Istruzioni d´uso_HF3_14_it.pdf - 第208页
Test funzionale dello scanner ottico, assegnazione di un codice ü Per svolgere un test funzionale dello scanner ottico: 1. Selezionare il convogliatore 1. 2. Cliccare sul pulsante nella cornice [Outside machine]. ð Quest…
ü Aprire il dialogo di input [Code reader]:
1. Nel dialogo di input [Code table] fare clic sul pulsante nella nella barra degli
strumenti inferiore.
ð Si apre il dialogo di input [Code reader]:
Code reader
Edit dialog
Code reader conveyor track 1
Outside machine Inside machine
Code
Soldering program
Library
Code
Soldering program
Library
conveyor track 4
Code reader
Code reader
Code reader
Code reader
Code reader
conveyor track 2
conveyor track 3
conveyor track 1
Sensors outside machine Sensors inside machine
SMEMA SMEMA
ON
Conveyor
Not busy to N-1
Sensor ISEL
Hardware signal
Software signal
Numbers of Boards
Hardware signal
Software signal
Numbers of Boards
LVA sensor
board available from n-1
Hardware signal
Software signal
Numbers of Boards
ALB sensor
Ready
Conveyor track
Maintenance mode
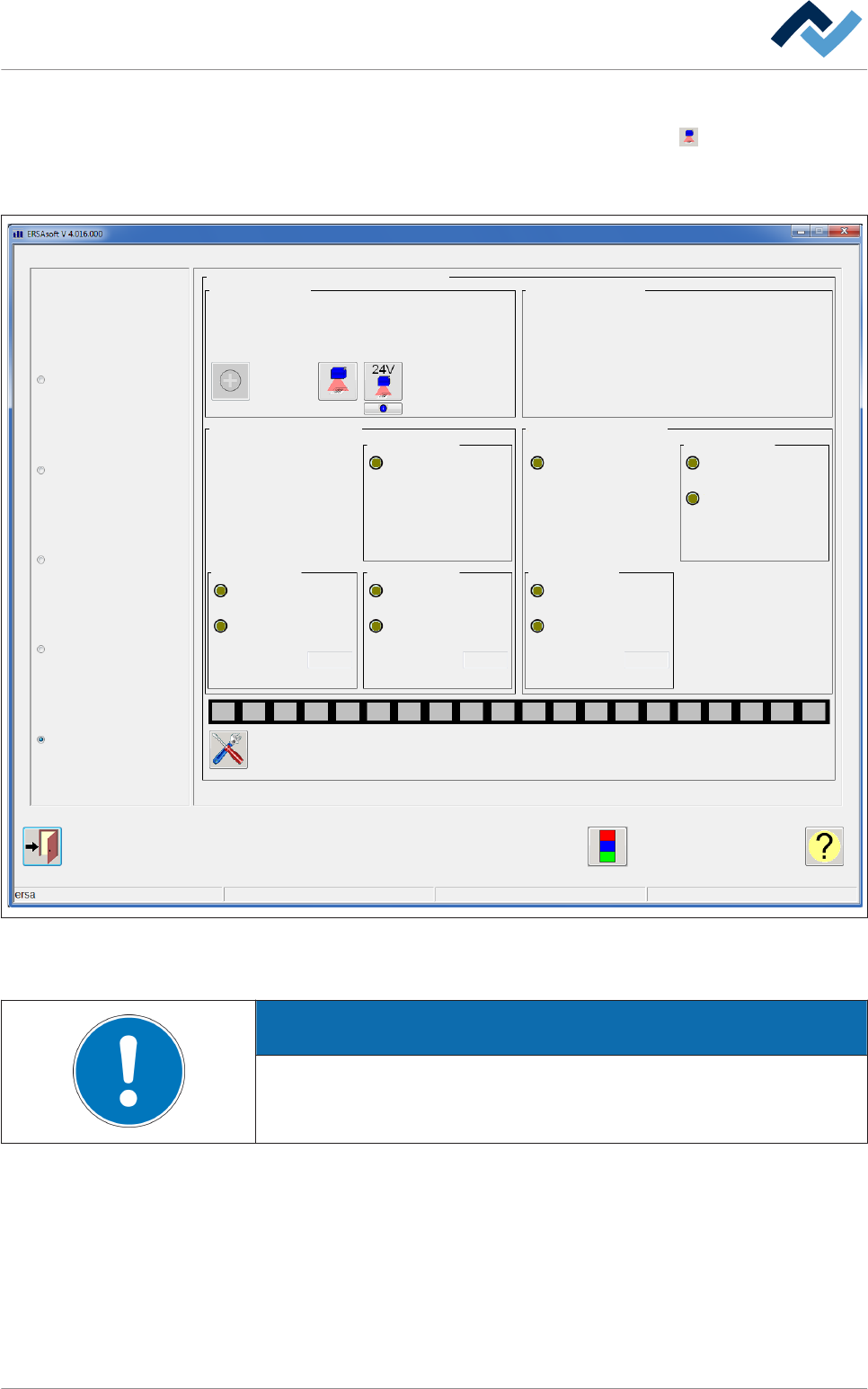
Fig. 65: Il dialogo di input [Scanner ottico]. Per ciascun convogliatore è disponibile uno scanner ottico separato. Per selezionare un
convogliatore, attivare il relativo tasto radio (sinistra). Con il tasto radio superiore viene selezionato uno scanner ottico senza asse-
gnazione ai convogliatore. Il dialogo di input è diviso in due aree: PRIMA della macchina (n-1) e NELLA macchina (n).
AVVERTENZA
Perché non vengono visualizzate le proprietà di un convogliatore?
Quando è stato attivato il tasto radio [Code reader without assignment to con-
veyor track] non è possibile visualizzare le proprietà di un convogliatore.
Descrizione del funzionamento | 6
Ersa GmbH Istruzioni d´uso_HF3_14_it | 30/10/2014 207 / 0
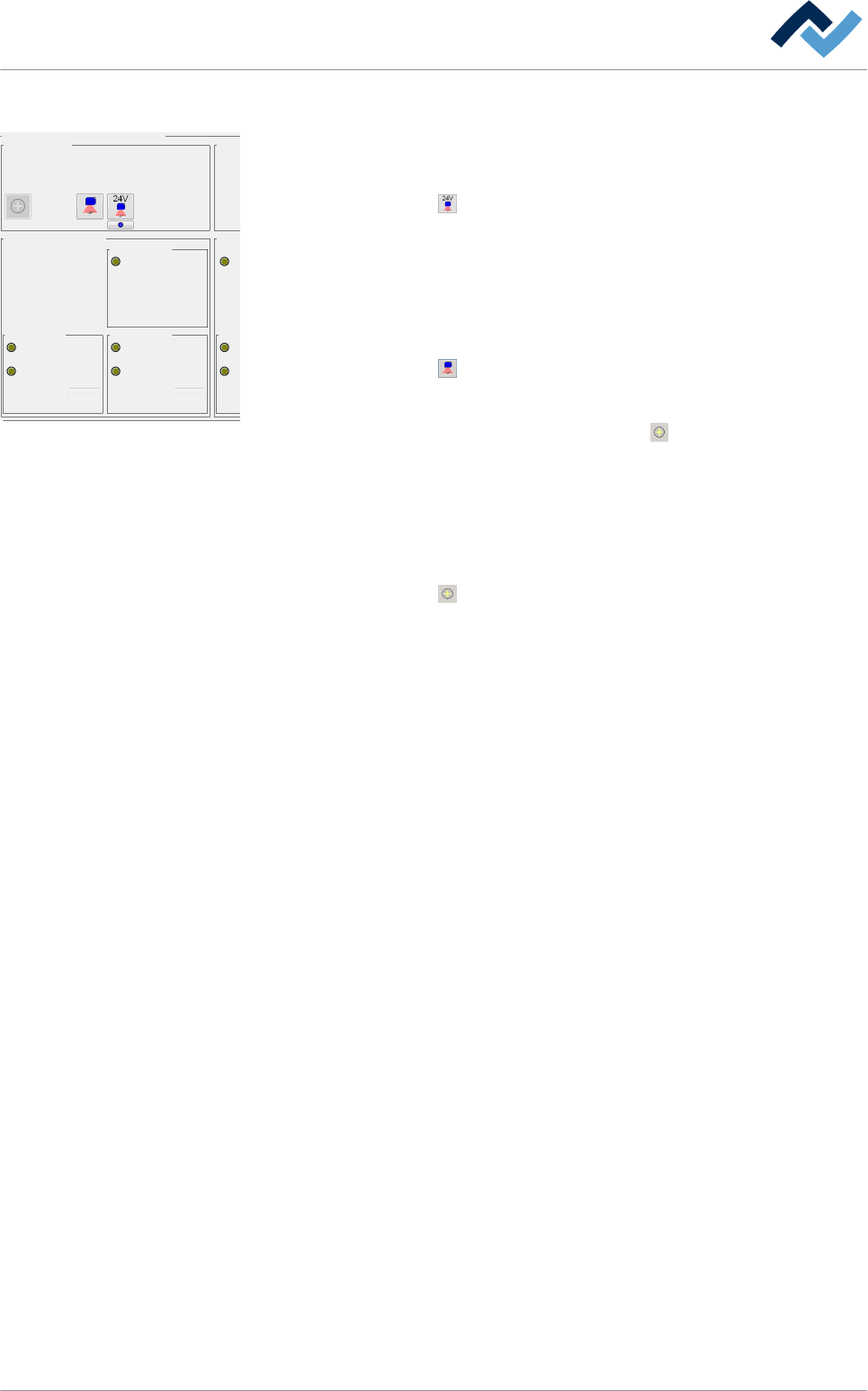
Test funzionale dello scanner ottico, assegnazione di un codice
ü Per svolgere un test funzionale dello scanner ottico:
1. Selezionare il convogliatore 1.
2. Cliccare sul pulsante nella cornice [Outside machine].
ð Questo pulsante è disponibile solo se lo scanner ottico viene alimentato
con tensione attraverso il PLC. Se lo scanner ottico viene alimentato con
tensione attraverso la sua interfaccia, questo pulsante non è visibile!
ð Si attiva l'alimentazione di tensione dello Scanner ottico. Con tensione di
alimentazione attivata, il pulsante viene visualizzato in giallo.
3.
Cliccare sul pulsante
nella cornice [Outside machine].
ð Con lo scanner ottico in funzione, il pulsante viene visualizzato in giallo.
ð Non appena viene letto un codice, il pulsante si attiva.
ð Il codice viene visualizzato nel campo [Code].
ð A questo punto è possibile assegnare il codice letto a un programma di saldatu-
ra.
ü Per assegnare il codice letto a un programma di saldatura:
1. Cliccare sul pulsante
.
ð Appare il dialogo [Select soldering program].
2. Selezionare un programma di saldatura.
ð Il codice letto viene assegnato al programma di saldatura.
6.11.9.2
Code reader
maintenance mode
Edit dialog
Code reader conveyor track 1
Outside machine Inside machine
Code
Soldering program
Library
Code
Soldering program
Library
conveyor track 4
Code reader
Code reader
Code reader
Code reader
Code reader
conveyor track 2
conveyor track 3
conveyor track 1
Sensors outside machine Sensors inside machine
SMEMA SMEMA
ON
Conveyor
Not busy to N-1
Sensor ISEL
Hardware signal
Software signal
Numbers of Boards
Hardware signal
Software signal
Numbers of Boards
LVA sensor
board available from n-1
Hardware signal
Software signal
Numbers of Boards
ALB sensor
Conveyor track
Ready
Descrizione del funzionamento | 6
Ersa GmbH Istruzioni d´uso_HF3_14_it | 30/10/2014 208 / 0
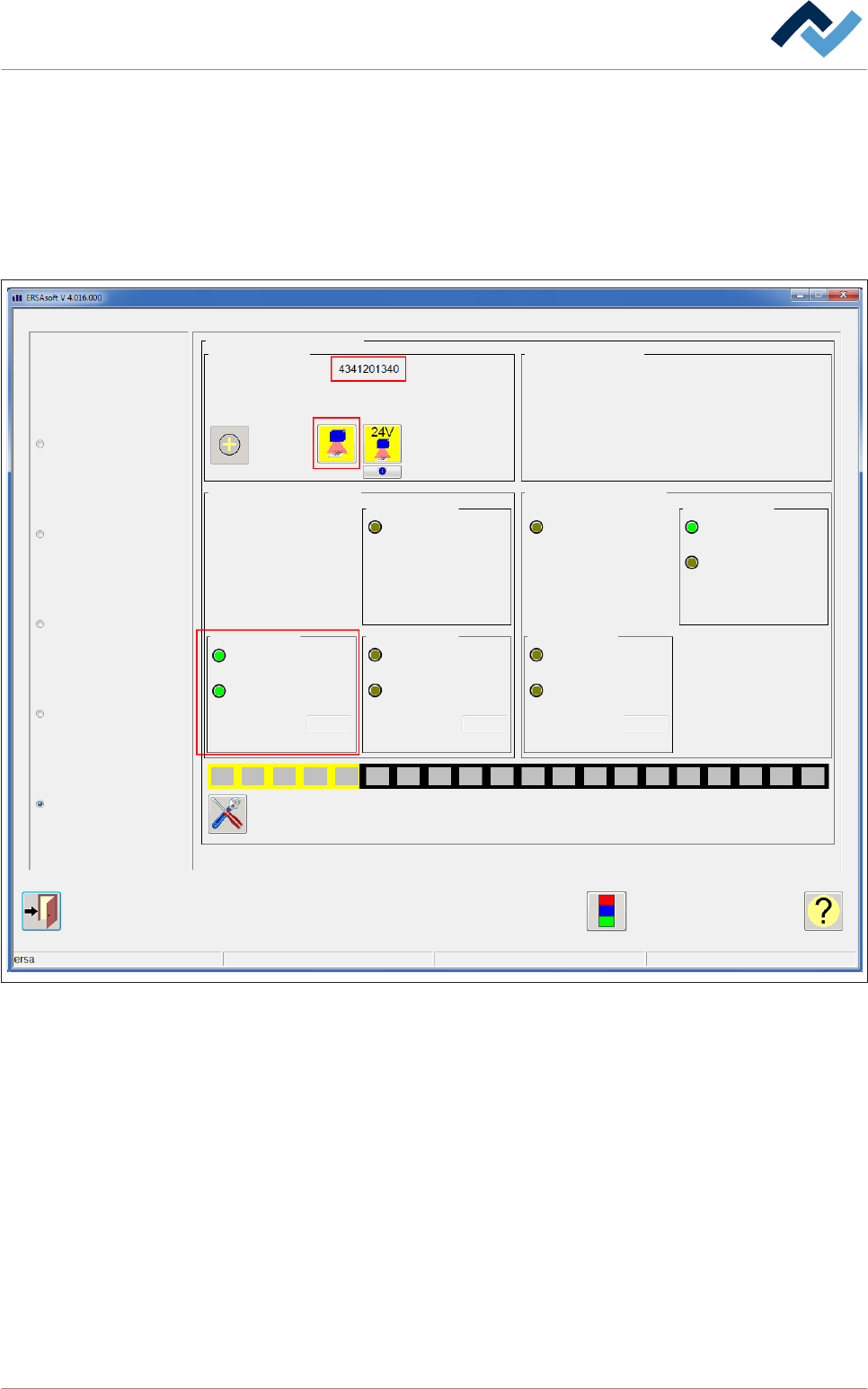
Visualizzazione delle proprietà di un convogliatore
ü Per visualizzare le proprietà del monitoraggio PCB di un convogliatore:
1. Nella cornice sinistra attivare il tasto radio del convogliatore desiderato.
ð La linea di trasporto si trova nell'area inferiore della finestra. È possibile
monitorare il PCB per ciascuna traccia selezionata. Se il PCB si trova davanti
o nella macchina, nella linea di trasporto viene visualizzato in giallo:
Code reader
Edit dialog
Code reader conveyor track 1
Outside machine Inside machine
Code
Soldering program
Library
Code
Soldering program
Library
conveyor track 4
Code reader
Code reader
Code reader
Code reader
Code reader
conveyor track 2
conveyor track 3
conveyor track 1
Sensors outside machine Sensors inside machine
SMEMA SMEMA
ON
Conveyor
Not busy to N-1
Sensor ISEL
Hardware signal
Software signal
Numbers of Boards
Hardware signal
Software signal
Numbers of Boards
LVA sensor
board available from n-1
Hardware signal
Software signal
Numbers of Boards
ALB sensor
test_10_C.xml
ERSA
1 0 0
Ready
Conveyor track
Maintenance mode
Fig. 66: Linea di trasporto: In questo esempio, il PCB si trova nei pressi del [Sensore ALB]. I segnali hardware e software sono pre-
senti, i LED [Segnale hardware] e [Segnale software] diventano verdi. Il codice è stato letto. Nella fase successiva, il PCB viene tra-
sportato verso il [Sensore LVA].
6.11.9.3
Descrizione del funzionamento | 6
Ersa GmbH Istruzioni d´uso_HF3_14_it | 30/10/2014 209 / 0