劲拓回流焊用户手册(标准机).pdf - 第73页
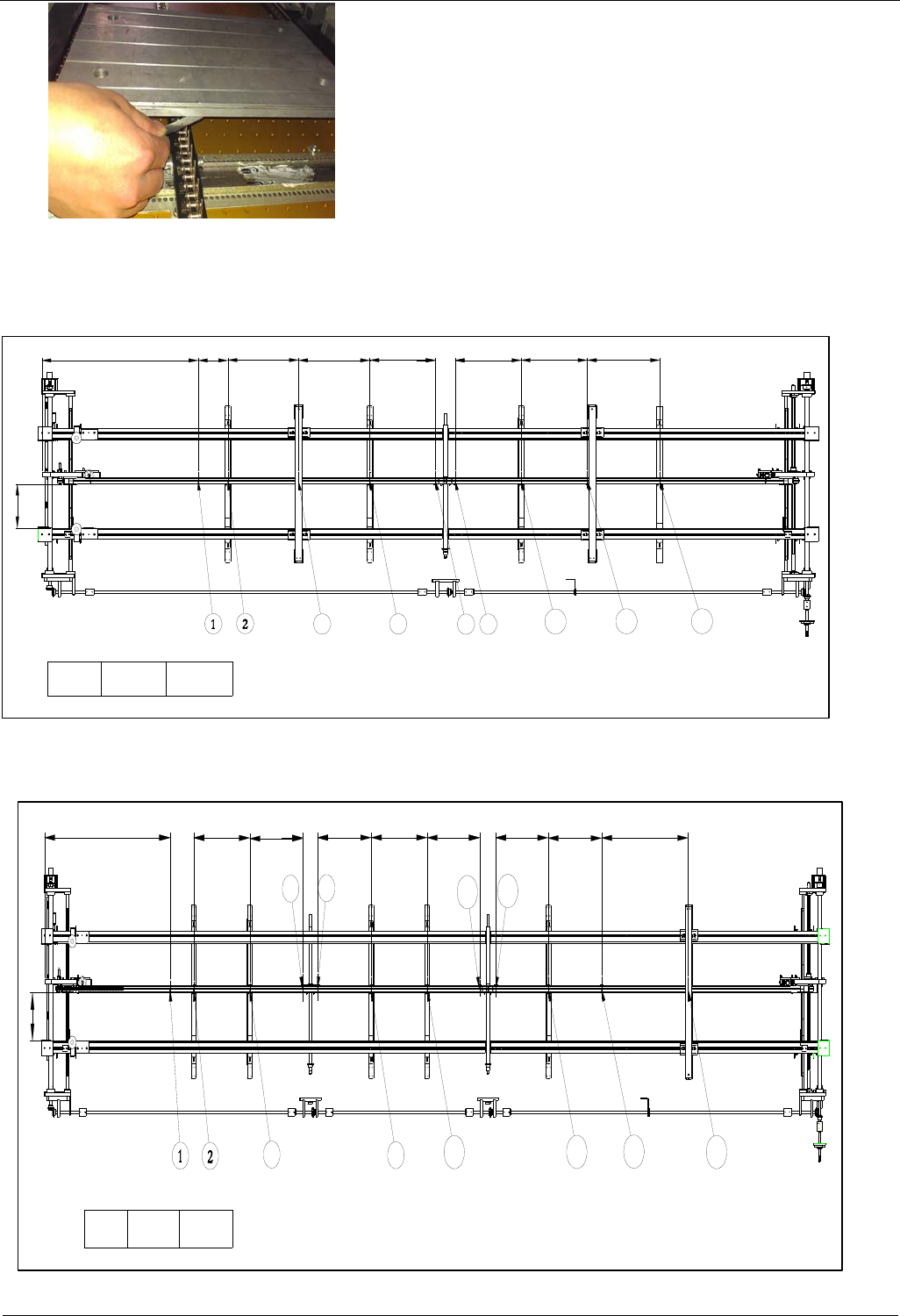
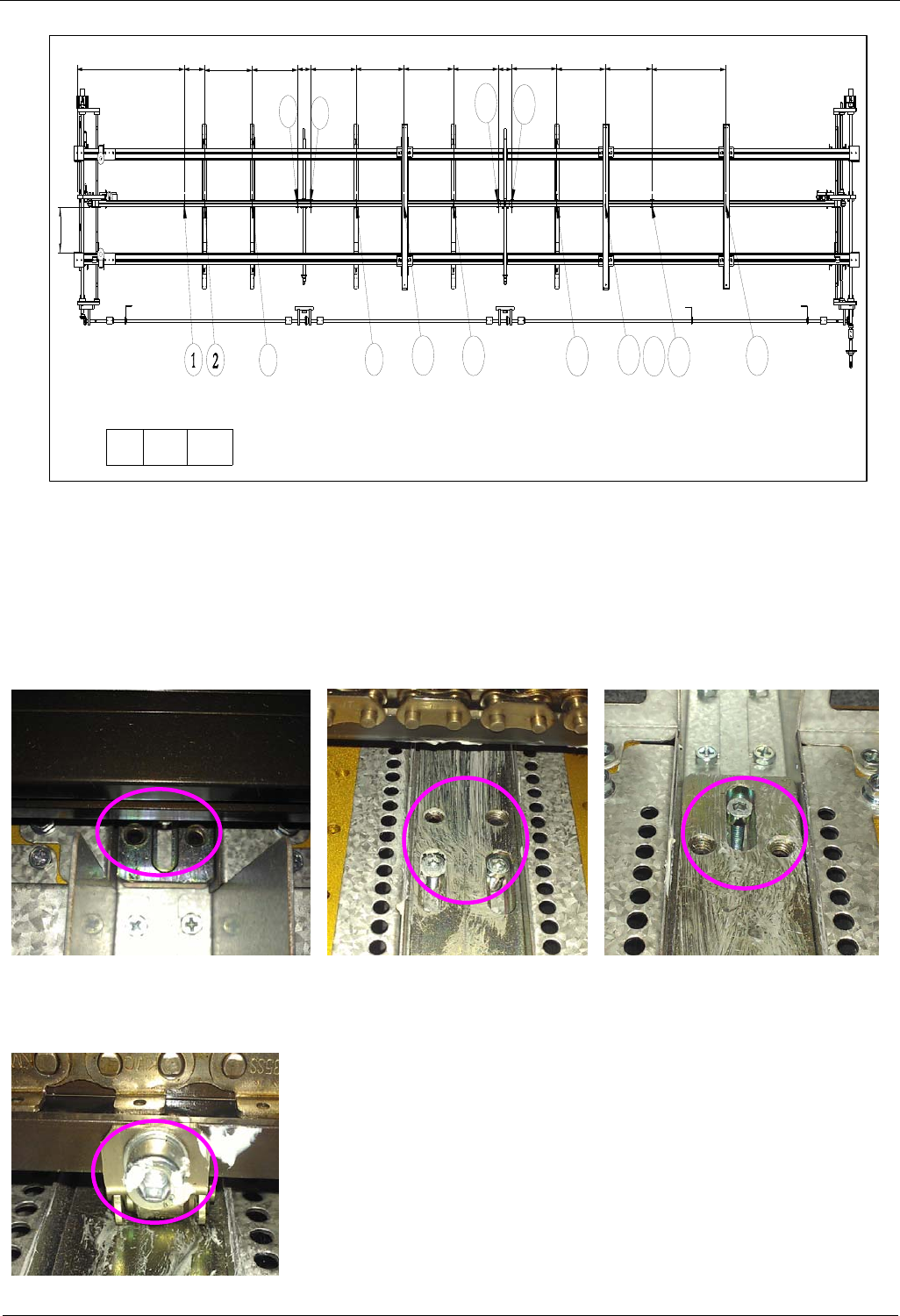
TEA 系列无铅回流焊机用户手册 设备保养及维护 160 104 108 842 L L 150mm 300mm 375 355 357 375 388 352 352 380 366.5 580 3 4 5 6 7 8 9 10 11 12 13 14 15 十温区(点检部位分布图) 3 )点检时如有部位超出 1 ± 0.5mm 范围,则需对该部位进行调整。 4 )调整方法: 若图示中“ 1 ”点超出范围,则需对“ 1 ”点相对应的零…
设备保养及维护 TEA系列无铅回流焊机用户手册
图 1
2)点检部位如下图所示,要求中支链条齿尖与运输链条销轴之间的间隙控制在 1±0.5mm(要求中支导轨距
固定边 150mm 点检一次;距固定边 300mm 点检一次)。
842 160 106
L
150mm
300mm
L
380
384
353
356
356 390
3
4
45
6
7
8
六温区(点检部位分布图)
100 108160842
L
L
150mm
300mm
375
355
359 375
352 352
358
580
3
45
6
7
8
9
10
11
12
八温区(点检部位分布图)
- 68 -
TEA 系列无铅回流焊机用户手册 设备保养及维护
160 104 108842
L
L
150mm
300mm
375
355
357
375
388
352
352
380
366.5
580
3
4
5
6
7
8
9
10
11
12
13
14
15
十温区(点检部位分布图)
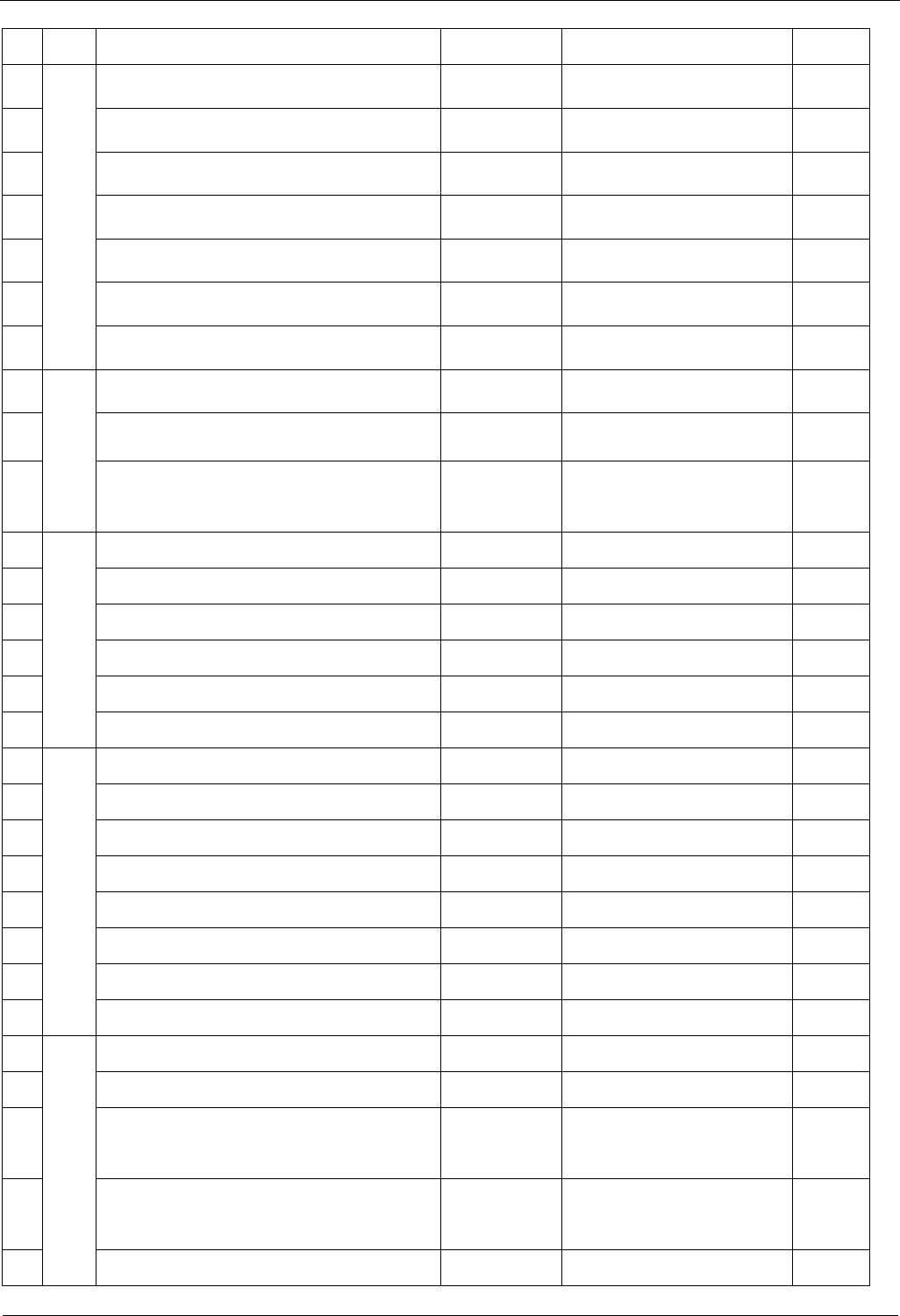
3)点检时如有部位超出 1±0.5mm 范围,则需对该部位进行调整。
4)调整方法:
若图示中“1”点超出范围,则需对“1”点相对应的零件进行调整,调整步骤为:
01,对“1”点相对应的中支辅助支撑座进行调整,调节辅助支承座孔内机米,使支承座抬高或下降,这样图
示中“1”点高度则会随之抬高或下降;相同方法对其他点位进行调整。(附图位置)
- 69 -
02.对“1”
点邻近的托轮座板进行微调(调整下图中固定托轮座的固定高度),使中支导轨抬高或下降,这样
图示中“1”点高度则会随之抬高或下降。(附图位置)
设备保养及维护 TEA系列无铅回流焊机用户手册
- 70 -
6.5 机器的点检与维护指南
序号 项目 检查内容 正常状态 维护方法 时间
1 风机是否有异响 无 通知 JT 1 次/天
2 风机转速是否正常 是 通知 JT 1 次/天
3 温度是否稳定 是 测试仪测试温度 1 次/天
4 炉体上盖是否密闭有效 是 点检炉膛限位开关 1 次/ 周
5 炉内是否清洁无元器件等杂物 是 吸尘器清洁 1 次/周
6 炉内整流板有无助焊剂残留 无或很少 冷却后清洗液擦拭 1 次/ 周
7
加热
系统
炉内整流板上热电偶安装是否良好 无偏位 调整热电偶位置 1 次/ 周
8 冷却区整流板上是否有助焊剂残留物 少 冷却后清洗液擦拭 1 次/ 2 周
9 冷却区是否有杂物 无 吸尘器清洁 1 次/2 周
10
冷却
系统
冷凝器是否有助焊剂残留 少
冷却后清洗液浸泡刷洗(干
燥后装入机体)
1次/ 2周
11 PC 键盘以及 UPS 表面是否清洁 洁净 用抹布沾清洗液擦拭 1 次/天
12 PC 机后端各电缆线是否松动 紧固 锁紧相关螺丝 1 次/天
13 控制箱内与散热风扇是否有积尘 洁净 断电,用干抹布擦拭 1 次/月
14 炉体散热风扇运转是否正常 运转无噪音 检查风扇电压是否正常 1 次/周
15 各电器线路是否松动 紧固 锁紧相关螺丝 1 次/半年
16
电气
系统
抽风风机是否正常运转无杂音 运转无噪音 点检风机内是否有杂物 1 次/天
17 运转有无振动、无杂音 无 对马达转轴调整或润滑 1 次/月
18 主传动链条是否有润滑脂 有 加润滑脂 1 次/月
19 马达固定螺丝有无松脱 无 锁紧相关螺丝 1 次/月
20 传动链条张紧是否适宜 张紧适宜 调节张紧轮 1 次/月
21 所有主传动齿轮是否在同一平面 同一平面 调整齿轮位置 1 次/月
22 主传动六方轴是否有润滑脂 有 加润滑脂 1 次/月
23 编码器联轴器是否松动 紧固 调整联轴器紧固基米 1 次/月
24
运输
马达
传动齿轮定位螺丝有无松脱 无 锁紧螺丝 1 次/月
25 入、出口机头导向轴是否转动 转动 对导向轴进行清洁调整 1 次/天
26 入、出口机头牙箱是否有润滑脂 有 加润滑脂 1 次/月
27 运输链条是否打洁光亮
不打结、光亮无
杂物
拆下链条用煤油清洗或用超
声波清洗
1次/季度
28 入、出口检板光眼能否检测
有板两色灯都
亮
调节光眼感应或通知 JT 1 次/天
29
运输
导轨
运输链条是否有润滑脂 有 加高温润滑油 1 次/周