SM481_Service Manual.pdf - 第59页
Advanced High Speed Flexible Mounter 8 4. 调整 Foot 的水 平时、如下图所示把两个 Foot 作为一组后一个方向一个 方向地进行调 整。 前后水平 :只对正面 / 背面的 f oot 进行 p air 调整。 左右水平 :只对左面 / 右面的 f oot 进行 p air 调整。 5. 设备的 Fo ot 必须得到地板面的均 匀支持、此时为 了使 Fo ot 的螺母锁紧压力维持一定力…
Advanced High Speed Flexible Mounter
8
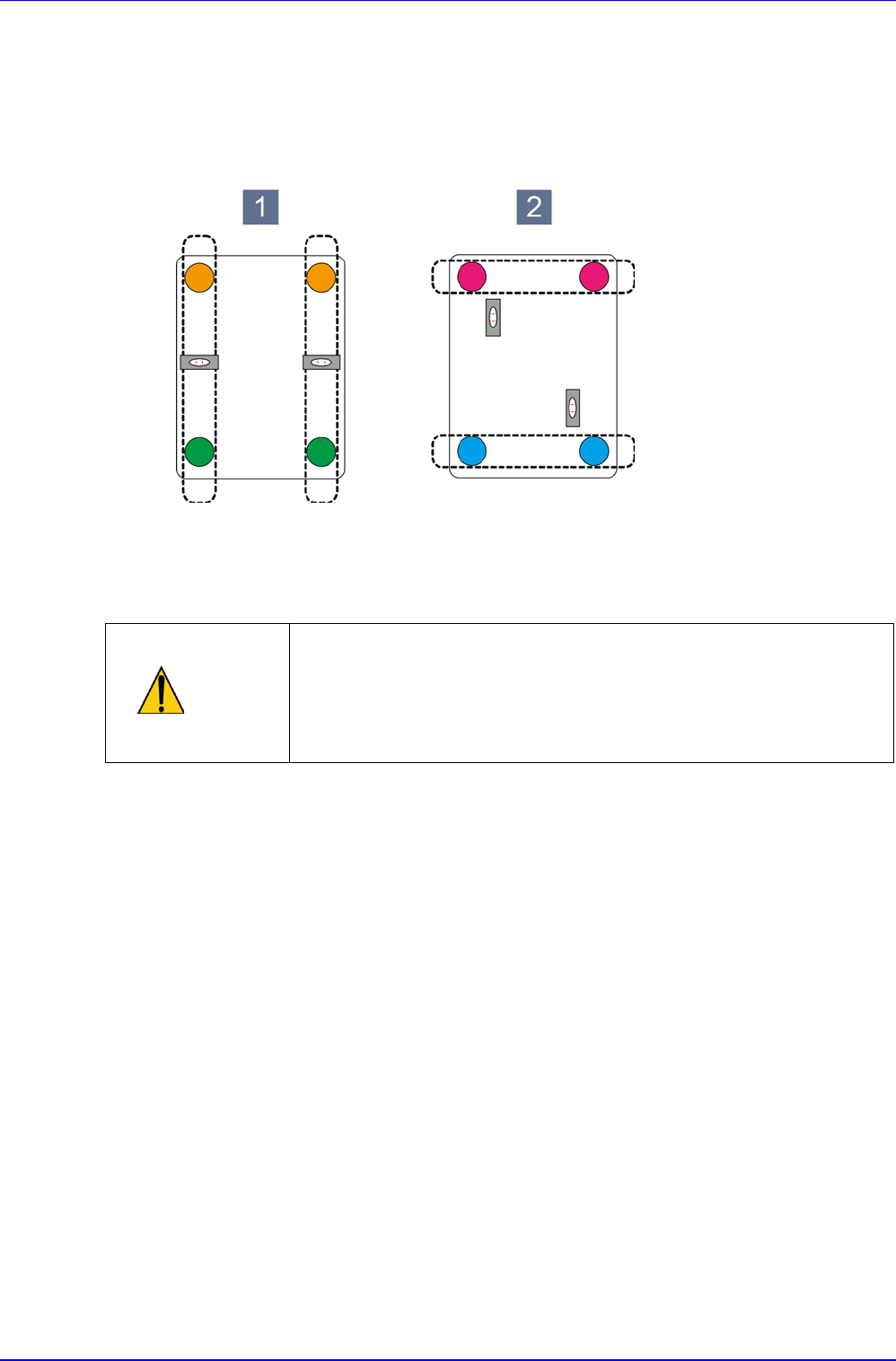
4. 调整 Foot 的水平时、如下图所示把两个 Foot 作为一组后一个方向一个方向地进行调
整。
前后水平:只对正面/背面的foot进行pair调整。
左右水平:只对左面/右面的foot进行pair调整。
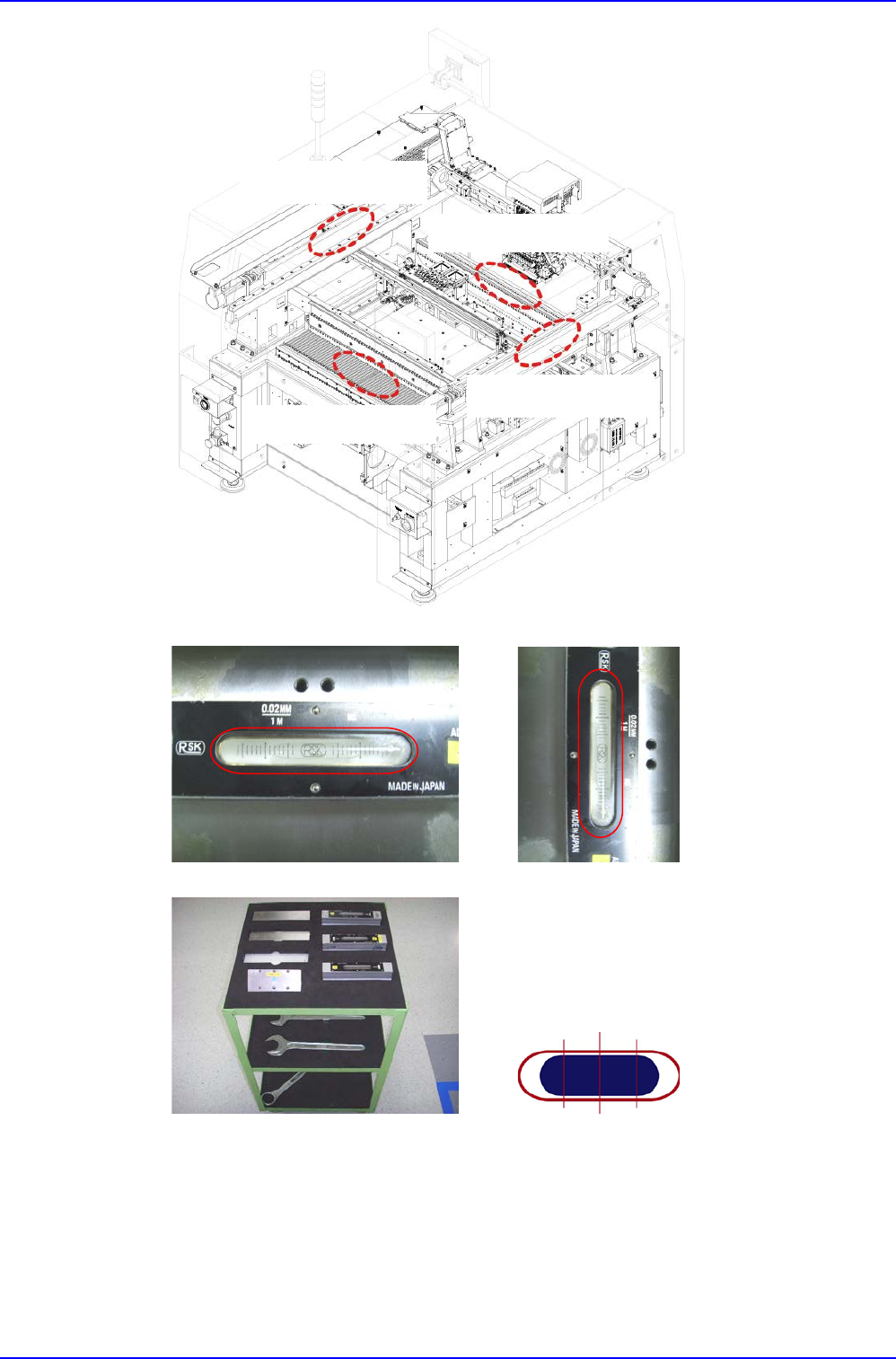
5. 设备的 Foot 必须得到地板面的均匀支持、此时为了使 Foot 的螺母锁紧压力维持一定力
量而需要进行调整。检查是否有松懈的 Foot。水平调整完毕后、必须牢牢锁紧 4 处 Foot
的锁紧螺母(Nut)。
注 意
没有调整好设备的水平时将对机械的精密度造成影响。必须调整
好设备水平后、再检查设备Foot的锁紧正常与否。
锁紧Nut与Foot螺栓上不准沾上Grease。如果沾上了Grease请
洗涤干净。否则、将在设备运转过程中出现螺母松弛现象而对设
备造成伤害。
3.1.3.3. In-line 安装 顺序
调整设备水平步骤如下。
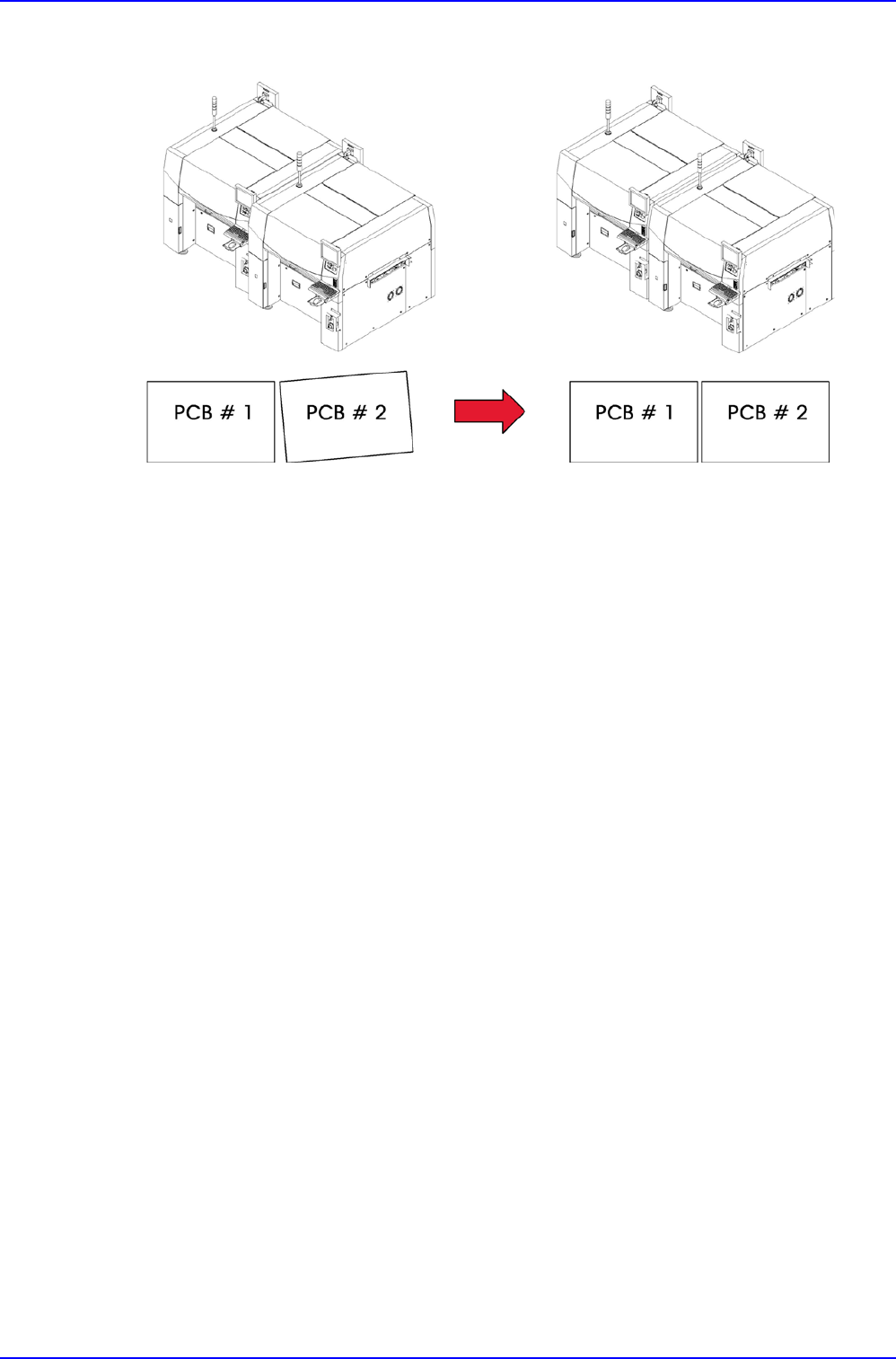
1. 首先,以正面Work Station的固定架 为基准排列Entry Staion和Exit Staion。投入Sample PCB
后,手 动把Conveyor的 宽度对准PCB的 宽度,然后如下图手动推动PCB排列 输送机。
2. 当把新的设备移到已设置好的设备旁,降低设备Foot调到接近已有设备水平,然后调整
水平将水平差保持在低于0.05mm/m。
3. 用水平计量器将设备移动到使已设置好的基准设备和 传送装置(Conveyor)边界部分之间
保持3~5mm距离的位置。
4. 请重新核对设备标准。(参照以前的测评顺序)
5. 将 PCBs分别放到两台设备的 传送装置(Conveyor)上并将设备水平差设置为0.05~0.5mm
,使 PCBs足够向下移动。基本上 传送装置(Conveyor)的 slope应设置到允许 PCB 的“
Downflow”沿着 PCB移动的方向。