00196043-05 - SG X und X4I FSE_de.pdf - 第189页
Portal Übersicht Mechanischer Aufbau der X- und Y-Achsen 189 Student Guide SIPLACE X-Serie und X4I FSE Mechanischer Aufbau der Portale Legende Beschreib ung 6.1.1.1 Beschreibung Über die Linearführungen, die über und unt…
Portal
Mechanischer Aufbau der X- und Y-Achsen Übersicht
Student Guide SIPLACE X-Serie und X4I FSE 188
Portal
6Portal
Übersicht
6.1 Übersicht
Die Portale der SIPLACE X-Maschinen bestehen jeweils aus einer X- und Y-Achse. Beide Achsen
werden von einem Linearmotor, der mit einem integrierten Temperatursensor ausgestattet ist,
angetrieben. Diese Temperatursensoren dienen lediglich zur Überwachung der Motorwicklungen. In
Transportrichtung gesehen bewegen sich die Y-Motoren von rechts nach links in positivere Richtung
(neues Koordinatensystem), die X-Motoren bewegen sich vom Eingabeband des Transports in Richtung
Ausgabeband in positivere Richtung. Der Koordinatenursprung befindet sich genau in der Mitte der
Maschine. An den Kopfplatten der jeweiligen X-Achsen werden die Bestückköpfe montiert.
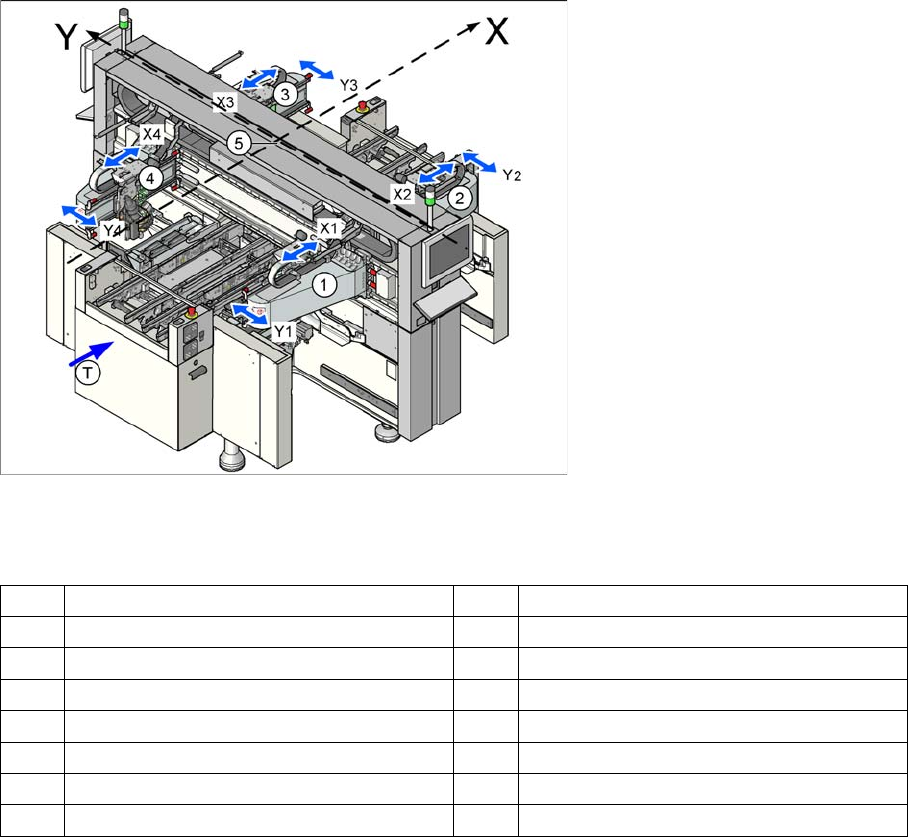
Position der Portale X4I-Maschine
Legende
Mechanischer Aufbau der X- und Y-Achsen
6.1.1 Mechanischer Aufbau der X- und Y-Achsen
Der mechanische Aufbau der X- und Y-Achsen ist grundsätzlich identisch.
X X-Achse – positive Verfahrrichtung Y Y-Achse – positive Verfahrrichtung
1 Portal 1 im Bestückbereich 1 3 Portal 3 im Bestückbereich 2
X1 X-Achse, Portal 1 X3 X-Achse, Portal 3
Y1 Y-Achse, Portal 1 Y3 Y-Achse, Portal 3
2 Portal 2 im Bestückbereich 2 4 Portal 4 im Bestückbereich 1
X2 X-Achse, Portal 2 X4 X-Achse, Portal 4
Y2 Y-Achse, Portal 2 Y4 Y-Achse, Portal 4
T Transportrichtung 5 Koordinatenursprung
Portal
Übersicht Mechanischer Aufbau der X- und Y-Achsen
189 Student Guide SIPLACE X-Serie und X4I FSE
Mechanischer Aufbau der Portale
Legende
Beschreibung
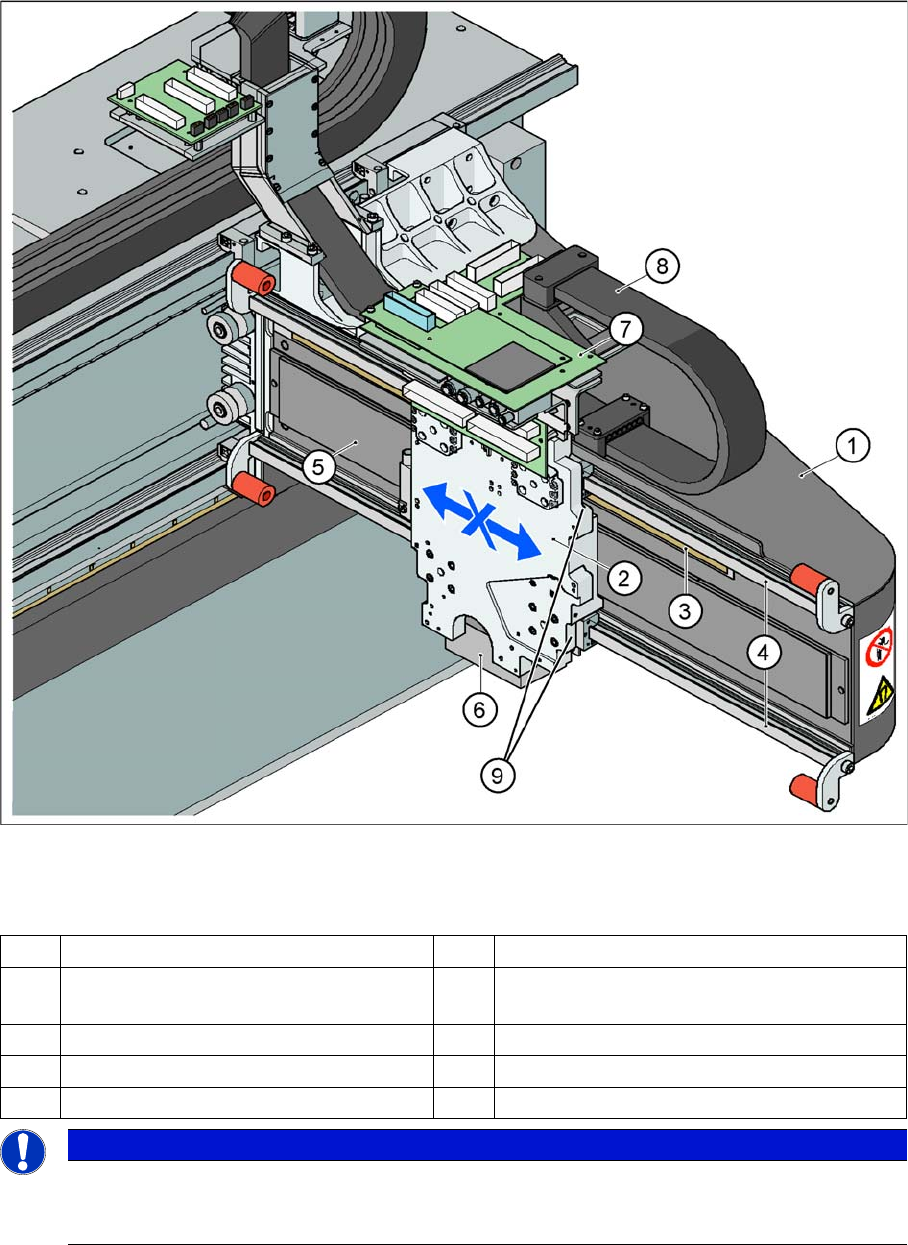
6.1.1.1 Beschreibung
Über die Linearführungen, die über und unter dem Sekundärteil des Linearmotors montiert sind, wird die
Kopfmontageplatte mit dem Bestückkopf in X-Richtung geführt. Die Y-Achse bewegt das gesamte X-
Portal mit dem Bestückkopf.
1 X-Portal aus Kohlefaser 6 LP-Kamera unter der X-Achse
2 Kopfmontageplatte mit integriertem
Primärteil des Linearmotors der X-Achse.
7 Leiterplatten (Kopfinterface mit Vision-Board,
darunter senkrecht - Kopfadapterboard)
3 Inkremental-Maßstab 8 Kabelschlepp X-Achse
4 Linearführungen X-Achse (oben/unten) 9 Temperatursensoren
5 Sekundärteil X-Achse (Magnete)
HINWEIS
Um die Bestückgenauigkeit zu verbessern kompensieren die Temperatursensoren in
Abhängigkeit von der Temperatur der Kopfmontageplatte den Offset zwischen LP-Kamera und
Pipette.
Portal
Referenzlauf-Abfolge an X- und Y-Achse (A364) Referenzlauf Portal (mit A364)
Student Guide SIPLACE X-Serie und X4I FSE 190
Zur Positionsbestimmung der Achsen werden Inkrementalmaßstäbe (aus Metall), die über dem
Sekundärteil bei der X-Achse und unter dem Sekundärteil bei der Y-Achse aufgeklebt sind, verwendet.
Eine entsprechende Leseeinheit liest die Inkremente, die zur Bestimmung der Position der Achsen und
zur Regelung der Motoren an die Achskarten weitergeleitet werden.
Jede X- und Y-Achse ist an den Enden mit Hardwareanschlägen in Form von Gummipuffern
ausgestattet.
Referenz lauf Portal (mit A364)
6.2 Referenzlauf Portal (mit A364)
Referenzlauf-Abfolge an X- und Y-Achse (A364)
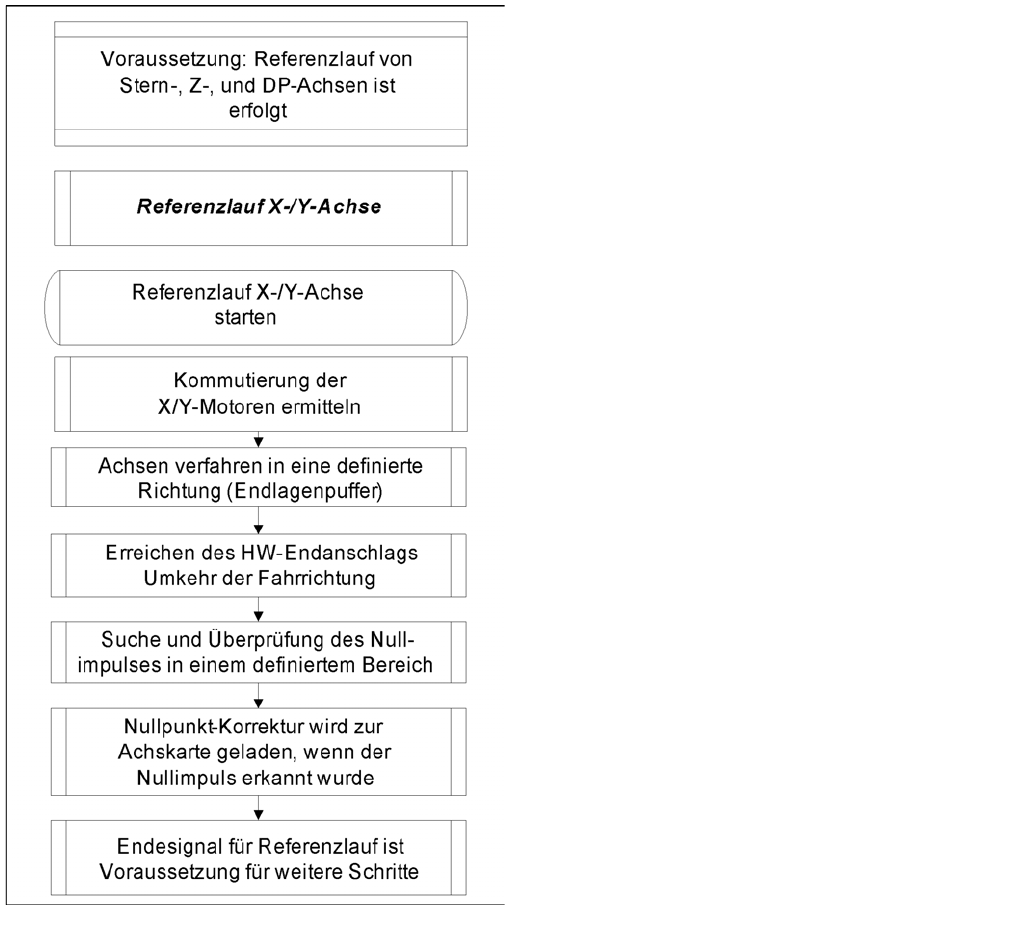
6.2.1 Referenzlauf-Abfolge an X- und Y-Achse (A364)
X- und Y-Kommutierungspunktsuche (A364)
6.2.2 X- und Y-Kommutierungspunktsuche (A364)
Eine Kommutierungspunktsuche für die 3-phasigen AC-Antriebe des Portals startet gleich nachdem der
Referenzlauf der Kopfachsen erfolgreich beendet wurde.
1. Kommutierungspositionssuche beim allerersten Referenzlauf:
Vorbedingung und Funktion:
Referenzlauf Abfolge
Nach der Kommutierungssuche steht der Motor in
Lageregelung in einer undefinierten Position. Beim
Referieren mittels Puffererkennung
(Hardwareanschläge) fährt die Achse sukzessive gegen
den Puffer. D. h. es werden vom Achscontroller feste
Sollwerte vorgegeben, welche sich dem mechanischen
Anschlag immer weiter nähern.
Mit dieser Annäherungsfunktion wird nach einer
bestimmten Zeit ein Zustand erreicht, in dem die
vorgegebene Zielposition nicht mehr erreicht wird
(Istposition ≠ Sollposition, die Achse steht am
Hardwareanschlag (Puffer)).
Nach einer bestimmten Zeit (ca. 10 ms) und dem
Erreichen eines bestimmten Motorstroms wird die
Verfahrrichtung umgedreht und die Achse sucht in einem
definierten Bereich den Nullimpuls. Dieser muss
innerhalb einer vorgegebenen Verfahrstrecke gefunden
werden. Wurde ein Nullimpuls gefunden, so erfolgt eine
Überprüfung auf weitere Nullimpulse in einem Bereich
von ca. 2,5 mm.
Nach dem Erreichen und Überprüfen des Nullimpulses
steht die Achse in einer definierten Position.
Der Referenzlauf der Hauptachsen wird an allen 4
Portalen gleichzeitig gestartet.