00196970-04-BA-SX12-V2-PL.pdf - 第130页
3 Dane techniczne i zespo ł y Instrukcja eksploatacji SIPLACE SX1/SX2 3.6 System portali Od wersji oprogramowania SR.706.1 SP1 Wydanie 10/2014 130 3.6.3 Budowa osi Y 3 Rys. 3.6 - 5 Budowa osi Y O ś Y sk ł ada si ę z nast…
Instrukcja eksploatacji SIPLACE SX1/SX2 3 Dane techniczne i zespoły
Od wersji oprogramowania SR.706.1 SP1 Wydanie 10/2014 3.6 System portali
129
3
Rys. 3.6 - 4 Budowa osi X - widok z dołu
(1) Kamera płytek drukowanych
(2) Zespół odczytu
(3) Układ pomiaru długości (na dolnej powierzchni portalu)
Oś X jest napędzana przez silnik liniowy. Część wtórną napędu stanowi magnes stały, zamonto-
wany na wysięgniku portalowym a część pierwotna jest skręcona z zamocowaniem głowicy.
Uchwyt głowicy został skonstruowany w taki sposób, aby można było mocować wszystkie typy
głowic montażowych - zapewnia to wysoką elastyczność automatów SIPLACE.
(2)
(1)
(2)
(3)
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE SX1/SX2
3.6 System portali Od wersji oprogramowania SR.706.1 SP1 Wydanie 10/2014
130
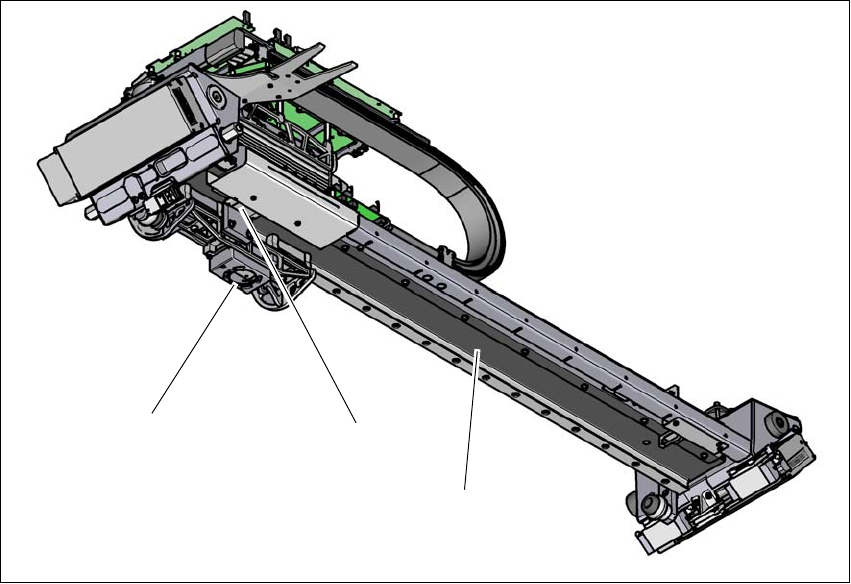
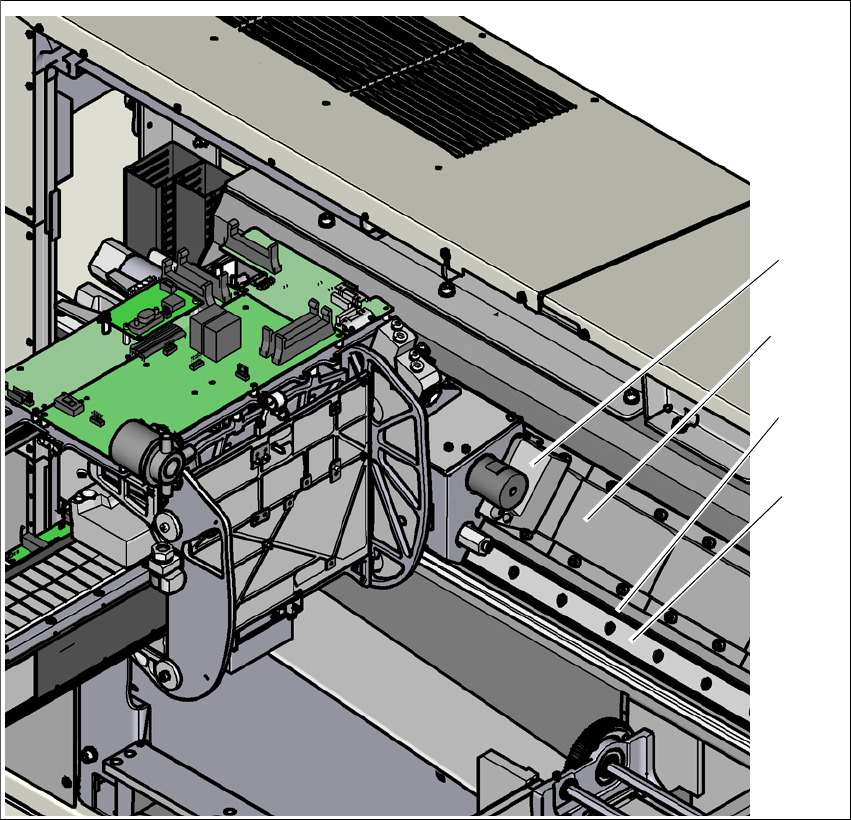
3.6.3 Budowa osi Y
3
Rys. 3.6 - 5 Budowa osi Y
Oś Y składa się z następujących głównych zespołów:
(1) Silniki liniowe Y (część pierwotna) w osi X z łożyskiem stałym i przesuwnym
(2) Magnes stały (część wtórna silnika liniowego Y)
(3) Liniowy układ pomiarowy położenia
(4) System prowadnic
(1)
(2)
(4)
(3)

Instrukcja eksploatacji SIPLACE SX1/SX2 3 Dane techniczne i zespoły
Od wersji oprogramowania SR.706.1 SP1 Wydanie 10/2014 3.7 Układ transportowy płytek drukowanych
131
3.7 Układ transportowy płytek drukowanych
3.7.1 Opis
Transportery płytek drukowanych są trójczłonowe, z transporterem załadowczym, transporterem
obróbkowym i transporterem odbiorczym. Obszary transportera załadowczego i odbiorczego
służą jako strefy buforowe dla płytek drukowanych, jeżeli mają być zachowane krótkie czasy
oczekiwania.
Taśmy transporterów są napędzane bezszczotkowymi silnikami prądu stałego. Transport płytek
drukowanych jest nadzorowany i sterowany fotokomórkami. Po dojściu płytki drukowanej do ob-
szaru uzbrajania i przejściu obok fotokomórki, płytka zostaje wyhamowana. Po osiągnięciu przez
płytkę drukowaną wymaganego położenia zostaje włączona fotokomórka laserowa, taśma trans-
portera zostaje zatrzymana i płytka drukowana zostaje zakleszczona od spodu.
Odległość między górną powierzchnią płytki drukowanej i głowicą montażową pozostaje niezmie-
niona dla każdej płytki drukowanej i nie zale
ży od jej grubości. Odpowiednio także prędkość
uzbrajania nie zależy od grubości płytek. Ponadto możliwe jest zoptymalizowanie centrowania
znaczników płytek drukowanych. Dzięki stałej odległości między powierzchnią płytki drukowanej
i kamerą, ogniskowa kamery jest zawsze dokładnie ustawiona na powierzchnię płytki drukowanej.
Kontury znaczników płytki drukowanej są optymalnie odwzorowane na układzie CCD kamery do
płytek drukowanych.
Szerokość transportera płytek drukowanych jest ustawiana i monitorowana elektronicznie przez
zintegrowany obwód regulacji. Może być wybierana wywołaniem programowym. W tym celu elek-
troniczny układ regulacji włącza silnik napędowy tak długo, aż zostanie osiągnięta żądana szero-
kość.
W automacie można wybrać taką wysokość transportera, aby mógł on zostać zintegrowany w li-
niach o wysoko
ści transporterów 900, 930 albo 950 mm. Standardowa wysokość wynosi 930 mm.
Komunikacja między transporterami płytek drukowanych poszczególnych automatów odbywa się
przez interfejs SMEMA lub opcjonalny interfejs Siemens.
Dla transporterów podwójnych można wybrać stałą stronę transportera z prawej albo z lewej
strony. Zmiana stałej strony transportera z prawej na lewą lub odwrotnie może zostać łatwo wy-
konana w tym transporterze przy użyciu oprogramowania stanowiska.
W transporterach pojedynczych można ustawić stałą stronę transportera tylko z prawej strony.
Możliwe jest ustawienie stałej strony transportera z lewej strony lecz wymaga to przezbrojenia
mechanicznego.
Support Pins mogą być automatycznie pozycjonowane pod płytką drukowaną, na stole podno-
śnym, przy wykorzystaniu opcji Smart Pin Support. Patrz rozdział 6.15
, strona 350.