00196709-02-UM-SX4DX4-KO.pdf - 第219页
사용자 매뉴얼 SIPLACE SX4/DX4 4 셋 업 및 작동 소프트웨어 버전 SC.704.xx 에서 업데이트 02/2011 한글판 4.3 장비 셋 업 219 4 그림 . 4.3 - 12 바깥 쪽 장비 다 리 높이 사전 설정 (1) 높 이 조 절 용 세 팅 나 사 M24 x 120(900 mm 장비 높 이에서 M24 x 100) (2) 바 깥쪽 장비 다리 (3) 클램핑 피스 (4) 육각 소켓…
4 셋업 및 작동 사용자 매뉴얼 SIPLACE SX4/DX4
4.3 장비 셋업 소프트웨어 버전 SC.704.xx 에서 업데이트 02/2011 한글판
218
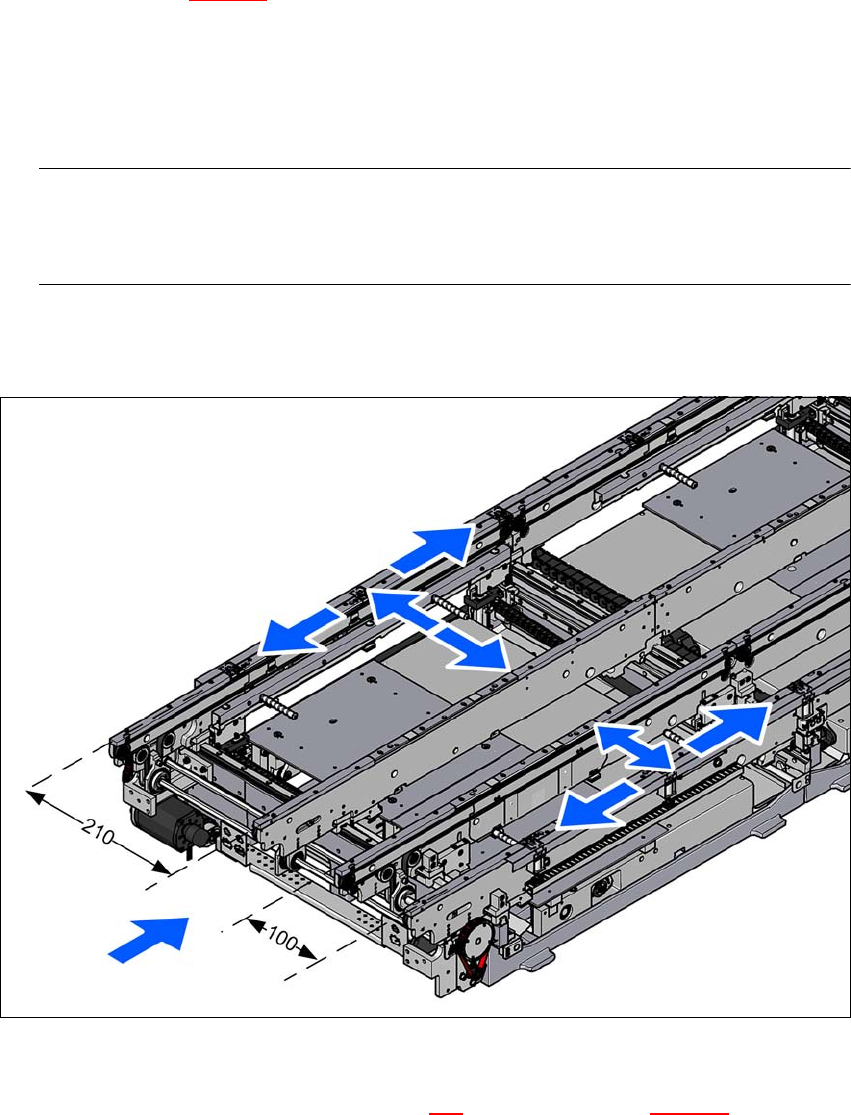
→ 장비 수평계를 이용하여 장비를 X 및 Y 방향으로 정렬합니다 .
→ 장비의 수평계를 X 방향과 Y 방향 모두 SIPLACE SX4 의 실장 영역 1 에서 보드 컨베이어 쪽
에 놓거나 (그림 4.3 - 11
참조 ) SIPLACE DX4 의 경우에는 실장 영역 중앙에 놓습니다 . 보
드 컨베이어 폭은 미리 설정되어 있습니다 .
단일 컨베이어 210mm
이중 컨베이어 , 레인 1 100 mm
이중 컨베이어 , 레인 2 210mm 4
참고 : 4
이중 컨베이어를 사용할 때는 X 방향을 측정할 수 있도록 수평계는 항상 장비의 바깥쪽에 놓
아야 합니다 .
→ PCB 컨베이어 벨트 맨 위 가장자리에서 아래쪽까지의 거리를 측정합니다 . 이 거리는
900mm, 930mm 또는 950mm 이어야 합니다 .
4
그림 . 4.3 - 11 X 및 Y 방향으로 장비 조정 (SX4 의 예 )
→ 장비 수평계의 유체가 요청된 컨베이어 높이의 영점에서 벗어나지 않도록 포크 렌치를 사용
하여 세팅 나사 M24x2x120 을 조절합니다 (219
페이지에 있는 그림 4.3 - 12 의 항목 1).
사용자 매뉴얼 SIPLACE SX4/DX4 4 셋업 및 작동
소프트웨어 버전 SC.704.xx 에서 업데이트 02/2011 한글판 4.3 장비 셋업
219
4
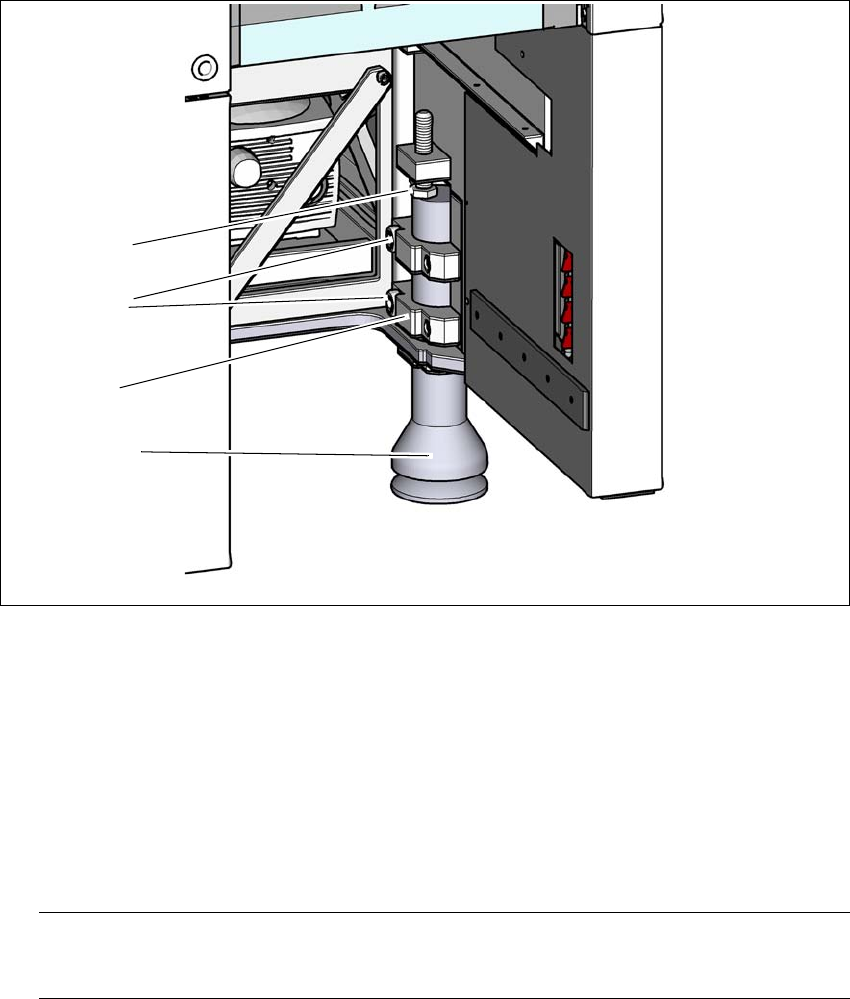
그림 . 4.3 - 12 바깥쪽 장비 다리 높이 사전 설정
(1) 높이 조절용 세팅 나사 M24x120(900 mm 장비 높이에서 M24x100)
(2) 바깥쪽 장비 다리
(3) 클램핑 피스
(4) 육각 소켓 헤드 나사 M24x90
→ 필요한 보드 컨베이어 높이를 확인합니다 .
→ 실장기를 배치했으면 토크 렌치를 사용하여 바깥쪽 장비 다리 모두에서 클램핑 피스가 고정
되도록 (항목 3) 6 각 소켓 헤드 나사 M24x90 을 조입니다 ( 항목 4).
참고 4
조임 토크는 130Nm 입니다 . 낮은 토크는 장비 진동의 원인이 될 수 있습니다 .
→ 후크 렌치를 사용하여 중간 장비 다리가 바닥에 단단히 자리잡을 때까지 대략 135 - 145 정
도 나사를 풉니다 .
→ 중간 장비 다리가 너무 많이 풀려 장비가 불안정하게 되지 않도록 하십시오 .
(4)
(2)
(1)
(3)
4 셋업 및 작동 사용자 매뉴얼 SIPLACE SX4/DX4
4.3 장비 셋업 소프트웨어 버전 SC.704.xx 에서 업데이트 02/2011 한글판
220
4
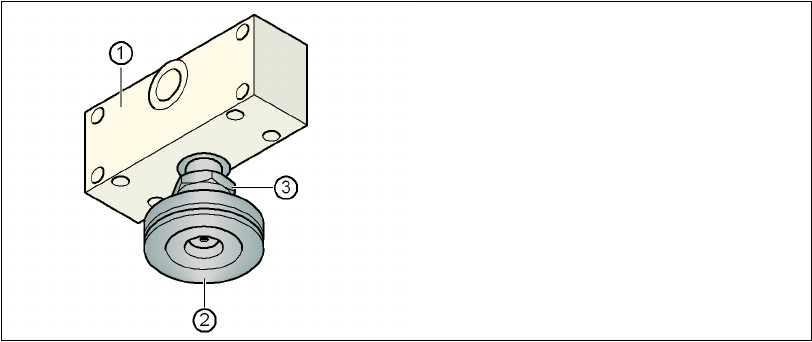
그림 . 4.3 - 13중간 장비 다리 배치 및 잠금
→ 수평계를 사용하여 장비가 정확하게 배치되도록 합니다 .
→ 포크 렌치 SW65 를 사용하여 잠금 너트 M24 를 조입니다 ( 항목 3).
(1) 스페이서
(2) 중간 장비 다리
(3) 잠금 너트 M24