N7201A617C.pdf - 第490页
NPM-W2 EJM7DC-MB-13M-02 精度验证 2 1 准备生产 1 (MCDA T A :读取生产程序 ) 2 3 设置拷贝了 MCDA T A 的 SD 卡 3 选择 MCDA T A 4 读取 MCDA T A 13-21-2 -9 5 ( ) 维修保养篇 1 3 - 2 1 - 2 ( → P.13-21-1 -7 ‘■ MCDATA 的种类’ ) ●和通常的生产数据一样读取。 ●当无法读取 MCDATA 时,将机器编…
NPM-W2 EJM7DC-MB-14M-03
14-4-2
-2
3
4
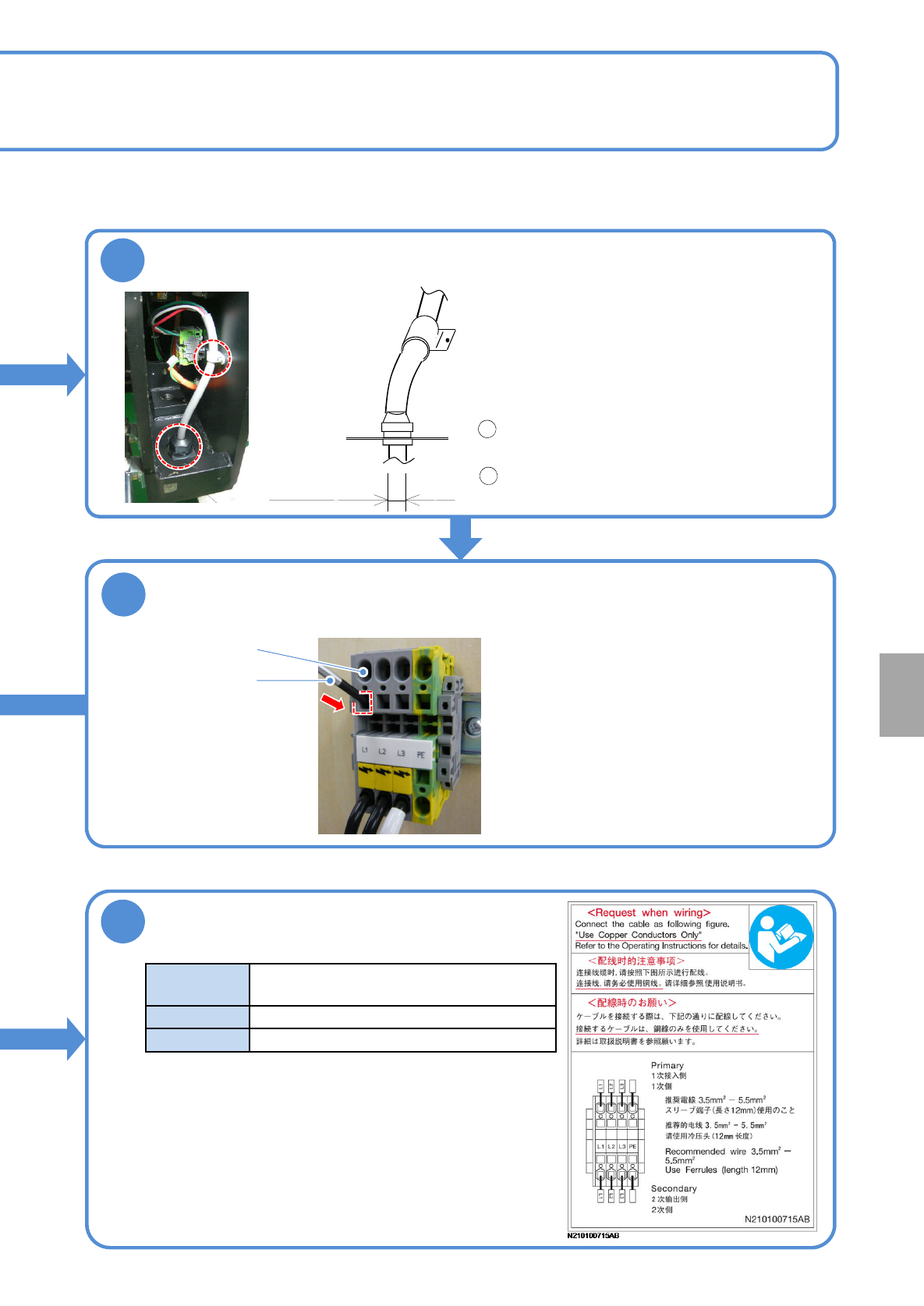
插入专用螺丝刀
电缆插入口
专用螺丝刀
●确认工厂的PE线是否与地线连接。
7
供电之前请确认以下条件
通常使用电源
3相AC 200/220 ±10 V
380/400/420/480 ±20 V
频率
50/60 Hz ±5 %
额定容量
2.8 kVA
初级电源必须从工厂所管理的电源设备给予提供,请勿直接
连接到公共低电压供电系统(商用电源)
●插入专用工具,使电缆插入
口内部的固定金属零件可以
打开。
设
置
电缆
夹具A
按照电缆夹具A、B的顺序插入电缆
电缆
夹具B
●推荐电缆外形尺寸:13.5 ~ 18 mm
●电缆不易插入电缆夹具A时,
逆时针方向旋转拧松。
●电缆不易插入电缆夹具B时,卸下螺栓,插入电
缆后再拧紧螺栓进行固定。
插入电缆后,电缆夹具A以顺时针方向
旋转,固定电缆。
必须以100 N拉引电缆,确认是否完全被固定。
推荐电缆
外形尺寸
1
2
NPM-W2 EJM7DC-MB-13M-02
精度验证
2
1
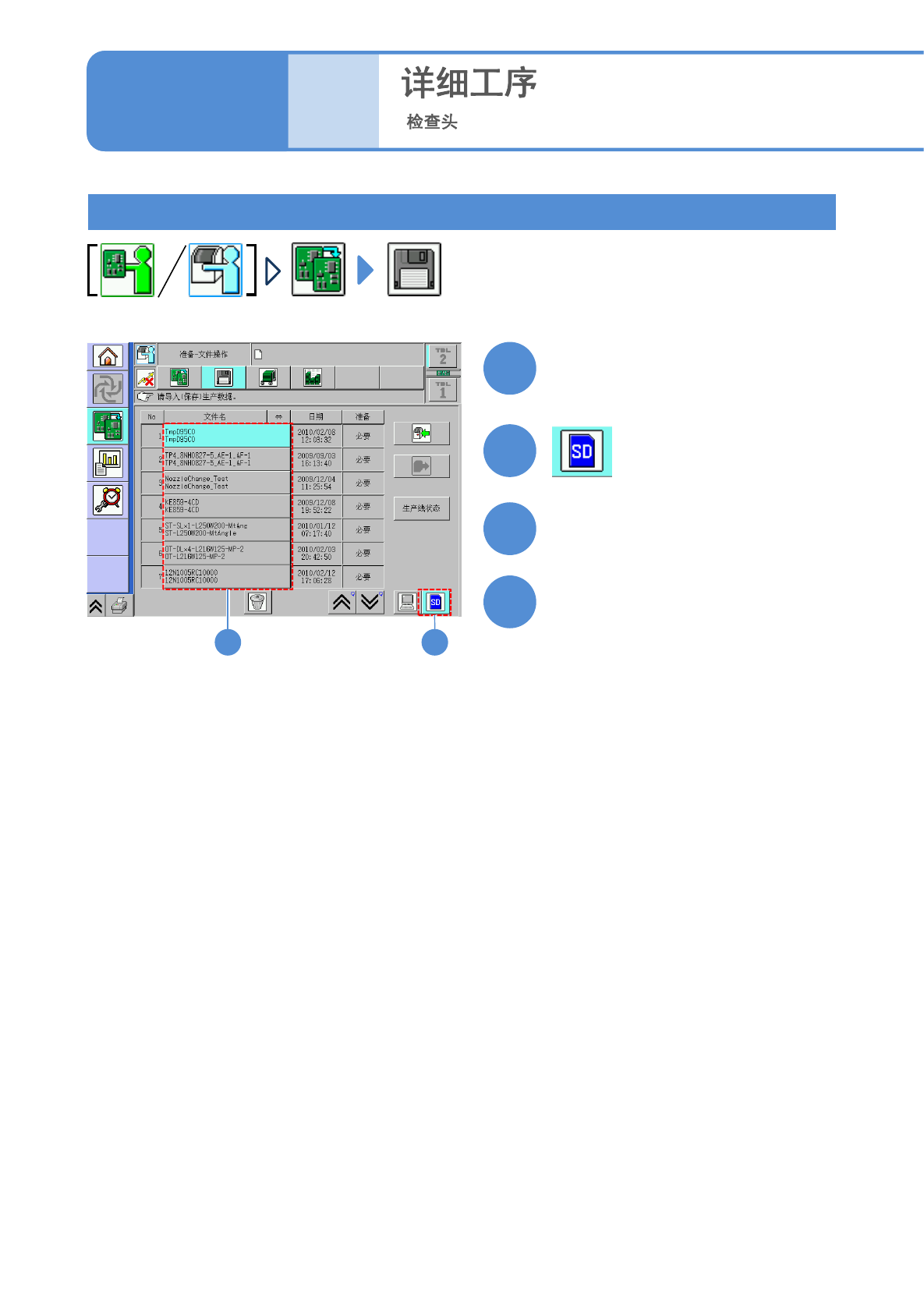
准备生产 1 (MCDATA:读取生产程序)
23
设置拷贝了MCDATA的SD卡
3
选择MCDATA
4
读取MCDATA
13-21-2
-9
5
( )
维修保养篇
13-21-2
(→ P.13-21-1
-7
‘■MCDATA的种类’)
●和通常的生产数据一样读取。
●当无法读取MCDATA时,将机器编号
设为第1台后重新读取。
NPM-W2 EJM7DC-MB-13M-02
准备生产 2 (准备验证所需材料)
1
1
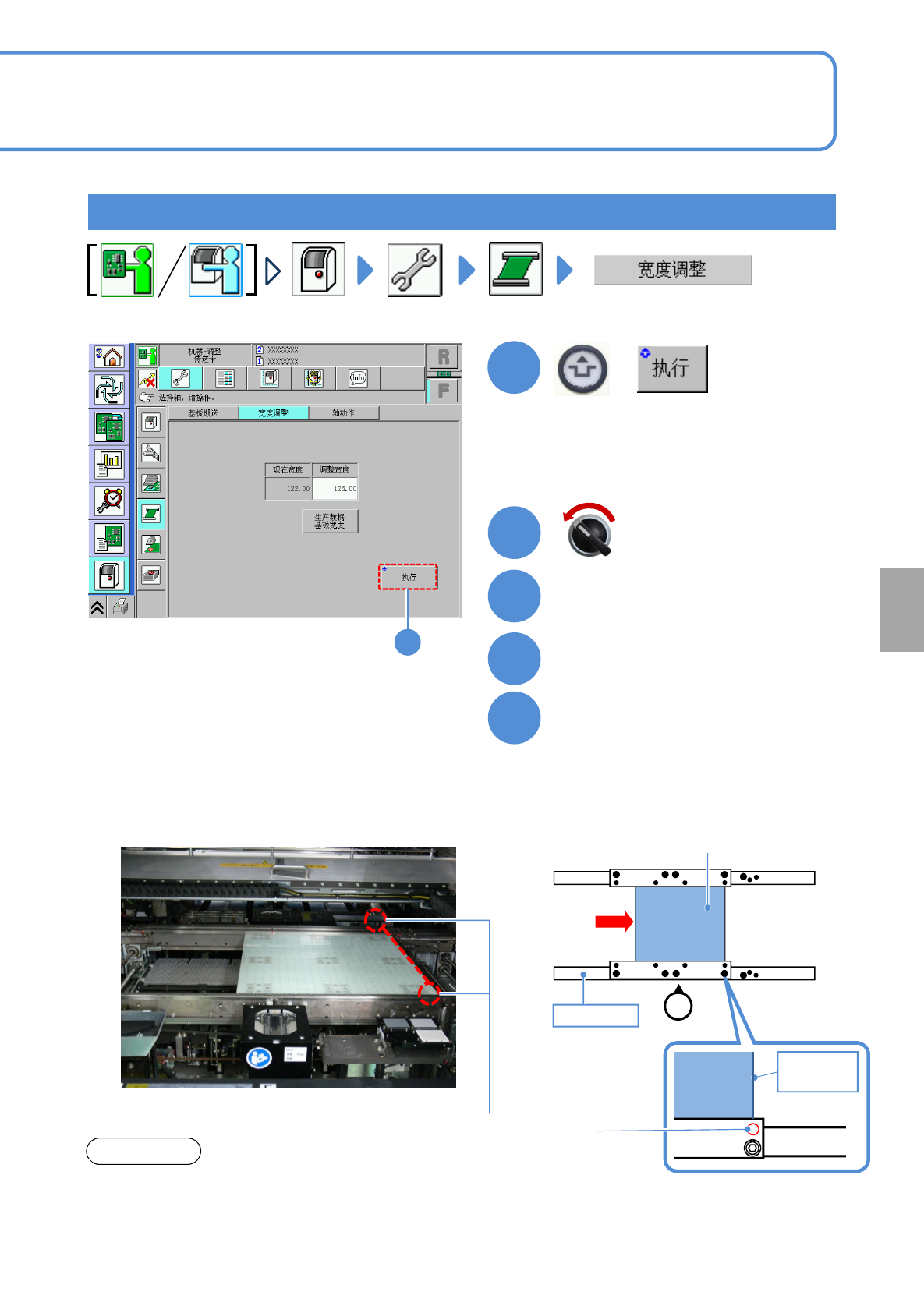
(把搬送传送带的宽度按照面补正治具的
宽度来调整)
打开安全盖
3
2
从前工程插入面补正治具
4
13-21-2
-10
ṗ
伺服开关置于OFF
设置面补正治具
5
①在通过生产数据定义的第1贴装位置或第
2贴装位置上,将面补正治具的边缘对准
各个基准孔后进行设置。
(左→右流动、右→左流动都同样。)
■设置到第1贴装位置上时
②将面补正治具的FIXED RAIL
SIDE(TYPE A)设置到基准轨侧。
③使基准轨紧贴到治具上。
●为双轨模式时,切换到单轨模式。
(→ P.11-3-1)
面补正治具
操作员
①
基准轨道
FIXED RAIL
SIDE(TYPE A)
面补正
治具
面补正治
具右端
基准孔(φ1mm)
注意
●面补正的基准孔与精度验证的基准孔有所不同。请
小心不要弄混。
+