SPCworks 中文说明[REV 1.2].pdf - 第44页
SPCworks 统计软 件 SPI HS30 34 REV 1 .2 (∵ M = 2 L U S S + , T = L U S S - ) [ 图 3-33 ] 有偏 倚 时 工程 能力 指 数 偏倚度 (K ) 是 偏倚的大 小 |M - m | 除以 许可 误差 的 大小 ( L U S S - ) / 2. 特别 目 标值 ( M )和品质 特性值的 平均( m ) 一致时, 偏 倚度 K= 0, PK P C C = . …
3. 统计系工程分析和工程控制
PARMI CO., LTD.
33
REV 1.2
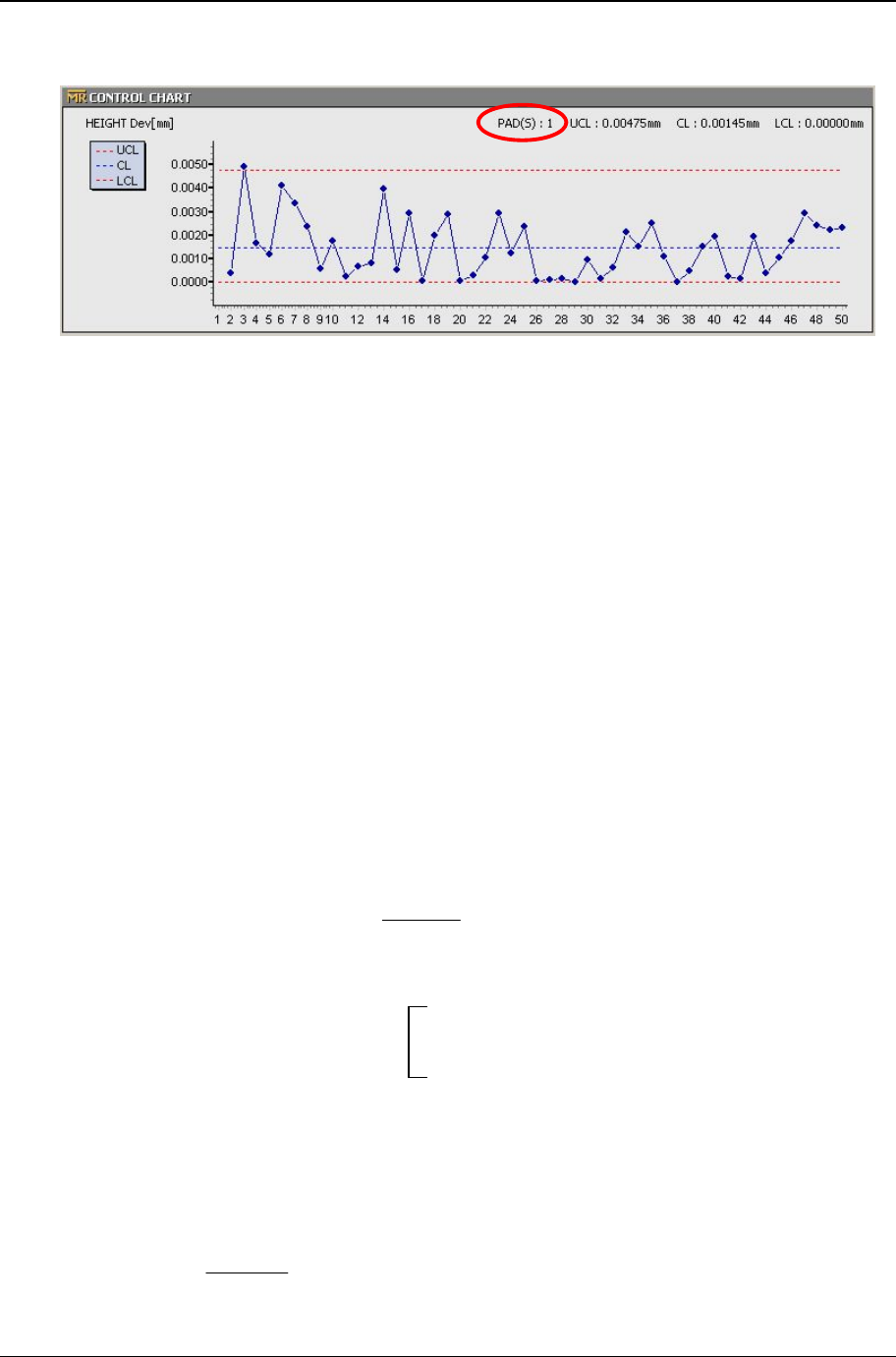
[图 3-32] 移动范围管理图(MR Control Chart)
3.7 工程能力分析(Process Capability Analysis)
锡膏印刷工程能力(Process Capability)是印刷机在基板上印刷锡膏过程当中,印刷状态是否均一
且是否高品质水准印刷的尺度.规格上限(USL: Upper Specific Limit), 规格下限(LSL : Lower
Specific Limit)、工程西格玛(
s
)等计算制程能力指数. 工程规格(Specification)由使用者定义决定.
3.7.1 工程能力指数及工程能力评估
锡膏的高度, 面积, 体积, 偏位等设定上、下限规格时,按品质分布特性来分为有无偏倚工程能力
指数. 工程能力指数公式如下定义. 公式中
U
S :规格上限(USL: Upper Specific Limit),
L
S
:规
格下限(LSL: Lower Specific Limit) 显示.
无偏倚时工程能力指数
P
C =
s
6
LU
SS -
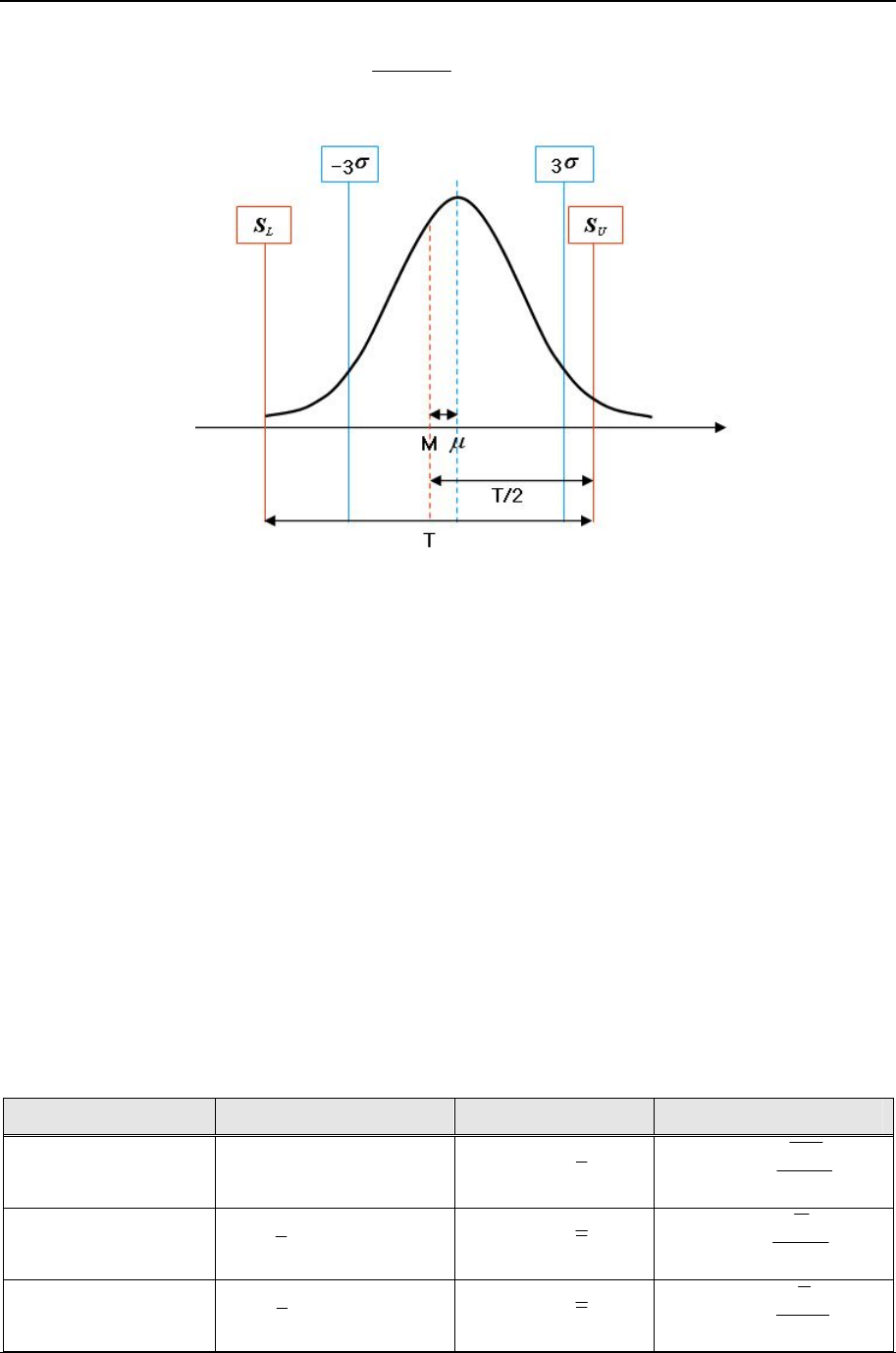
有偏倚时工程能力指数
PK
C = (1 – K)
P
C (0 < K < 1)
0 ( K >= 1)
K是代表工程特性的偏倚度(non-centering correction)如下定义.
偏倚度 K =
2
/
||
T
M
m
-
= |2|
m
-+
LU
SS / (
LU
SS - )
SPCworks 统计软件
SPI HS30
34
REV 1.2
(∵ M =
2
LU
SS +
, T =
LU
SS - )
[图 3-33] 有偏倚时工程能力指数
偏倚度(K)是偏倚的大小 |M-
m
|除以许可误差的大小 (
LU
SS - ) / 2. 特别目标值(M)和品质
特性值的平均(
m
)一致时,偏倚度 K= 0,
PKP
CC = .
偏倚度(K)定义里,M是规格中心(目标值), T/2是规格中心到规格极限距离的许可误差. 工程平
均(
m
)超过规格(USL或LSL)时,偏倚度(K)值超过1. 这时偏倚度
PK
C =0.
注:当分布中心(M)与公差中心(
m
)重合时,工程能力指数记为Cp。当分布中心与公差中心有偏
倚时,工程能力指数记为Cpk。运用工程能力指数,可以帮助我们掌握生产过程的质量水平
工程西格玛 (
s
) 如下表来计算.
[表 3-8] 部分群大小(n)不同时分析图, 工程均及工程西格玛
部分群大小(n) 分析图
工程平均(
m
)
工程西格玛(
s
)
n = 1 时 x-MR 管理图
m
=
x
s
=
)2(
2
d
RM
n <= 10 时
Rx
-
管理图
m
= x
s
=
)(
2
nd
R
n > 10 时
Sx
-
管理图
m
= x
s
=
)(
4
nc
S
3. 统计系工程分析和工程控制
PARMI CO., LTD.
35
REV 1.2
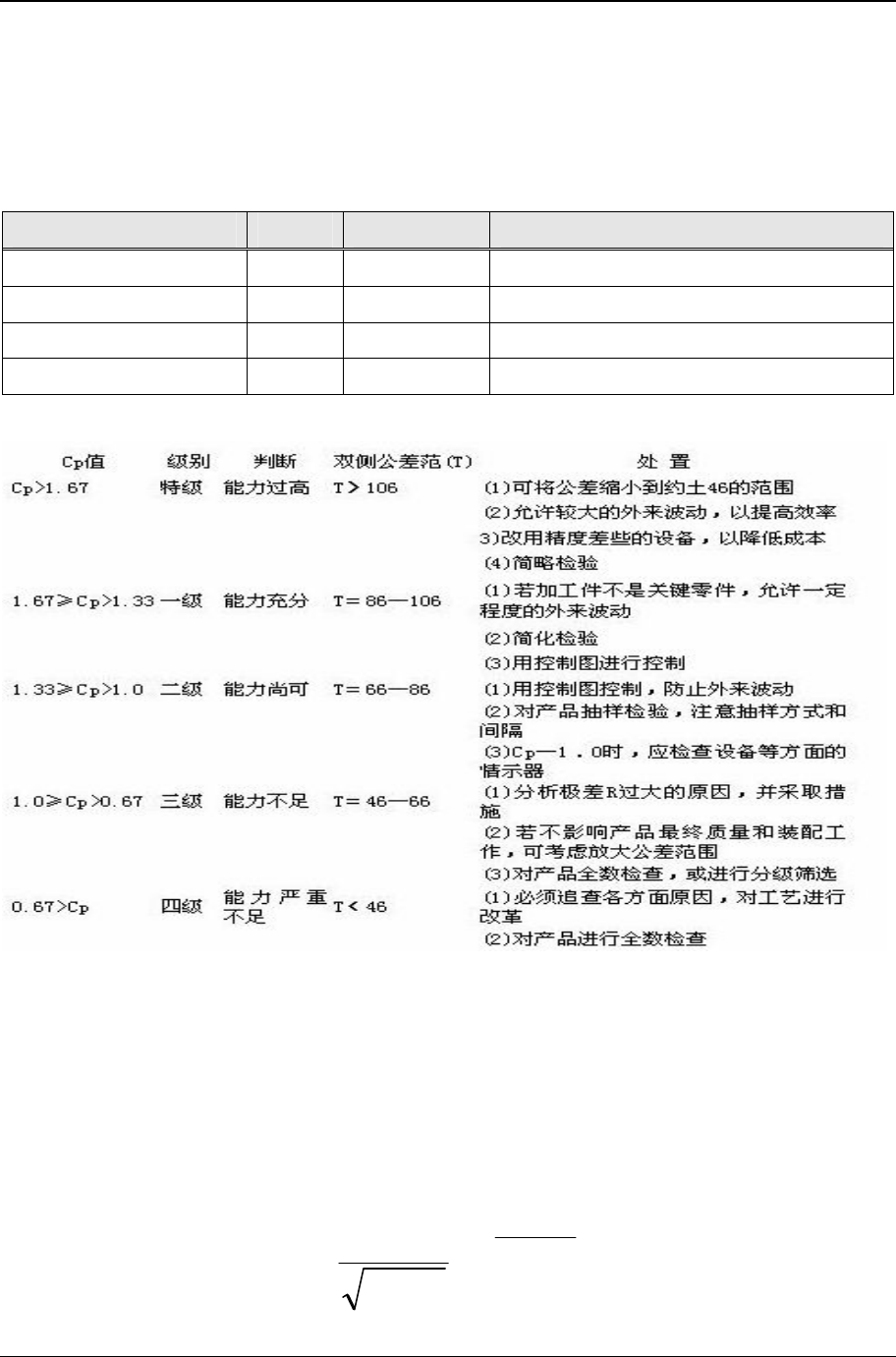
利用工程能力指数把工程能力评价的标准(下表3-9).
[表 3-9] 工程能力判定标准
工程能力范围 等级 判定 措 施
1.333 <=
P
C
A 级 很满足 工程能力优秀状态
1.0 <=
P
C < 1.333
B 级 满足 维持/必要时需改善
0.667 <=
P
C < 1.0
C 级 不满足 作业方法变更/补助工程能力向上
P
C < 0.667
D 级 非常不满足
3.7.2 工程能力分析窗口
工程能力分析窗口是显示工程分布的Gaussian图形和工程特性数据表来构成. Gaussian图形公式
以下定。工程平均(
m
)和工程西格玛(
s
)来定义的定规分布曲线(工程平均(
m
)基准对置形).工程
西格玛(
s
)越大,图形越宽,工程西格玛(
s
)越小图形宽度越窄.
2
2
2
)(
2
2
1
)(
s
m
ps
--
´=
x
exf