CMKMX-213-0100_YRM20_Mainte_C保养手册.pdf - 第112页
5. 1 年 3-48 第 3 章 定期保养项目 9 安装基板固定夹。 1. 将基板固定夹嵌入原位之后,用内六角扳手 (3) 拧紧基板固定夹的 4 处固定螺栓。 2. 取出垫在顶板上的方巾。 0 确认传送带的安装状态。 1. 确认基板固定夹顶面的位置是否在低于传送 带传送面约 0.5mm 的位置。 2. 安装导槽盖板并关闭安全机盖,将料车安装 在贴片机上后, 解除贴片机的紧急停机状态。 3. 按 [ 装置 ] -“传送装置”选项卡页面的…
5. 1 年
3-47
第 3 章 定期保养项目
5
拆卸传送带。
将传送带从带轮、基板导轨部的传送带导槽中拆
下。
6
检查传送带。
检查拆下的传送带的传送面是否已被磨损或有
起毛。若已被磨损或起毛严重时,请参照后述第
5章“4.1 传送带的更换”更换传送带。
7
清洁传送带导轨部与带轮。
1. 用吸尘工具 ( 选购件 ) 清除传送带导轨与传
感器等部位粘附的传送带磨损粉。
2. 带轮表面若有传送带的磨损粉变黑固着时,
可用塑料刮片等除去。
3. 若用吸尘工具无法完全清除传送带导轨部粘
附的磨损粉时,可用塑料软刷等清除。
c
注意
刮片与软刷请使用塑料制品,以免带轮与传送带导轨被划
伤。
c
注意
除脏污特别严重之外,请勿使用溶剂 (IPA 等 )。使用时,请使用乙醇并务必小心擦拭,注意不要使乙醇沾到带轮的轴承部。
8
将传送带装回原位。
1. 将传送带挂在带轮上定位。
2. 移动带轮托架 (CV1、CV4 时为带轮 ) 对齐在 Step4 中作记号的位置之后,拧紧 2 根固定螺栓。
固定螺栓的拧紧扭矩如下,请勿拧得过紧。
•
带轮托架的固定螺栓 :3.8N
•
m
•
带轮的固定螺栓 :5.5N
•
m
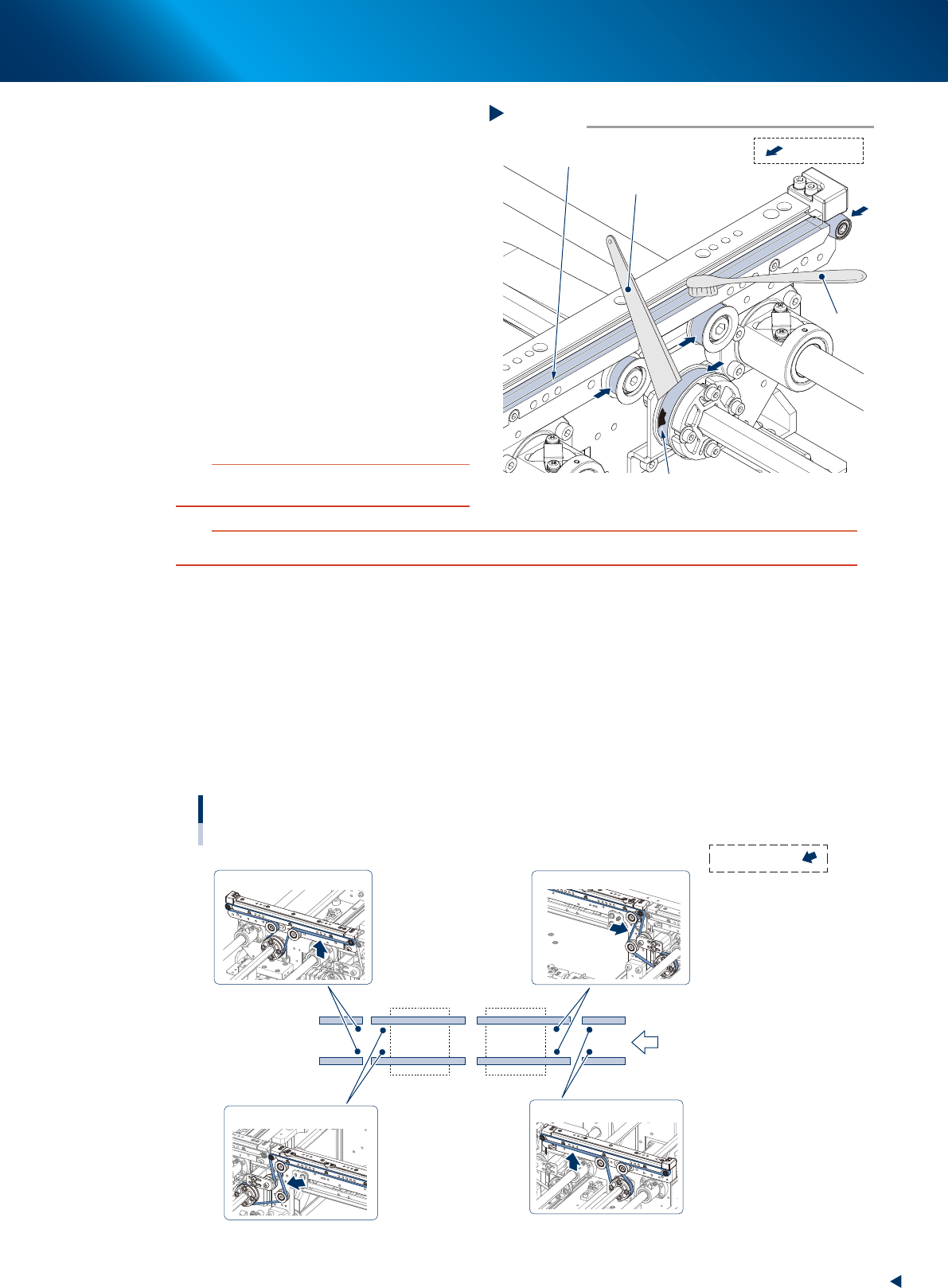
3. 若传送带有挠曲时,需调整带轮托架 (CV1、CV4 时为带轮 ) 的位置加大张力。
张力的测定位置与张力规格如下图所示。请根据需要,使用张力计测定并调节。
张力的测定位置与张力规格
张力测定位置 :
张力规格 :190 - 220 Hz
张力规格 :190 - 220 Hz
张力规格 :400 - 450 Hz
张力规格 :400 - 450 Hz
传板方向
CV1CV2CV3CV4
55379-KMX-00
清洁传送带导轨、带轮
Step 7
塑料刮片
传送带导轨部
固着的传送带磨损粉
塑料软刷
:带轮外周部
55378-KMX-00
5. 1 年
3-48
第 3 章 定期保养项目
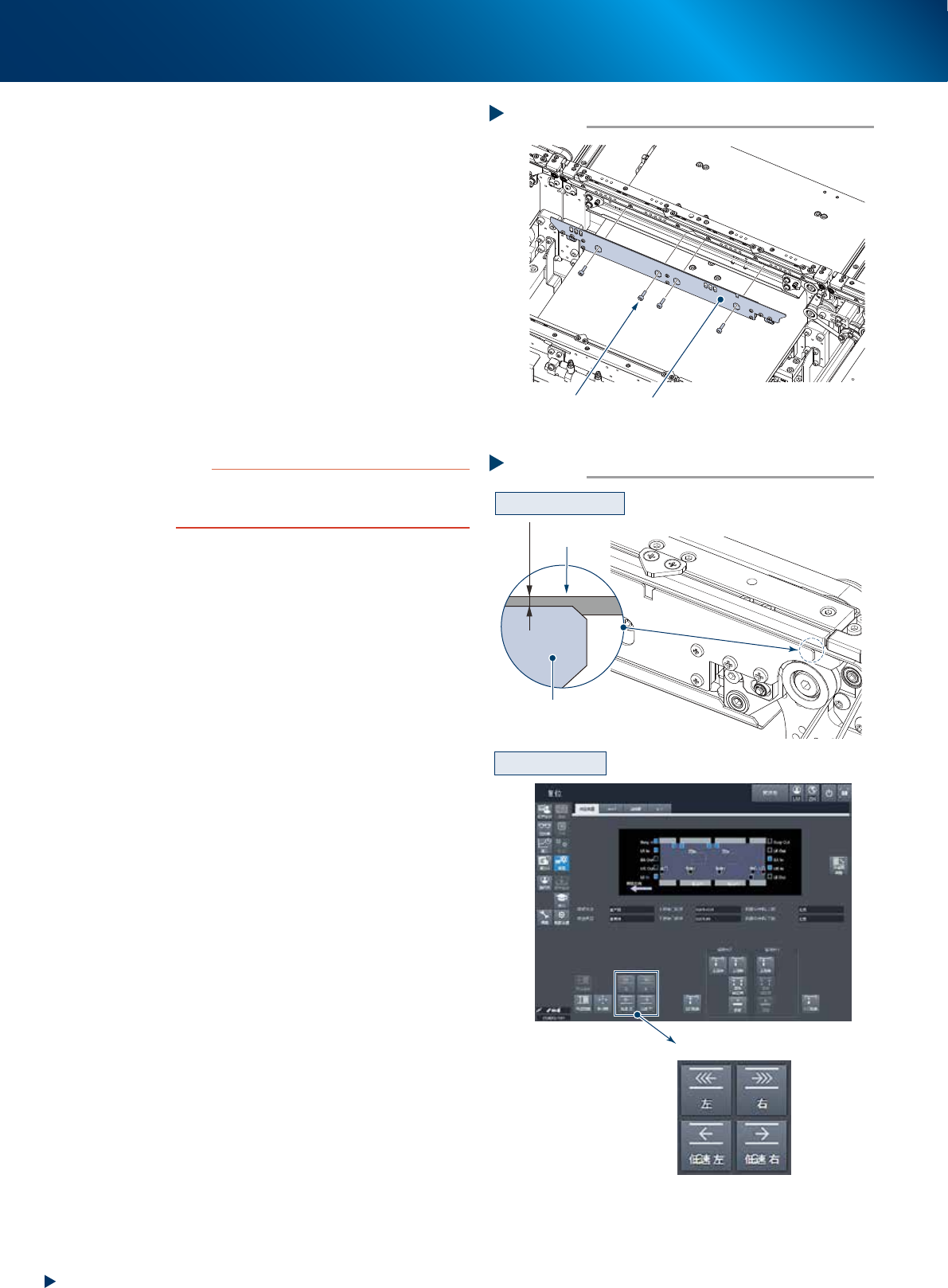
9
安装基板固定夹。
1. 将基板固定夹嵌入原位之后,用内六角扳手
(3) 拧紧基板固定夹的 4 处固定螺栓。
2. 取出垫在顶板上的方巾。
0
确认传送带的安装状态。
1. 确认基板固定夹顶面的位置是否在低于传送
带传送面约 0.5mm 的位置。
2. 安装导槽盖板并关闭安全机盖,将料车安装
在贴片机上后,解除贴片机的紧急停机状态。
3. 按 [ 装置 ] -“传送装置”选项卡页面的传送
带驱动按钮,使传送带转动,确认传送带的
转动状态。
4. 若传送带的转动不顺畅或过于挠曲时,需调
节带轮托架
(CV1、CV4 时为带轮 )
的位置,
并再次使传送带转动确认状态。
c
注意
若传送带传送面与基板固定夹顶面之间几乎没有高差时,
易发生传板错误。此时,请与销售代理商或直接与本公司
联系。
安装基板固定夹
Step 9
基板固定夹
固定螺栓
55380-KMX-00
确认传送带的安装与转动
Step 10
确认传送带的安装状态
确认传送带的转动
0.5 mm
基板固定夹
传送带驱动按钮
传送带
56309-KMX-00
5. 1 年
3-49
第 3 章 定期保养项目
5.3 W 轴与 U 轴的清洁与加油
W 轴与 U 轴的滚珠丝杆、导轨、六角轴需要每年进行 1 次清洁与加油。
下面,介绍清洁与加油的方法。关于加油位置与加油方式,请参阅后述“第 4 章 加油位置一览”。
1
读入任意的基板程序。
参考
只有读入基板程序,才可以移动输送台 1 与输送台 2 两
个输送台的顶板。
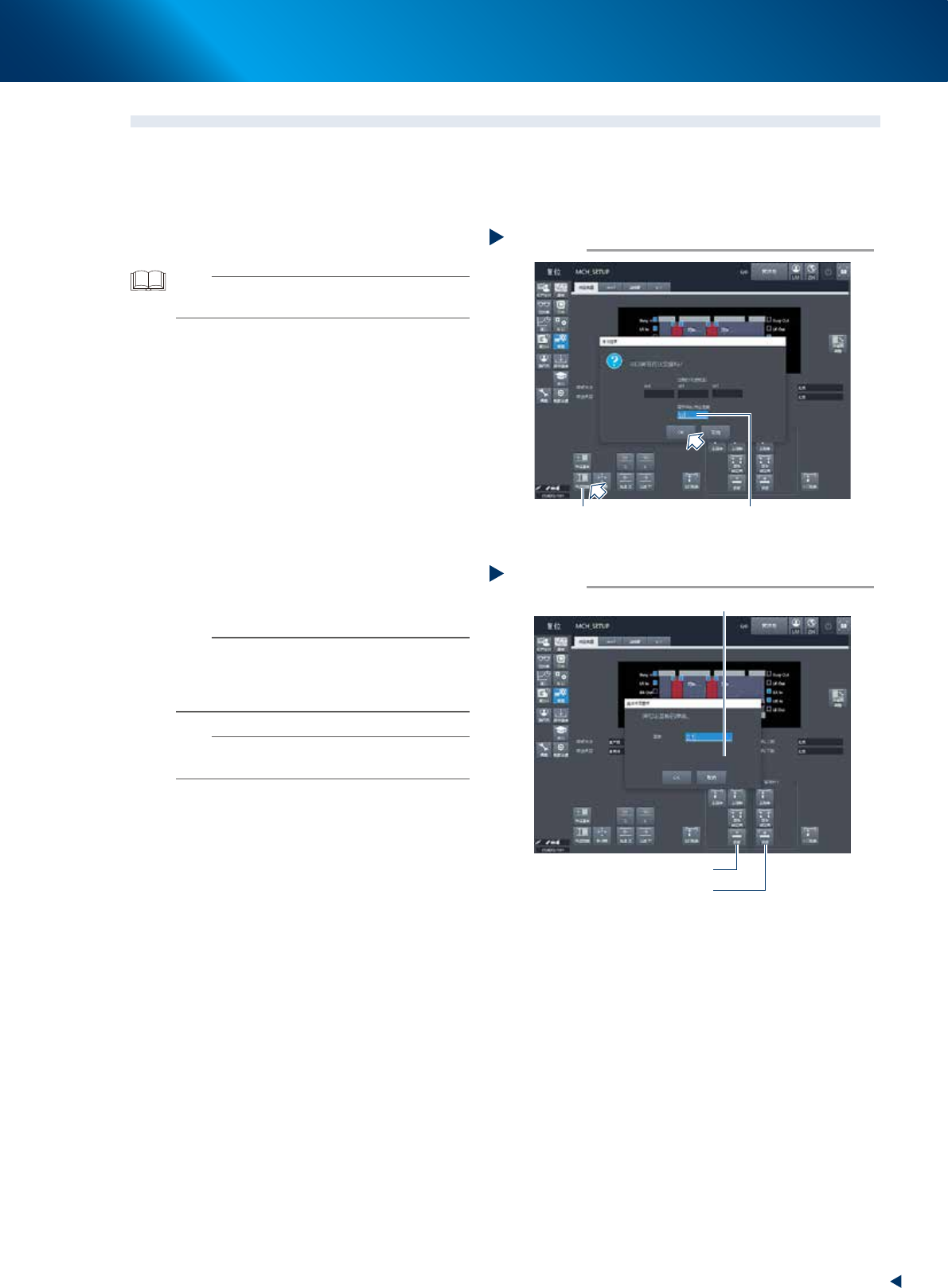
2
将传送宽度调到最小。
1. 按 [ 装置 ] -“传送装置”画面的 [ 传送宽度 ]
按钮,打开调节传送宽度的对话框。
2. 在“调节后的传送宽度”输入框中输入最小
宽度 (50mm) 并按 [OK] 按钮。传送宽度变为
指定的宽度。
3
使顶板上升。
1. 按 [ 顶板 ] 按钮,打开“传送装置顶板”画面。
2. 在“厚度”输入框中输入“0.1”之后,按 [OK]
按钮,使顶板上升。
3. 按照上述步骤,使输送台 1 与输送台 2 两个
顶板上升。
n
要点
如果在 Step1 中选择的基板程序的基板 X 尺寸超过了
380mm,上游侧的 [ 顶板 ] 按钮将会显示为灰色,无法使
用。但只要使下游侧的顶板上升,上游侧的顶板就会连动
随之一起上升。
n
要点
使顶板上升,便于给 U 轴的导轨与滚珠丝杆进行清洁与
加油。
将传送宽度调到最小
Step 2
[传送宽度]按钮
输入“50”
56310-KMX-00
使顶板上升
Step 3
输入“0.1”
输送台1的 [顶板] 按钮
输送台2的 [顶板] 按钮
56311-KMX-00