KE-2070_2080_80R机器规格书.pdf - 第30页
26 5-14. 共面性( KE-2070MNVC, KE-2080/80R ,出厂选项) 扫描型激光变位表,利用受光透镜聚集照射到 被测体的光斑反射、散射的光,并通过制作位 置传感器上的光斑图像,以非接触的方式来测 量变位。 用于测量各引脚·球的高度,判定共面性。 共面性检查的内容: ·共线性检查 检查引脚各个边的“ 上下方向的弯曲”。 ·共面性检查 可利用 EIAJ 标准规定的方法或最小平方法求 出共面性。 (出厂时的设定为 EIA…
25
5-13.
・
吸取 贴片监视(KE-2070、出厂选项)
用安装在贴片头的超小型摄像机单元,可对生产中的吸取、贴片动作进行摄影,将图像传送
到吸取・贴片监视用计算机,以便确认拍摄的图像,分析不合格发生的原因。
还可通过比较贴片前后的图像,确认有无元件。
适用机型列表:
KE-2070 KE-2080/80R
・
吸取 贴片监视 ○ ×
对应语言 ※1 日语、英语、中文 -
对应元件高度 NC(12mm) ※2 -
发送地区 日本国内、欧美、中国、东南亚 -
※ 1:吸取・贴片监视用的计算机应用软件使用日文、英文。
※ 2:KE-2070 SC 规格(6mm)不适用吸取・贴片监视。
对象元件尺寸:(判断有无元件时)
最小 :0.4×0.2 (mm)
最大 :5.0×5.0 (mm)
元件高度 :2.0 (mm)
对象元件包装:带状供料器供给元件、托盘支架供给元件(仅限类型 1)
・
吸取 贴片监视用计算机
1 台贴片机必须要 1 台满足以下条件的计算机。
・
吸取 贴片监视用计算机配置
推荐配置
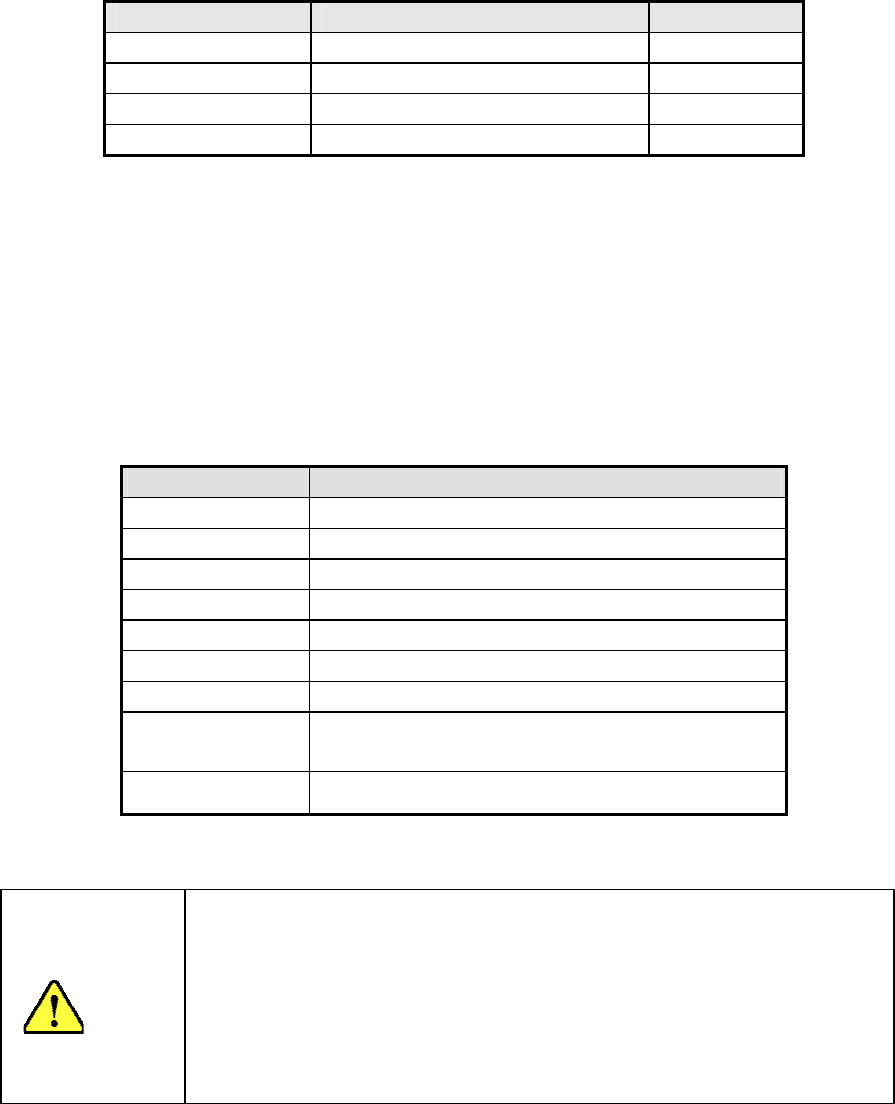
CPU 2.66GHz 以上(Intel Core™2 Quad 以上)
内存 4GB 以上
HDD 容量 3TB 以上 (RAID 0)
CD-ROM 驱动器 1 台
USB 接口 1 个接口以上
监视器分辨率 1024×768 以上
扩展插槽 PCI 总线 全尺寸 1 个插槽※
OS
Microsoft Windows Vista Business 32bit
(全新安装)
软件 除指定软件以外,禁止安装其他软件
※ 为了与贴片机进行通信,必须加装 JUKI 指定的 IEEE1394a 扩展卡。
※ Intel、Core 为美国及在其他国家的 Intel Corporation 商标。
购入计算机时的注意事项:
安装
・
吸取 贴片监视应用程序以外的软件,由于可能会妨碍通信操
作,请勿安装。若已安装了可能造成障碍的软件(刻录软件及 DVD 播放
软件、打印机支持软件等在后台运行的软件)时,有时需要进行操作系
统的全新安装,敬请注意。
需要导入安全对策软件时,推荐使用趋势科技公司(Trend Micro
Inc)的产品。
注意
26
5-14. 共面性(KE-2070MNVC, KE-2080/80R,出厂选项)
扫描型激光变位表,利用受光透镜聚集照射到被测体的光斑反射、散射的光,并通过制作位
置传感器上的光斑图像,以非接触的方式来测量变位。
用于测量各引脚·球的高度,判定共面性。
共面性检查的内容:
·共线性检查
检查引脚各个边的“上下方向的弯曲”。
·共面性检查
可利用 EIAJ 标准规定的方法或最小平方法求出共面性。
(出厂时的设定为 EIAJ 标准规定的方法)
EIAJ 标准规定的方法:
利用各个边最低的 3 个引脚点制作假想平面,测量假想平面与所有引脚之间的距离,
检查引脚的弯曲情况。
用最小平方法求共面性:
从所有引脚通过最小平方法求出平面,测量平面与所有引脚之间的距离,检查引脚的
弯曲情况。
对象元件:
· 仅限于图像识别的元件。
· 以 BGA、FBGA、连接器、引脚元件(SOP、QFP)中具有相同间距、相同引脚宽度的元件为
对象元件。
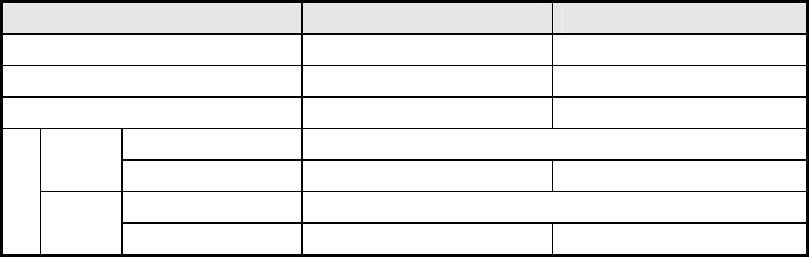
元件尺寸:
项 目 标 准 模 式 高 精 密 模 式
间 距 0.4 mm 以上 0.3 mm 以上
引 脚 宽 0.18 mm 以上 0.12 mm 以上
引 脚 长 0.3 mm 以上 0.3 mm 以上
LNC60 贴片头 20.0mm×20.0mm 以下
统一
IC 贴片头 26.0 mm×100.0 mm 以下 26.0 mm×50.0 mm 以下
LNC60 贴片头 -
元
件
尺
寸
分段
IC 贴片头 50.0 mm×100.0 mm 以下 50.0 mm×50.0 mm 以下
标准模式以 80.0mm/s 的速度扫描,高精密模式则以 20.0mm/s 的速度在传感器上扫描。
在标准模式下,测量时的 XY 轴方向的分辨率为 0.02mm,而在高精密模式下则为 0.01mm。
27
5-15. 识别焊锡印刷补偿贴片位置的功能(Offset Placement After Solder
Screen-printing)(出厂选项)
由于印刷基板具有伸缩性,当镀锡印刷位置和焊盘之间产生位移时,若在基板焊盘上进
行贴片,过炉后贴片位置可能会产生偏移。
识别镀锡印刷补偿贴片位置的功能,通过图像识别由于印刷基板伸缩等原因与基板焊盘
出现的印刷位移,采用不在焊盘上,而是在印刷镀锡上贴装元件的方法,利用自动校准功能,
有效地减少了过炉后的不良率,提高贴片位置精度。
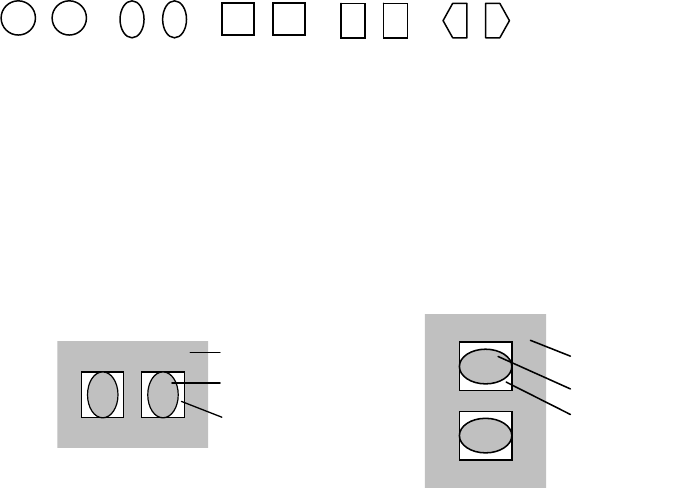
① 对象焊锡形状
在印刷基板焊盘上印刷的方形芯片用的 2 点 1 组的对称形的膏状钎焊料。
※焊锡印刷形状,必须呈对称形状。不对称的形状,无法检测出准确的补偿量。
形状必须是圆、椭圆、正方形、长方形、五角形。
(※其他形状,需进行识别确认)
② 对象焊锡
共晶镀锡(NIHON HANDA:RX363-92MYO(S))、无铅镀锡(TAMURA KAKEN:TFL-204F-111S)
(※括弧内的镀锡产品使用效果已经确认)
③ 对象芯片尺寸
0402、0603、1005、1608、2012、3216
※但是必须可从 1 对镀锡获得短边 0.16mm 以上、长边 3.2mm 以下的图像。
④ 对象焊锡姿势
0°、90°、180°、270°(与摄像机的角度误差在±3°以内。)
<焊锡姿势 0°、180°> <焊锡姿势 90°、270°>
⑤ 对象基板材质、焊盘材质
·基板材质:树脂、纸酚醛、柔性材、陶瓷
·焊盘材质:金、铜、喷锡。
※必须与焊膏有明显的对比度。如果基板状态、镀锡印刷状态、丝网印刷、图案等检测领域内有
与镀锡几乎同等明亮的部分,不能取得镀锡单独的明亮映像,则有时无法进行识别校正。在这
种情况下,需要重新设置可取得显著对比度的位置。
基板
はんだ
パッド
基板
パッド
はんだ
基板
焊锡
焊
接 焊盘
基板
焊锡
焊盘