00196043-05 - SG X und X4I FSE_de.pdf - 第234页
C&P20A Ablauf Reinigungszyklus Referenzlauf C&P20A-Kopf Student Guide SIPLACE X-Serie und X4I FSE 234 ▪ Mit dem Referenzlau f der Stern- Achse drehe n die DP-An triebe di e Segmen te nochma ls in die 0° - Positio…
C&P20A
Referenzlauf C&P20A-Kopf Referenzlauf Stern-Achse
233 Student Guide SIPLACE X-Serie und X4I FSE
Referenzlauf Stern-Achse
7.3.2 Referenzlauf Stern-Achse
Z-Achsen-Referenzlauf
7.3.3 Z-Achsen-Referenzlauf
Referenzlauf D P-Achse
7.3.4 Referenzlauf DP-Achse
▪ Hochlauf der Maschine: Nachdem die DP-Master-Firmware geladen ist, werden die DP-Antriebe
initialisiert.
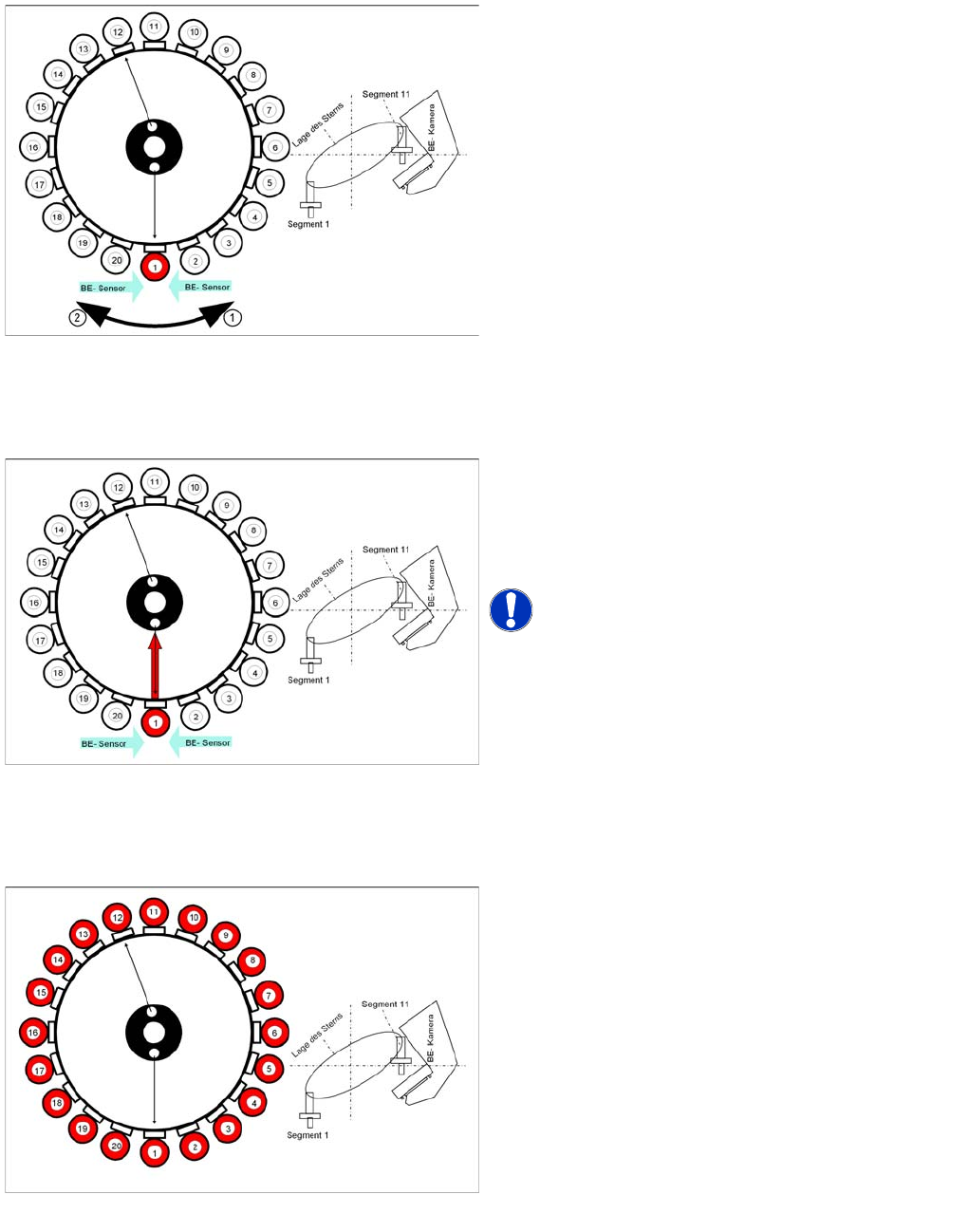
Referenzlauf Sternachse
Die Stern-Achse dreht sich entgegen dem Uhrzeigersinn
(1) zum Nullimpuls des Inkrementalgebers. Nach
Erreichen des Nullimpulses wird die Nullpunktorrektur
geladen. Die Stern-Achse dreht sich im Uhrzeigersinn (2)
(entsprechend der Nullpunktkorrektur) bis der
Nullpunktkorrekturwert erreicht ist und setzt dann den
Positionszähler auf 0 Digit.
Segment Nummer 1 steht jetzt in Abhol-/Bestückposition.
Z-Achsen-Referenzlauf
Die Z-Achse fährt nach unten zum Nullimpuls des
Inkrementalgebers. Nach Erreichen des Nullimpulses
wird die Nullpunktorrektur geladen. Die Z-Achse fährt
den Nullpunktkorrekturwert an und setzt dann den
Positionszähler auf 0 Digit.
HINWEIS! Beim Hochlauf der Stations-Software
werden die Nullpunktkorrekturwerte der Z- und Stern-
Achse zwischen Kopf-EPROM und MA-Daten
verglichen. Sind die Nullpunktkorrekturwerte nicht gleich,
sollten die Nullpunktkorrekturwerte der Z- und Stern-
Achse neu ermittelt werden.
Referenzlauf an der DP-Achse
Die DP-Achse hat die Funktion, die Pipette in den
richtigen Abholwinkel und Bestückwinkel zu drehen.
Nach der Bauelemente-Erkennung dreht die DP-Achse
die Bauelemente in den richtigen Bestückwinkel und den
vom Visionsystem ermittelten Korrekturwinkel.
C&P20A
Ablauf Reinigungszyklus Referenzlauf C&P20A-Kopf
Student Guide SIPLACE X-Serie und X4I FSE 234
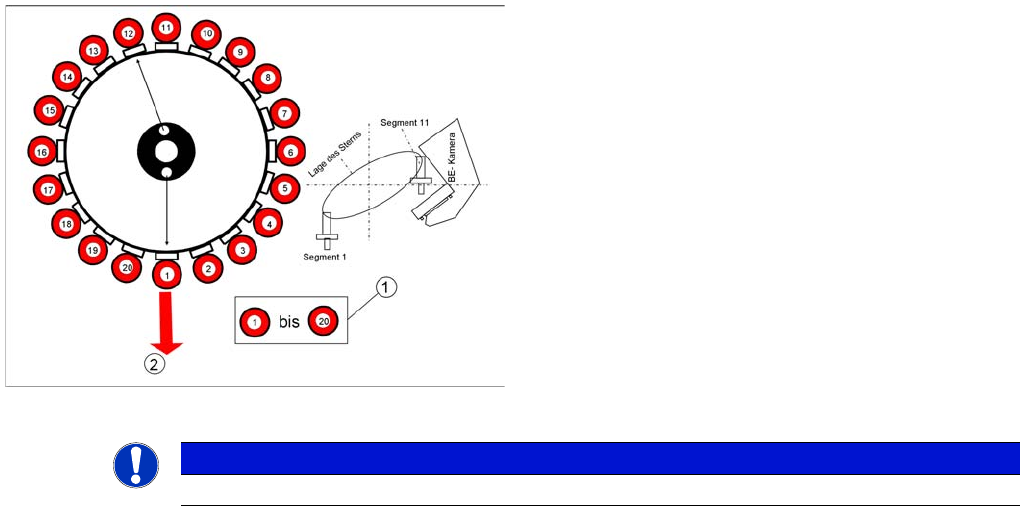
▪ Mit dem Referenzlauf der Stern-Achse drehen die DP-Antriebe die Segmente nochmals in die 0°-
Position.
▪ Die DP-Achsen können unabhängig von der Z- und Stern-Achse in Referenzposition positioniert
werden.
▪ Durch Ermittlung der größten Amplitude des Hall-Sensors wird die 0°-Position der Pipette im Werk
mechanisch eingestellt und kann nicht verändert werden.
Der Referenzlauf des C&P-Kopfes ist erfolgreich beendet worden!
Es folgt der Portalreferenzlauf – siehe Kapitel Portal.
Ablauf Reinigungszyklus
7.3.5 Ablauf Reinigungszyklus
Höhenreferenzlauf
7.3.6 Höhenreferenzlauf
Mit dieser Funktion wird geprüft, ob die Pipette mechanisch korrekt auf dem Segment sitzt und der
richtige Pipettentyp verwendet wird, der auch programmiert wurde. Die Pipettenlänge wird
herangezogen, um die Abhol- und Bestückhöhe für die Bestückungsvorgänge zu berechnen.
Ablauf der Vakuumprüfung
▪ Die Portalachsen fahren den C&P-Kopf zur
Abwurfposition, um die Pipetten vor dem Messzyklus
zu reinigen.
▪ Die Stern-Achsen verfahren entgegen dem
Uhrzeigersinn und Reinigungs-Funktionen werden
gleichzeitig innerhalb eines Kopfzyklus durchgeführt.
1. Die DP-Antriebe drehen jedes Segment in die 0°-
Position.
2. Das digitale Druckregelventil aktiviert nun die Blasluft
für die Abwurfposition. Bauelemente, die sich noch
an den Pipetten befinden, werden abgeworfen.
HINWEIS
Bei den SIPLACE SX- und X-Maschinen erfolgt das Abwerfen senkrecht nach unten.
C&P20A
Referenzlauf C&P20A-Kopf Höhenreferenzlauf
235 Student Guide SIPLACE X-Serie und X4I FSE
Messen der Pipettenhöhe
Legende
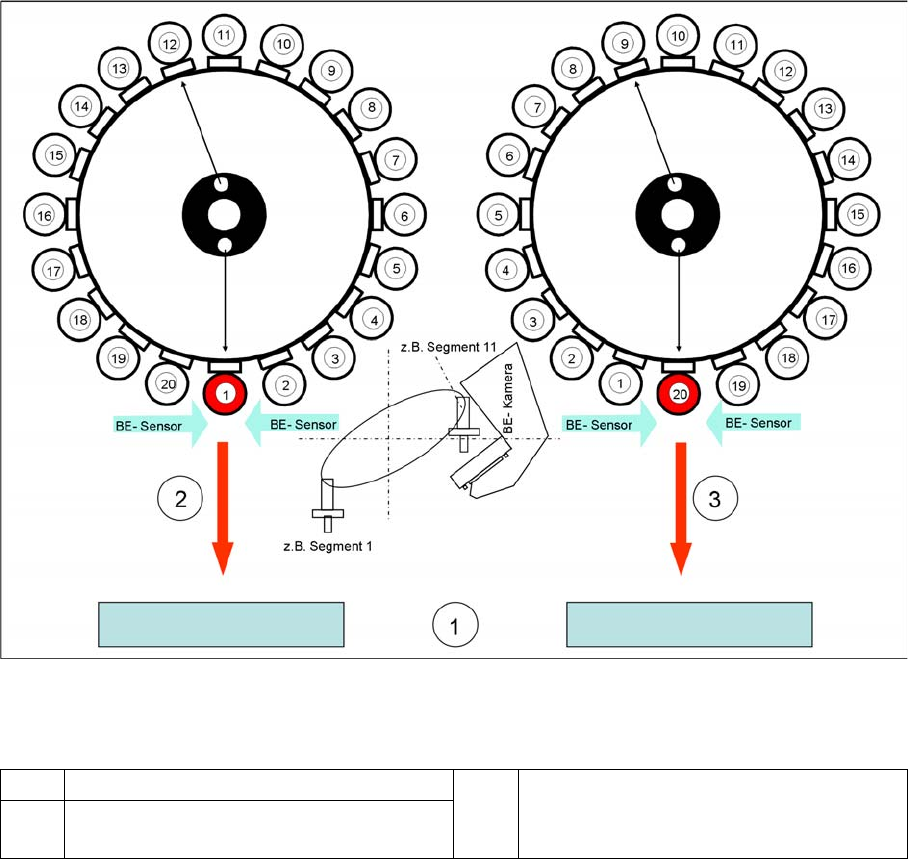
▪ Das Portal fährt den Bestückkopf über die feste Transportkante in die Position für die
Höhenvermessung.
▪ Der Stern dreht das zu messende Segment in die Abhol-/Bestückposition.
▪ Der Wert "Vakuum offen" wird für das entsprechende Segment gemessen.
Die Z-Achse wird nach unten positioniert:
▪ Bei der Unterbrechung des BE-Sensorstrahls wird die Z-Position der Achse für den BE Sensor
ermittelt.
▪ Beim Aufsetzen auf die Transportwange wird die mechanische Pipettenlänge durch die Z-Position
ermittelt und das Vakuum geschlossen gemessen.
Die Z-Achse wird nach oben positioniert:
▪ Wird der Strahl des BE-Sensors frei, so wird nochmals die Z-Position der Achse für den BE-Sensor
ermittelt.
1 Oberkante der festen Transportwange 3 Letzter Schritt mit Segment 20 zur
Messung der Pipettenlänge
2 Erster Schritt mit Segment 1 zur Messung
der Pipettenlänge