双击需要删除的焊盘框也可删除该焊盘的数据。
10)需要多组数据,则再单击“增加”按钮,本软件最多支持一百组数据。
11)可删除或修改已做的 2D 模板,在右上角列表框中选择需要删除的模板,然后单击
“删除”按钮,完成该模板的删除。
12)在检查间隔栏中输入间隔的 PCB 数量,生产过程中就不会逐一进行 2D 检查,而
是根据设定的间隔数进行检查。
13)单击“确定”,模板定制完成,返回[数据录入第二页]对话框;单击“取消”,则模
板定制取消。
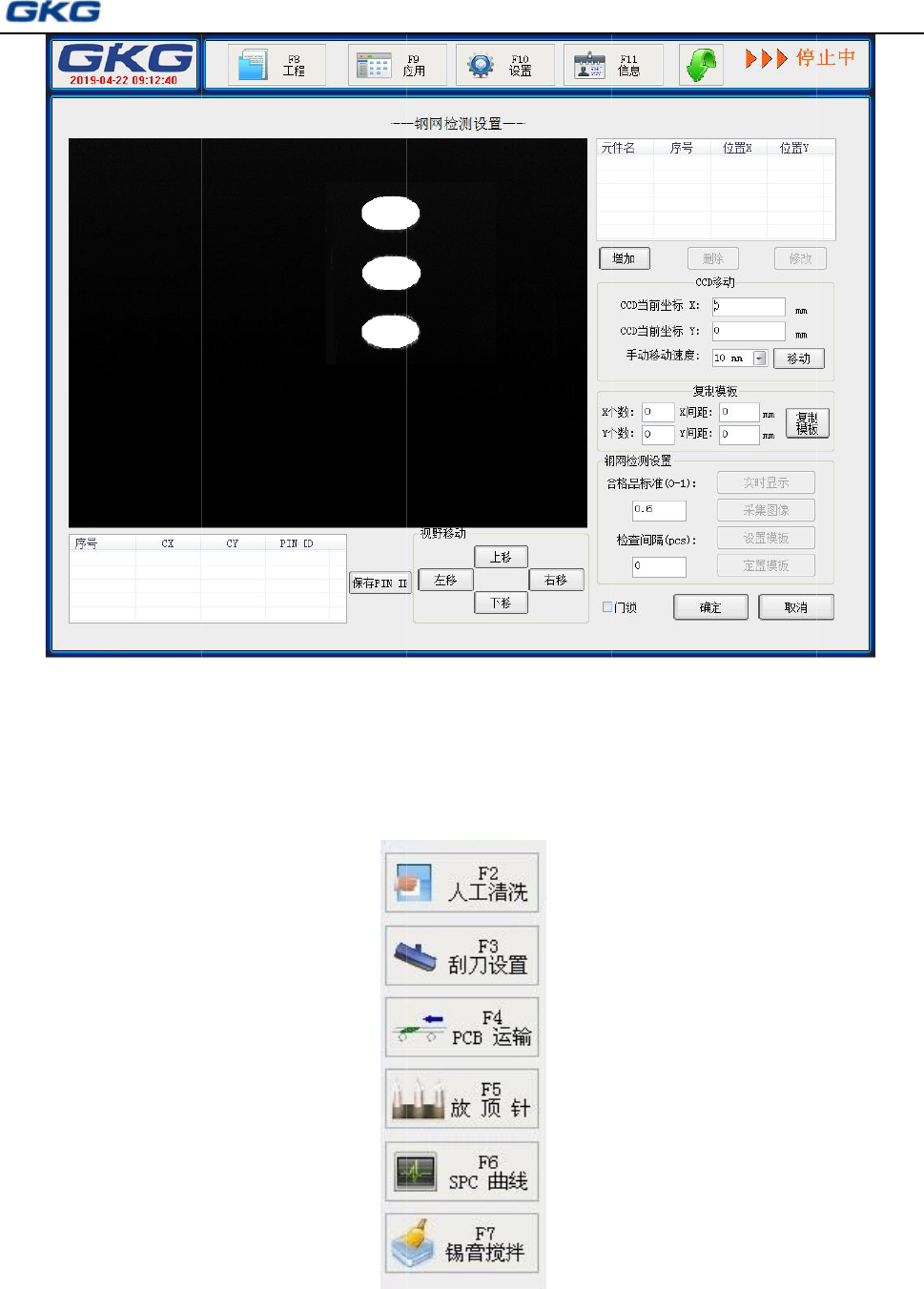
18. 钢网检查模板的制作
1)与厂商联系,开通“钢网检测”这项功能。
2)钢网检测制作模板与 2D 检测的模板制作基本相同,这里不再做介绍。
6.3.2 应
用
单击
主
[PCB 运
输
东莞市凯
格
用
主
画面工
具
输
]、[放顶
针
格
精机股
份
具
栏 1 的“
针
]、[SPC
曲
份
有限公司
图 6-21
应用”图
标
曲
线]、[锡
膏
图 6-2
2
〈钢网设置
标
,在主
画
膏
搅拌]图
标
2
〈应用〉
〉对话框
画
面工具栏
标
,如图 6
工具栏
2 出现[人
工
-22 所示。
工
清洗]、[
刮
47
刮
刀设置]、

东莞市凯格精机股份有限公司
48
6.3.2.1 人工清洗
单击图 6-22 中“人工清洗”图标,弹出[手动清洗]对话框,。如图 6-23 所示:
图 6-23〈手动清洗〉对话框
在弹出[手动清洗]对话框的同时,蜂鸣器响,需要单击“关闭报警”按钮,将蜂鸣器关
闭。在此对话框上可以查看钢网的定位位置 ,也可以进行钢网的装卸。
人工清洗的方法:在[手动清洗]对话框中单击“CCD 回位”,使 CCD 回到原点位置,将
机器前罩门打开。此时可将手伸到网板下进行人工手动清洗网板。
6.3.2.2 刮刀设置
单击图 6-22 上“刮刀设置”图标按钮,弹出[印刷]对话框,如图 6-24 所示。
刮刀设置栏:主要设置刮刀行程、刮刀的标定、刮刀接触钢网行程等。
刮刀接触钢网行程为刮刀刚好与钢网接触,在未受力的状态下,刮刀的实际位置。
校准方法:以前刮刀为例,单击“前刮刀降”按钮,查看前刮刀的实际位置,如果实际
位置已经使前刮刀对钢网产生了压力,则此时应该将前刮刀的行程设置减小,然后再单
击“前刮刀降”按钮,进行查看并调节。重复操作直至将前刮刀的行程设置好。用户在
更换新刮刀时,只需重新设置刮刀接触钢网的行程即可。
控制栏:可对印刷轴,CCD,停板气缸,Z 轴以及钢网固定进行操作。