00196043-05 - SG X und X4I FSE_de.pdf - 第232页
C&P20A Vorbereitung der Z-Achse vor Referenzlauf Referenzlauf C &P20A-Kopf Student Guide SIPLACE X-Serie und X4I FSE 232 Referenzlauf C &P20A-Kopf 7.3 Referenzlauf C&P20A-Kopf Vorbereitu ng der Z- Achse v…
C&P20A
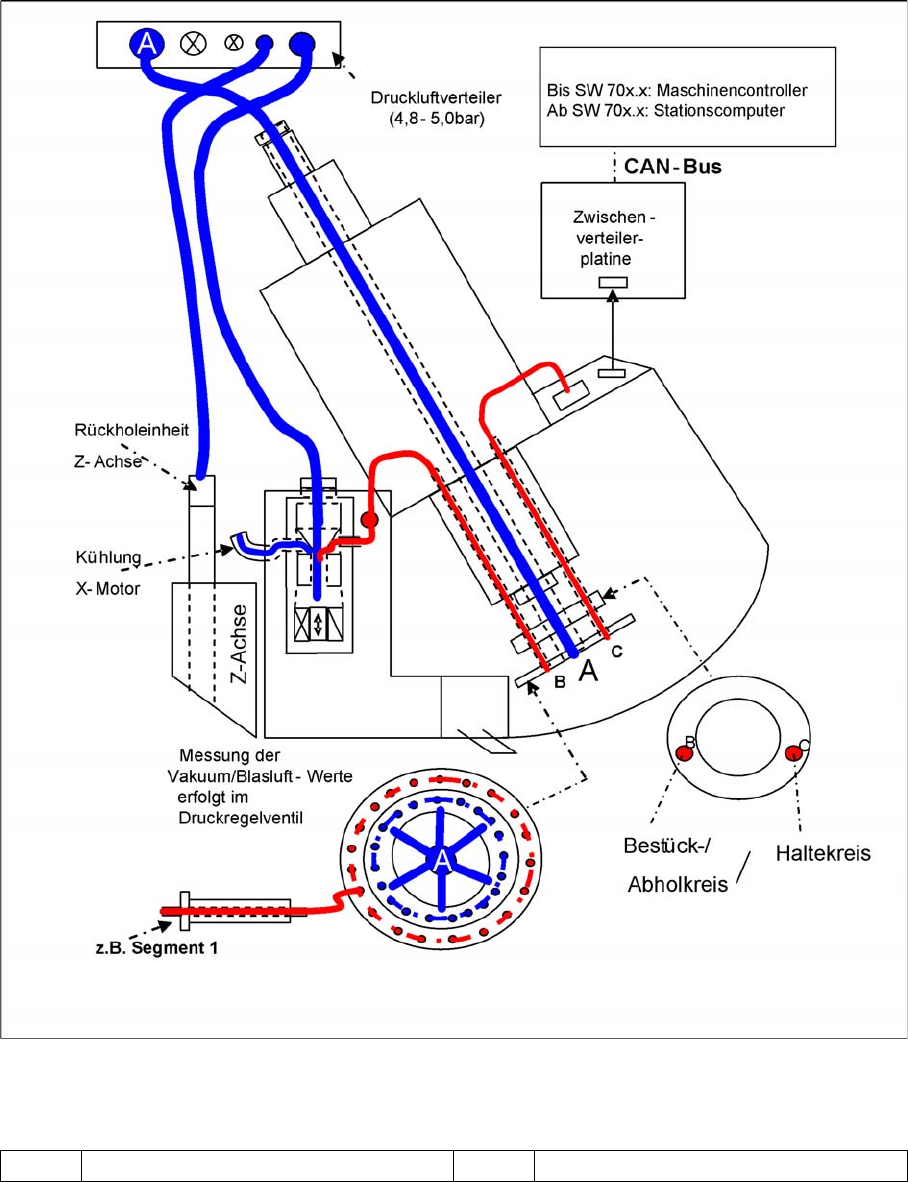
Übersicht Druckluftversorgung C&P20A
231 Student Guide SIPLACE X-Serie und X4I FSE
Übersich t Vakuumversorg ung
7.2.5.2 Übersicht Vakuumversorgung
Symbolische Darstellung der Funktion Vakuum
Legende
ROT Vakuum BLAU Druckluft (Blasluft)
C&P20A
Vorbereitung der Z-Achse vor Referenzlauf Referenzlauf C&P20A-Kopf
Student Guide SIPLACE X-Serie und X4I FSE 232
Referenzlauf C &P20A-Kopf
7.3 Referenzlauf C&P20A-Kopf
Vorbereitung der Z-Achse vor Referenzlauf
7.3.1 Vorbereitung der Z-Achse vor Referenzlauf
Referenzlauf C&P20-Kopf
Der C&P20-Kopf verfügt über 22 Achsen: die Z-Achse,
die Sternachse und 20 unabhängig voneinander
arbeitende DP-Achsen sowie die X- und Y-Achsen für
das Portal. Vor dem Start der Bestückung müssen alle
Achsen initialisiert werden, damit die Steuerung erkennt,
wo deren tatsächliche mechanische Ausgangsposition
ist. Beim Hochlaufen der Software werden, nachdem die
Firmware des DP-Masters geladen worden ist, die DP-
Achsen sofort auf die 0°-Position gedreht.
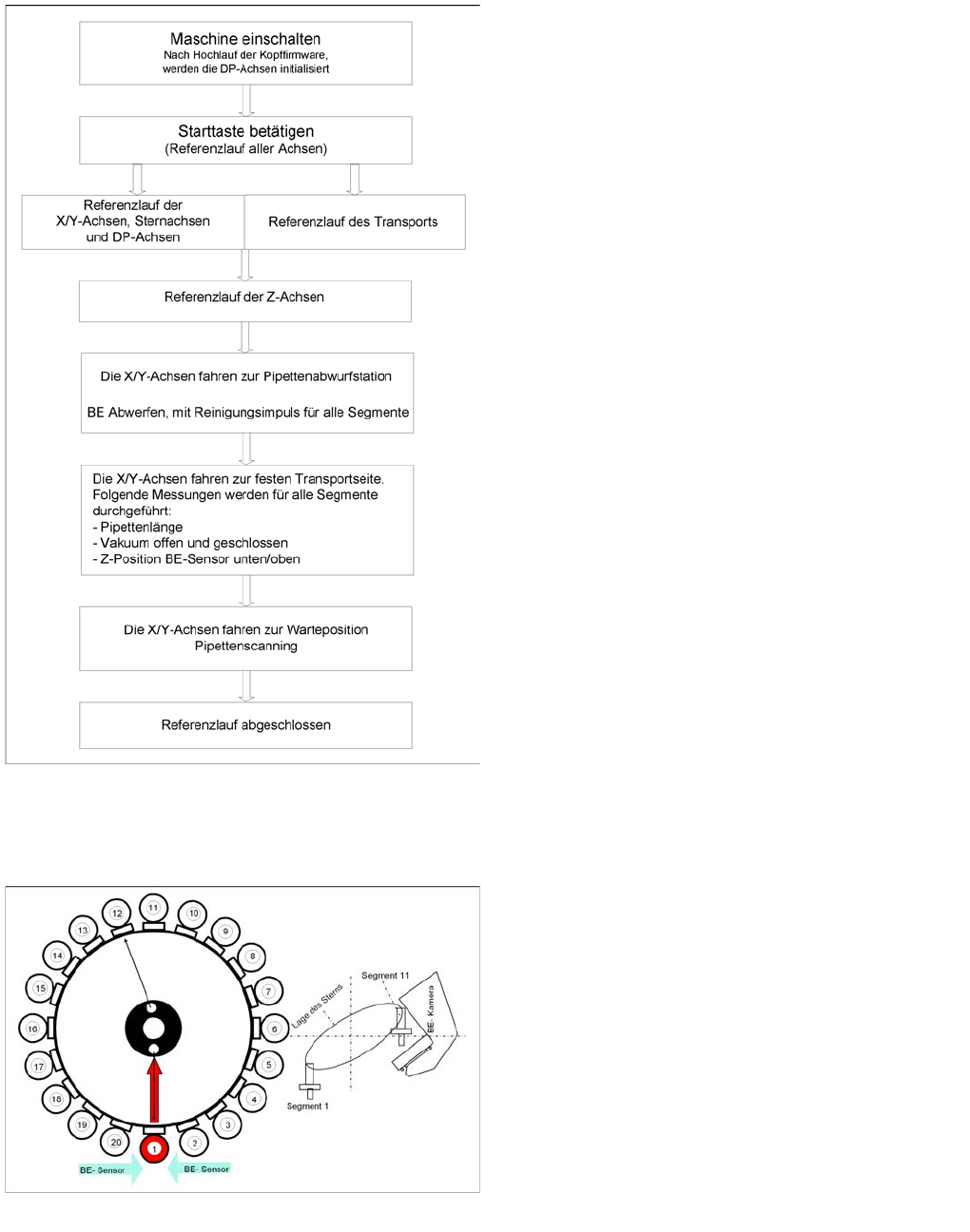
Allgemeiner Ablauf
▪ Der Referenzlauf der einzelnen Achsen konnte
soweit optimiert werden, dass die X-, Y-, Stern- und
alle DP-Achsen sichtlich zur gleichen Zeit starten.
Wie im Ablaufdiagramm zu sehen ist, wird nur noch
die Z-Achse als letzte Achse verfahren.
Vorbereitung der Z-Achse vor Referenzlauf (C&P20A)
Durch die Rückholeinheit an der Z-Achse steht diese
schon nach dem Starten der Maschine in einer sicheren
Position (Z-Oben). Dies ist die Voraussetzung dafür,
dass der Referenzlauf der Sternachse gestartet werden
kann.
C&P20A
Referenzlauf C&P20A-Kopf Referenzlauf Stern-Achse
233 Student Guide SIPLACE X-Serie und X4I FSE
Referenzlauf Stern-Achse
7.3.2 Referenzlauf Stern-Achse
Z-Achsen-Referenzlauf
7.3.3 Z-Achsen-Referenzlauf
Referenzlauf D P-Achse
7.3.4 Referenzlauf DP-Achse
▪ Hochlauf der Maschine: Nachdem die DP-Master-Firmware geladen ist, werden die DP-Antriebe
initialisiert.
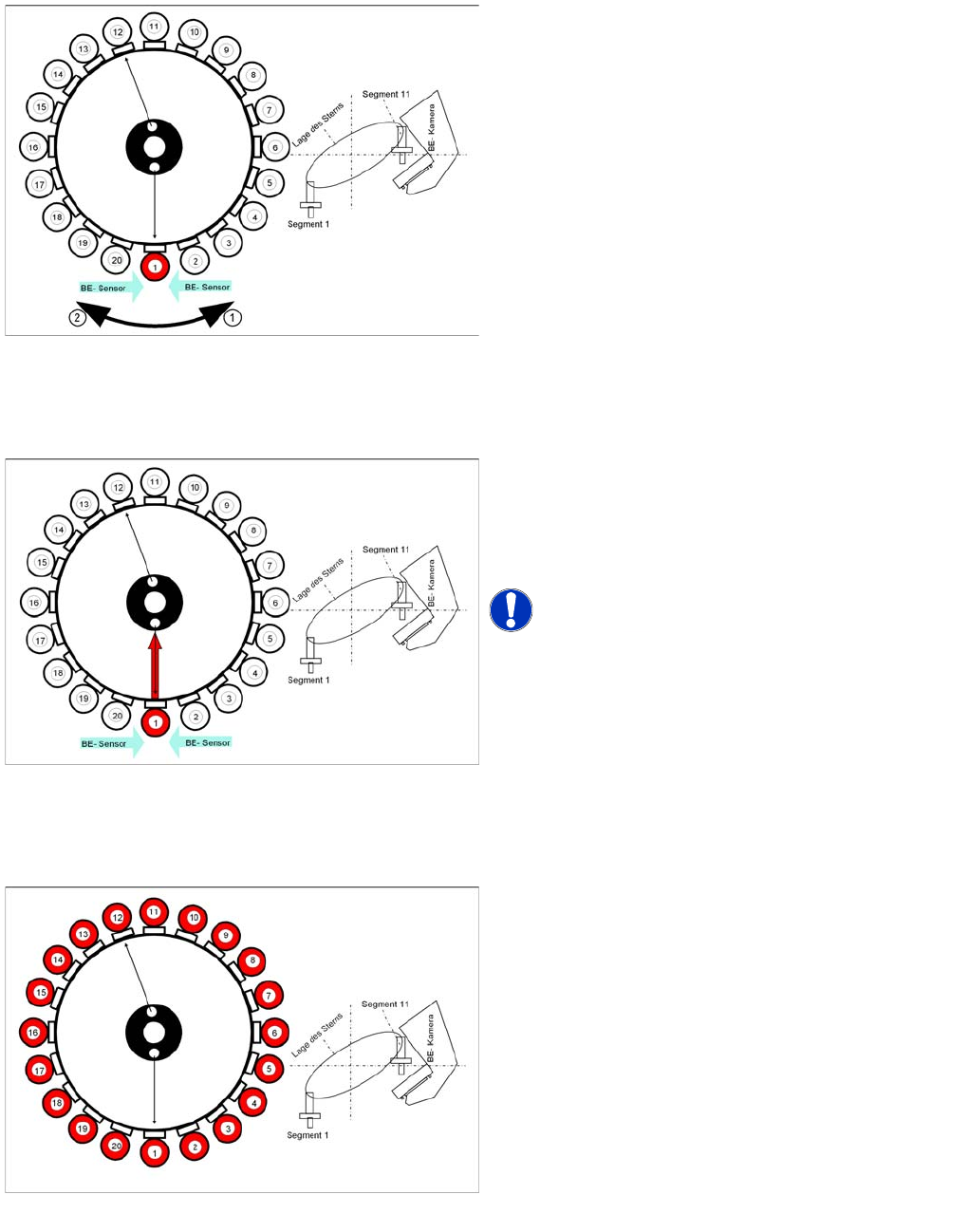
Referenzlauf Sternachse
Die Stern-Achse dreht sich entgegen dem Uhrzeigersinn
(1) zum Nullimpuls des Inkrementalgebers. Nach
Erreichen des Nullimpulses wird die Nullpunktorrektur
geladen. Die Stern-Achse dreht sich im Uhrzeigersinn (2)
(entsprechend der Nullpunktkorrektur) bis der
Nullpunktkorrekturwert erreicht ist und setzt dann den
Positionszähler auf 0 Digit.
Segment Nummer 1 steht jetzt in Abhol-/Bestückposition.
Z-Achsen-Referenzlauf
Die Z-Achse fährt nach unten zum Nullimpuls des
Inkrementalgebers. Nach Erreichen des Nullimpulses
wird die Nullpunktorrektur geladen. Die Z-Achse fährt
den Nullpunktkorrekturwert an und setzt dann den
Positionszähler auf 0 Digit.
HINWEIS! Beim Hochlauf der Stations-Software
werden die Nullpunktkorrekturwerte der Z- und Stern-
Achse zwischen Kopf-EPROM und MA-Daten
verglichen. Sind die Nullpunktkorrekturwerte nicht gleich,
sollten die Nullpunktkorrekturwerte der Z- und Stern-
Achse neu ermittelt werden.
Referenzlauf an der DP-Achse
Die DP-Achse hat die Funktion, die Pipette in den
richtigen Abholwinkel und Bestückwinkel zu drehen.
Nach der Bauelemente-Erkennung dreht die DP-Achse
die Bauelemente in den richtigen Bestückwinkel und den
vom Visionsystem ermittelten Korrekturwinkel.