JT-AOI设备新算法使用说明书.pdf - 第13页
12 1 、机 台与外置 接驳台 的信 号连接 :上位机 给板信 号接 AOI 的 左边信 号线红 色和黑 色( 1 和 2 端口 ) , 下位机要板信 号接劲拓 AOI 右边信号线黄 色和绿色( 3 和 4 端口 )详情请查看 下文中关于接线的 说明。 2 、 调试 轨道: 打开 SPIComApp.e xe 控 制软件 ,按 PCBA 尺 寸调 整轨道 的宽 度,轨 道宽 度需 要比 PC B 宽度稍大 0.5-1mm ,这样可 以…
11
注意:在检测之前一定要确认 PCB 板是否固定 OK,检查标准是固定好后轻推 PCB 板时不会轻易移动。
1.5.5
在线式设备说明:
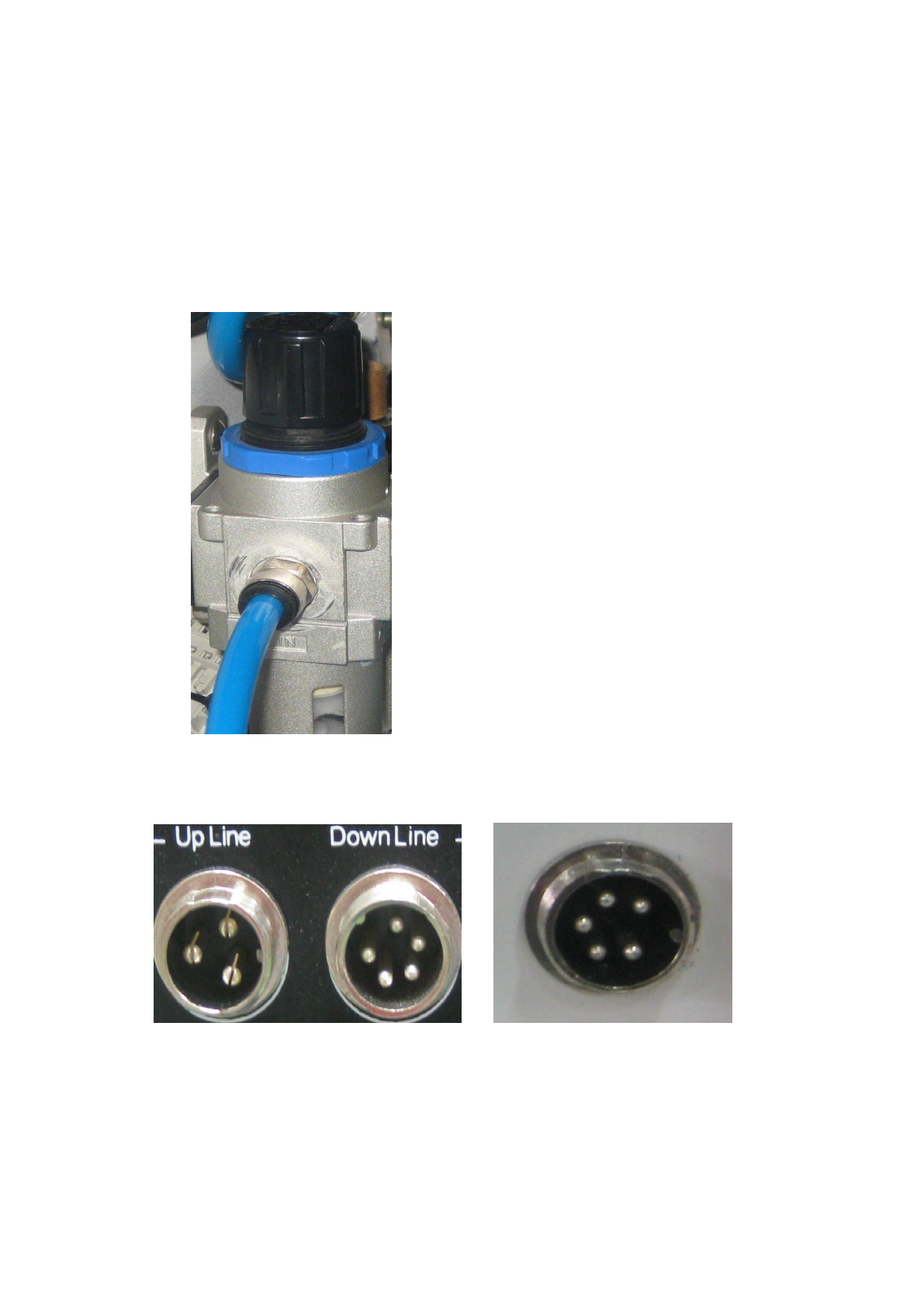
一、机台气压的接入:
1、 JT-AOI 设备使用的标准气压为 0.4pa.设备气压外接管道标准直径为 8MM,气压主要提供给夹持部
件使用,从各个部位的气缸底部的指示灯可得知气压状况,如指示灯显示为红色,则气压正常,反之,则
气压不足或无气压。
2、气压的接入和调节:左边的圆孔是气管的接入口,上面的黑色是调节气压大小的旋钮,如下图:
二、机台与外置接驳台的连接(以劲拓生产的接驳台为例):
• 机台与外置轨道按进出板方向,而处于“要板信号”与“出板信号”的关系。
• 上位机的要板信号在劲拓 AOI 设备的左边接线端 1、2(红线和黑线).
• 下位机的要板信号在劲拓 AOI 设备的右边接线端 3、4 (黄线和绿线)
注意:设备的左边一般提供 24V 电压,红色线(1 接口)为正极,黑色线(2 接口)为负极,当设备发
出要板信号时,红线和黑线会直接接通。
三、PCBA 板的进板方法:
12
1、机台与外置接驳台的信号连接:上位机给板信号接 AOI 的左边信号线红色和黑色(1 和 2 端口),
下位机要板信号接劲拓 AOI 右边信号线黄色和绿色(3 和 4 端口)详情请查看下文中关于接线的说明。
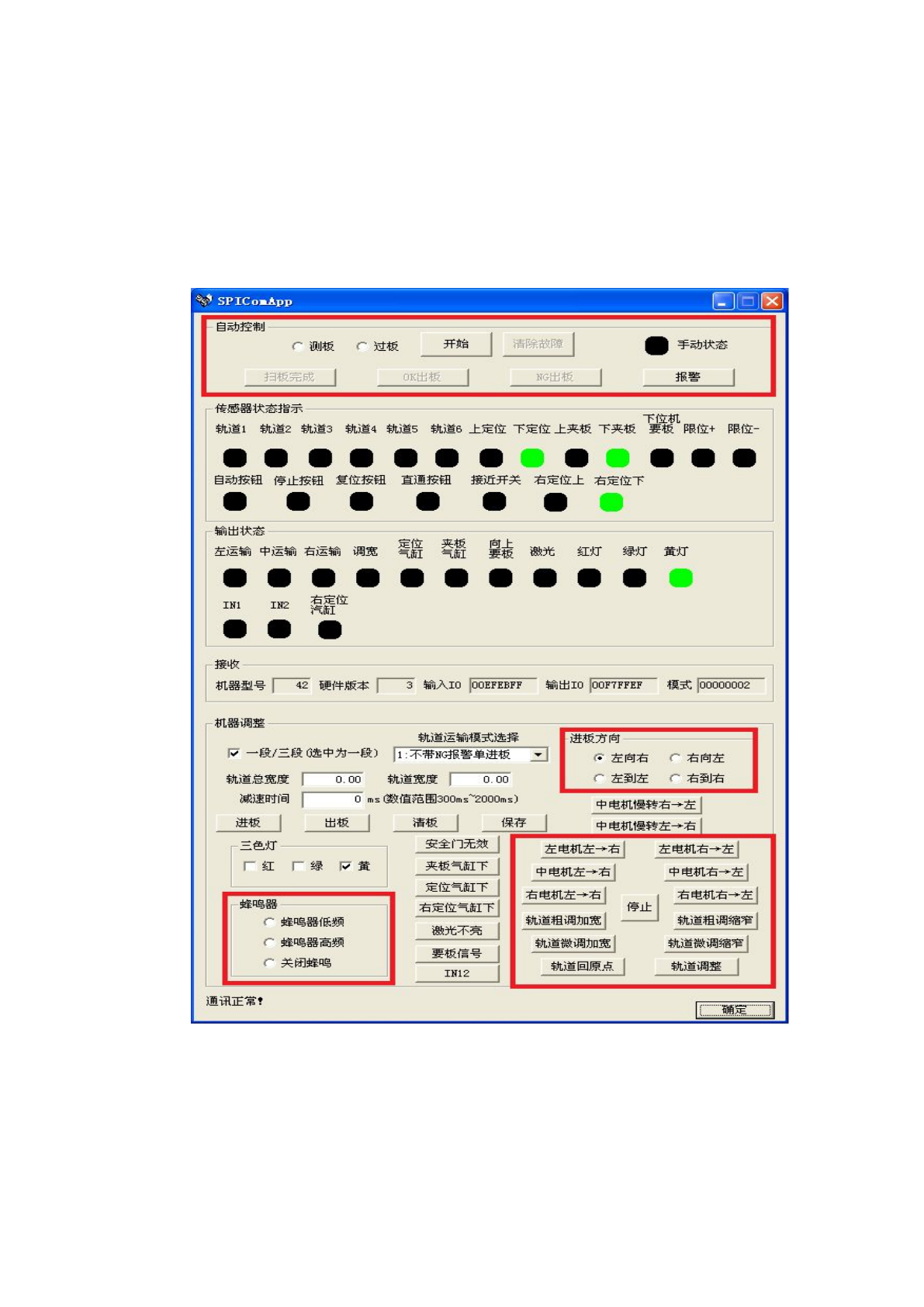
2、调试轨道:打开 SPIComApp.exe 控制软件,按 PCBA 尺寸调整轨道的宽度,轨道宽度需要比 PCB
宽度稍大 0.5-1mm,这样可以让 PCB 顺利的进板或出板。
注意:当轨道调整将要完成时,应选择微调的方式进行调整,避免调整速度过快而夹伤 PCBA.
3、选择 PCBA 进入方向:在软件设置中选择正确的进板方式如:PCB 板是在设备的左边进,右边出的
话,则在进板方向框里选择“左向右”该单项选择,如下图:
13
第二章 AOI 简介及其测试原理
2.1 AOI
的简介与优势
2.1.1 AOI
的简介
AOI(Automatic Optic Inspection)中文名为自动光学检测仪,AOI 是一种新型的测试技术,这几年来
发展非常迅速,AOI 的结构由工作台、CCD 摄像系统、机电控制、及系统软件四大部分构成,在进行检测
时,首先将需要检测的线路板置于 AOI 机台的工作平台上,经过定位调出需要检测产品的检测程序,X/Y
工作台将根据程序设定的命令将线路板送到镜头下面,在特殊的光源的协助下,镜头会捕捉 AOI 系统所需
要的图像并进行分析处理,然后处理器会将 X/Y 平台移至下一位置对下一副图像进行采集并再进行分析处
理,通过对图像进行连续的分析处理,来获得较高的检测速度。AOI 图像处理的过程实质上就是将所摄取
的图像进行数字化处理,经过分析判断,发现产品缺陷并进行位置提示,同时生成图像文字,以待操作者
进一步的确认或送检修台检修。
2.1.2 AOI
的相关优势
人工目测与在线电路测试受到限制;就印刷电路板组装业的检测作业来看,传统多为人工视觉检测
(MVI),其设备虽然价格低廉但仅为一辅助工具,仍需要检测人员以目视方式检查线路或电子组件安插状
况是否良好。但其缺点则是人员常因疏忽或疲惫而未能检查出有缺陷的对象,以及检测速度较慢,而当对
象更为微小时,肉眼辨识更受其限制。其成本则是需要人力的聘雇以及不良品流出后导致后续退货的处理
问题。
另:必要检测方式则为电路检测,使用设备为 ICT(In-Circuit Tester,在线组装电路板测试设备)。在焊接
好电子组件的 PCB 上通以电流,检测电路是否接通,或是组件是否漏插或者是反插。作法为依据产品线路
制作一治具,上头布置探针,以治具下压让探针接触线路以检测 PCB。由于 ICT 系以探针接触对象上的线
路,随着电子产品趋向于轻薄短小,线路与组件也变的更为小且密度增大,治具的制作已有相当的困难度,
故 ICT 并无法适用于如手机、PDA 等精密度高的电子产品检测上。且种类多、批量小的厂商则需经常更换
治具,造成成本上的负担。而 AOI 设备不需要治具,在计算机程序驱动下,摄像头分区域自动扫描 PCB,
采集图像,经过图像处理,对将要测试的焊点,提取焊点属性进行分析,检查出 PCB 上缺陷,并通过显示
器或自动标志把缺陷显示/标示出来,以供维修人员修整。AOI 除了能检查出目检无法检查出的缺陷外,AOI
还能把生产过程中所出现缺陷的类型加以收集,该统计资料可供制程控制人员分析和管理。
AOI
设备相对于传统检测方式的优点
相对于传统检测方式,AOI 的优点有:
1、精密度高,没有人工目测受到线路/组件微小的限制;
2、检测速度快,出错率低,尤其在大量生产时更显示出生产效率;
3、节省人工成本;
4、具有数据储存功能,可供后续分析管理。
AOI
的实施目标
AOI 用于 SMT 生产线上主要有以下两类目标:
1、最终品质,即对产品走下生产线时的最终状态进行监控,此时 AOI 通常置于生产线的最末
端,在这个位置,设备可以产生范围广泛的过程控制信息。
2、过程跟踪,即使用检测设备来监视生产过程,经常要求把检测设备放置在生产线上的几个位
置,在线的监控具体的生产状况,并为生产工艺的调整提供必要的依据。
2.1.3 JT-AOI
的光学原理
(
重要
)