劲拓回流焊用户手册(标准机).pdf - 第70页
设备保养及维护 T E A 系列无铅回流焊机用户手册 当 PCB 运输链条长时间在高温下运转后, 受到材料热胀冷缩的影响, PCB 运输链条材质会发生相应的变化, 出现变长现象, 导致设备上的张紧机构失效, 因此需对 PCB 运输链条的张紧力进行调整, 调整方法为: 裁剪 PCB 运输链条长度。操作方法如下 : 1 . 3 使用专用链条裁剪治具 专用轴 专用治具 顶针 操作方法: 1. 将 PCB 运输链条放入专用治具内。 2 . 用活…

TEA 系列无铅回流焊机用户手册 设备保养及维护
·循环导轨从“in”到“out”,再次擦拭丝杆。
·用润滑脂 Krytox GPL227 在丝杆表面涂上一定的长度,并移动导轨,使丝杆表面均匀布满润滑脂。
·移走托盘。
6.3 PCB 运输链条、中支链条、网带张紧方法及操作步骤
1. PCB 运输链条张紧:
链条张紧范围示意图:
1 .标示区域距离〉10mm 属于正常范围
2.标示区域
距离〈5mm 时,链条张紧属于失效状态,
建议把运输链条截掉 1 扣。
- 65 -
设备保养及维护 TEA系列无铅回流焊机用户手册
当 PCB 运输链条长时间在高温下运转后,受到材料热胀冷缩的影响,PCB 运输链条材质会发生相应的变化,
出现变长现象,导致设备上的张紧机构失效,因此需对 PCB 运输链条的张紧力进行调整,调整方法为:裁剪 PCB
运输链条长度。操作方法如下:
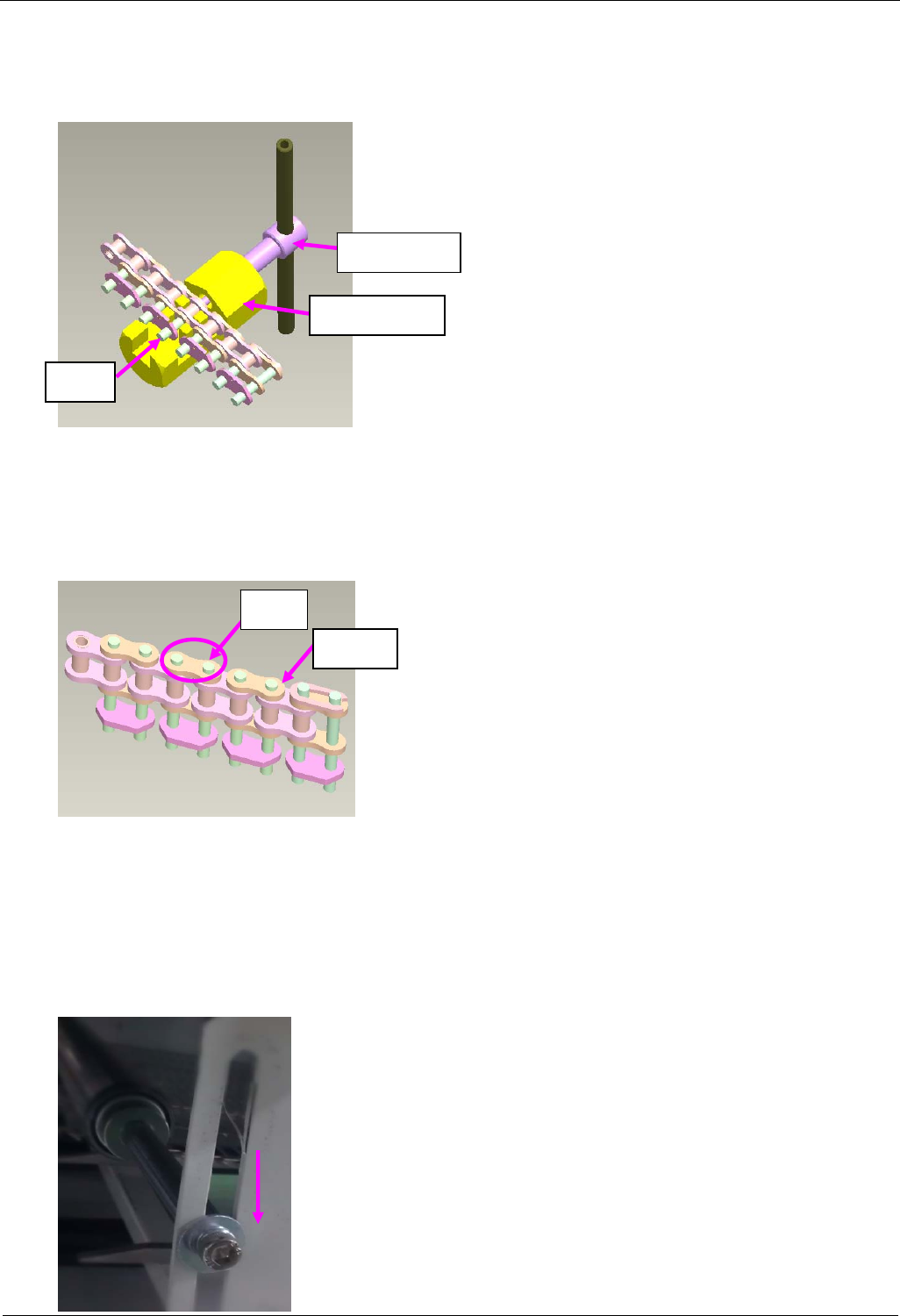
1.3使用专用链条裁剪治具
专用轴
专用治具
顶针
操作方法:1.将 PCB 运输链条放入专用治具内。
2.用活动扳手固定专用治具。
3.旋转顶针,使 PCB 运输链条销轴脱离链条。
4.分开链条,即完成链条的裁剪。
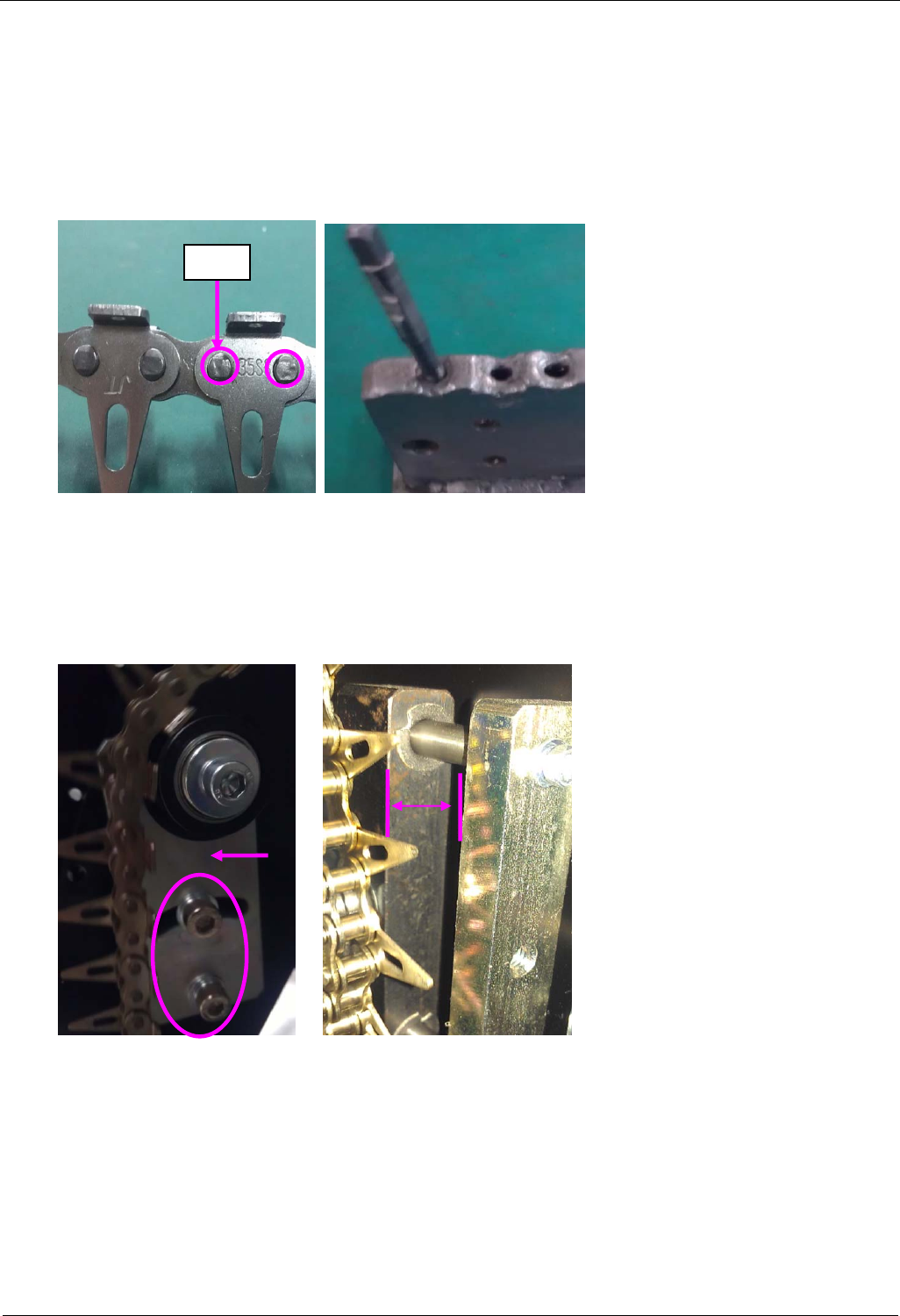
1.4磨机裁剪
挡片
顶针
操作方法:用磨机将上图中两销轴磨平,取下挡片,从另一侧取下两销轴连接的链珠即可。
(2). 网带张紧:
当传输网带长时间在高温下运转后,受到材料热胀冷缩的影响,网带材质会发生相应的变化,出现变长现象,
导致网带张紧力不够,因此需对网带的张紧力进行调整,调整方法及步骤如下:
将出入口网带张紧滚筒向下压来调整网带张紧力,当网带张紧力调整到合适时(网带不出现抖动现象为合适),
并锁紧固定螺钉。如下图
- 66 -
TEA 系列无铅回流焊机用户手册 设备保养及维护
操作方法:将入口、出口网带调整支架上的滚筒支杆向下调整,使其网带张力合适(网带不出现抖动现象为
合适)。
(3)中支链条张紧:
当中支链条长时间在高温下运转后,受到材料热胀冷缩的影响,中支链条材质会发生相应的变化,出现变长
现象,导致设备上的张紧机构失效,因此需对中支链条的张紧力进行调整,调整方法为:裁剪中支链条或调整入
口中支链条张紧块。操作方法如下:
1.1裁剪中支链条
操作方法:
1.将中支链条销轴垂直放在治具孔内,用铁锤及专用顶针治具敲击链条销轴,使销轴脱离链条。分开即可。
2.用磨机将链条两销轴磨平,取下挡片,从另一侧取下两销轴连接的链珠即可。
1.2调整中支链条张紧块
操作方法:松开张紧块固定螺丝,按箭头方向调整张紧块,当链条张力合适后(出口张紧机构间隙达到
30mm,如上图所示),然后固定张紧块螺丝。
6.4 中央支撑系统年检说明
1.中支链条要求每年进行一次检查。
2.检查要求说明:
1)按图示方法对中支链条水平进行点检。
将标准测试板放在主传输链条上,然后把中支链条移至标准测试板下,用塞尺测量中支链条齿尖与标准 测
试板底部之间的距离。(如图 1 所示)
- 67 -
30
顶针