KE-2070_SPE.pdf - 第34页
30 5-2-14. 对应长尺寸基板(工厂出厂选项) 通过进行基板 2 次传 送,可将 X 方向的基 板尺寸扩展到最大 800 mm 。 由此,可生产 LED 照明等使用的 长尺寸基板。 下表的 X 方向最 大尺寸超过 1 次传送 尺寸的基板,要 进行 2 次传送。 长尺寸基板对应尺寸: ( 单位: mm) 方向 最小尺 寸 最大尺寸 1 次传送 2 次传送 L 尺寸规格 X 50 410 800 Y 30 ※ 360 L- W i d…
29
5-2-13. 识别焊锡印刷补偿贴片位置的功能
(Offset Placement After Solder Screen-printing)(出厂选项)
由于印刷基板具有伸缩性,当镀锡印刷位置和焊盘之间产生位移时,若在基板焊盘上进行贴片,
过炉后贴片位置可能会产生偏移。
识别镀锡印刷补偿贴片位置的功能,通过图像识别由于印刷基板伸缩等原因与基板焊盘出现的印
刷位移,采用不在焊盘上,而是在印刷镀锡上贴装元件的方法,利用自动校准功能,有效地减少
了过炉后的不良率,提高贴片位置精度
。
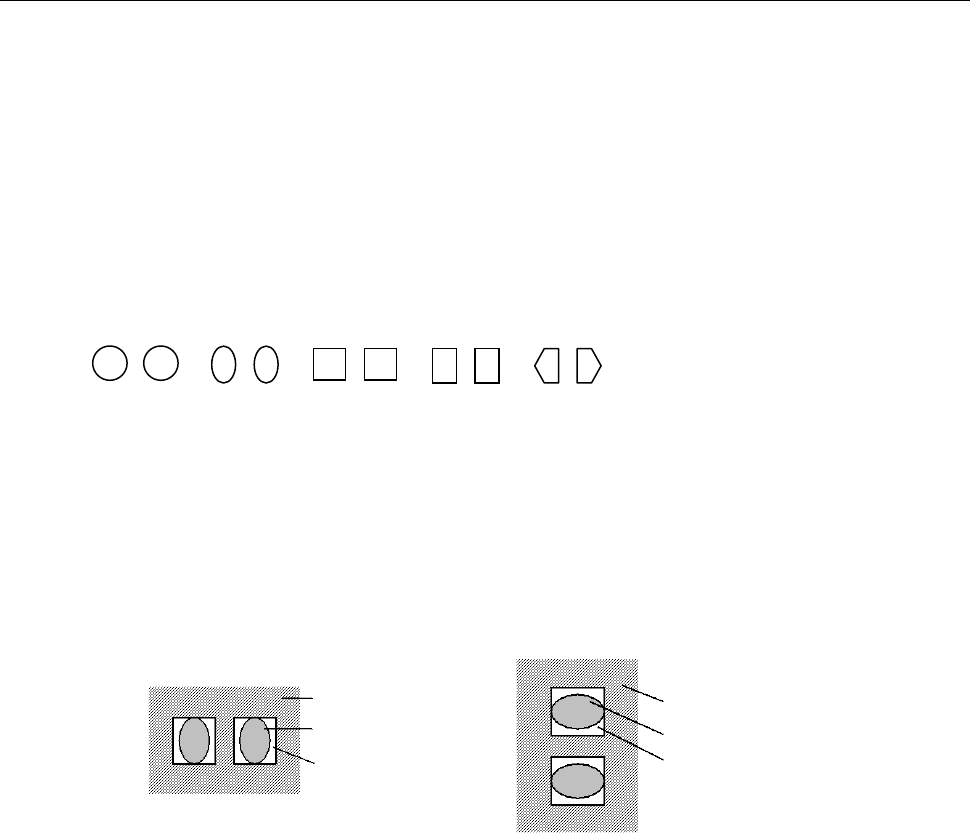
① 对象焊锡形状
在印刷基板焊盘上印刷的方形芯片用的 2 点 1 组的对称形的膏状钎焊料。
※焊锡印刷形状,必须呈对称形状。不对称的形状,无法检测出准确的补偿量。
形状必须是圆、椭圆、正方形、长方形、五角形。
(※其他形状,需进行识别确认)
② 对象焊锡
共晶镀锡(NIHON HANDA:RX363-92MYO(S))、 无 铅 镀 锡 ( TAMURA KAKEN:TFL-204F-111S)
(※括弧内的镀锡产品使用效果已经确认)
③ 对象芯片尺寸
0402、0603、1005、1608、2012、3216
※但是必须可从
1
对镀锡获得短边
0.16mm
以上、长边
3.2mm
以下的图像。
④ 对象焊锡姿势
0°、90°、180°、270°(与摄像机的角度误差在±3°以 内 。)
<焊锡姿势 0°、180°> <焊锡姿势 90°、270°>
⑤ 对象基板材质、焊盘材质
·基板材质:树脂、纸酚醛、柔性材、陶瓷
·焊盘材质:金、铜、喷锡。
※必须与焊膏有明显的对比度。如果基板状态、镀锡印刷状态、丝网印刷、图案等检测领域内有与镀锡
几乎同等明亮的部分,不能取得镀锡单独的明亮映像,则有时无法进行识别校正。在这种情况下,需
要重新设置可取得显著对比度的位置。
基板
焊锡
焊
接
焊盘
基板
焊锡
焊盘
30
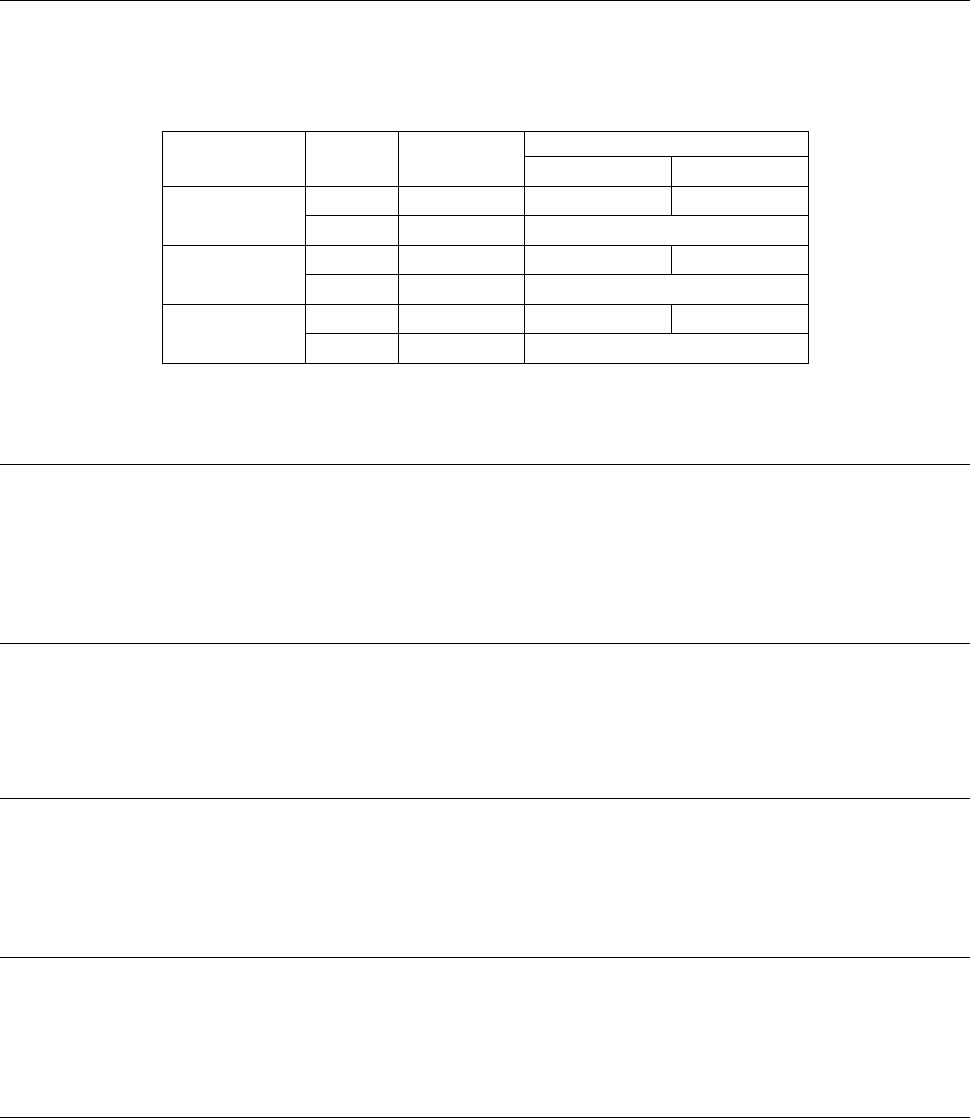
5-2-14. 对应长尺寸基板(工厂出厂选项)
通过进行基板 2 次传送,可将 X 方向的基板尺寸扩展到最大 800mm。
由此,可生产 LED 照明等使用的长尺寸基板。
下表的 X 方向最大尺寸超过 1 次传送尺寸的基板,要进行 2 次传送。
长尺寸基板对应尺寸:
(单位:mm)
方向 最小尺寸
最大尺寸
1
次传送
2
次传送
L 尺寸规格
X
50
410
800
Y
30
※
360
L-Wide 规格
X
50
510
800
Y
30
※
360
E 尺寸规格
X
50
510
800
Y
30
※
460
※如果有自动调整宽度选购项,最小尺寸 Y 方向为 50mm
5-2-15. 镀锡识别照明(工厂出货选购项)
如果基板或电路上没有 BOC 标记,可将镀锡印刷作为 BOC 标记进行识别。
实施长尺寸基板的 2 次传送时,当向未准备 BOC 标记的范围贴片时,可将进行了镀锡印刷的贴片焊
盘(PAD)等作为 BOC 标记使用。
※由于镀锡印刷作为标记的形状不清晰,可能无法得到很好的贴片精度。
5-2-16. 元件剩余数量管理功能(选购项)
对贴片元件(LED 元件等)产品批次进行管理。
为防止不同批次的元件混杂在同一基板上,在搬入基板时,对供料器上是否有该基板贴装的应有元件
数进行检查,若不足,则在贴片前发出警告。
5-2-17. 手持操作装置(HOD、工厂出货选购项)
HOD(Handheld Operating Device)是一种可将各种示教等操作拿出来,边观察实际动作、边进行
作业的装置。通常,可在操作面板上识别标记确认图像、进行各种示教,使用 HOD 则可在手边进行
操作,提高作业效率。
5-2-18. 大型元件用废弃箱(工厂出货选购项)
废弃不能废弃到标准废弃箱里的、□50mm 以上的大型元件时,需要大型元件用废弃箱。
通常,当托盘元件出现错误时,应采取「返回托盘」「保护元件」对应,
但无法再利用的元件,可以采取废弃到「废弃箱」的办法,迅速完成废弃动作。
5-2-19. IC 回收带(选购项)
可将图像识别装置判定为引脚弯曲或引脚悬浮的 IC 元件逐一分离并回收。
要变更传送间距时,可用相应数值更改设置。
· 贴片元件的尺寸 :需要□10mm~□50mm,元件高度为 1mm 以上。
· 传送带传送间距 :15mm~55mm(可按 5mm 间距设定)
· 可回收数量 :5~16 个
· 占有位置数 :9

31
5-2-20. 自动切带器(选购项)
贴片后自动切断带料,统一处理。
自动切带器为统一更换台整体装备的组成部分。
电源由 KE-2070/80/80R 主机连接器供给。
5-2-21. 连接器托架(固定式供料器台架规格的选购项)
在连接粘结带式供料器、IC 回收带、自动切带器、DTS 等时需要此项单元。
若已选择选购项的供料器统一更换功能时,则不需要此单元。
5-2-22. 柔性标定系统(FCS、选购项)
FCS(Flexible Calibration System)的功能是: 把经 VCS 识别、或激光识别过的夹具元件贴在玻璃夹
具基板上,用摄像机自动测量程序设定值与实际贴片位置的差距,计算出贴片时的偏移值。
其一系列操作,安装基板,可通过读取程序自动进行。
移动设备的设置位置、或定期维护时,可用 FCS 来检查维持精度。
5-2-23. 支援软件
(1)EPU(External Programming Unit)
由于在生产状态的设备上不能进行生产程序的制作,使用此软件可在个人电脑上制作生产程序。
可直接在设备的程序制作画面上使用本软件制作程序,进行元件数据库的管理。
(2)HLC(Host Line Computer): 生产支援系统
通过 HLC 将对应的贴片机及点胶机用网络连接起来,在个人电脑上对生产线进行统一管理。
在 EPU 上无法进行的生产程序分割、生产线平衡优化、缩短准备时间等操作,可在 HLC 上按生
产线为单位制作生产程序,执行生产计划。
作为追加选项,可追加「基板查看器」,显示元件贴片位置图像。
(3)FlexlineCAD
使用 FlexlineCAD 可将各种 CAD 系统所生成的文本数据文件(ASCII 格式)及其他公司设备的
生产程序转换为对应 JUKI 设备的文件。
从而可缩短生产程序的制作时间,顺利地从其他公司生产线转换数据。
※ 有关其他公司设备数据的转换对应,请咨询 JUKI 或代理店。
(4)IS(Intelligent Shopfloor Solutions): 生产支援系统
此系统商品旨在继承 HLC 及 SCS 的功能,对 JUKI 贴片机上的生产相关业务和信息,通过以车
间(生产现场)为单位进行综合管理、优化,提高车间整体的生产性与制造品质,实现效率化,
降低成本。
通过 HLC 的强大功能,可实现图形化界面、标准化的「基板查看功能」、以车间为单位编制生产
计划。
※ 有关 IS 的详细内容,请参见『IS 机器规格书』。
(5)IFS-NX(Intelligent Feeder System): 生产管理系统
IFS-NX 不需要使用生产支援系统,可以单独使用。
该系统通过使用条形码、二维码、多维码,来实现机器「防止元件误贴装」「追踪」等的品质管
理和「提高准备更换的操作性能」、「元件剩余数量管理」。
可以选择条形码或 RFID 对供料器或托盘供给装置进行认证。通过使用对应 RFID 的元件供给装
置,可以进行自动核查、管理等操作,因此使得品质管理和操作效率得到了飞跃性的提高。
※ 利用 IFS-NX 功能时,需要有对应 RFID 的机器本体、统一更换台车、各种供料器、托盘供
给装置。如果要使用现有装置,请向销售人员咨询。
※ 有关 IFS-NX 的详细情况,请参阅『IFS-NX 机器规格书』。