SP18 操作手册.pdf - 第135页
SP18P-L 操作手册 5.9 程序转换 ( 连续程序模式 ) Page 5 -17 5.9 程序转换 ( 连续程序 模式 ) 通过使用此功能,可一 并进行系列的程序转换作业 。另外,也可设定各作业的 有无。 另外,基本的操作方法 如下所示。 1) 首先在 [ 作业内容设定 ] 画面 h 中选择作业内容。 2) 按下画面上的 [ 开始 ] e 后,开始程序转换 。 3) 完成各个作业后,按 下 [ 完成 ( 跳过 )] f ,进行下一…

SP18P-L
操作手册
5.8
网板的设置
Page 5-16
5.8
网板的设置
( “3.2
网板的设置
”)
EJP1A-C-OMA05-A02-02
SP18P-L
操作手册
5.9
程序转换
(
连续程序模式
)
Page 5-17
5.9
程序转换
(
连续程序模式
)
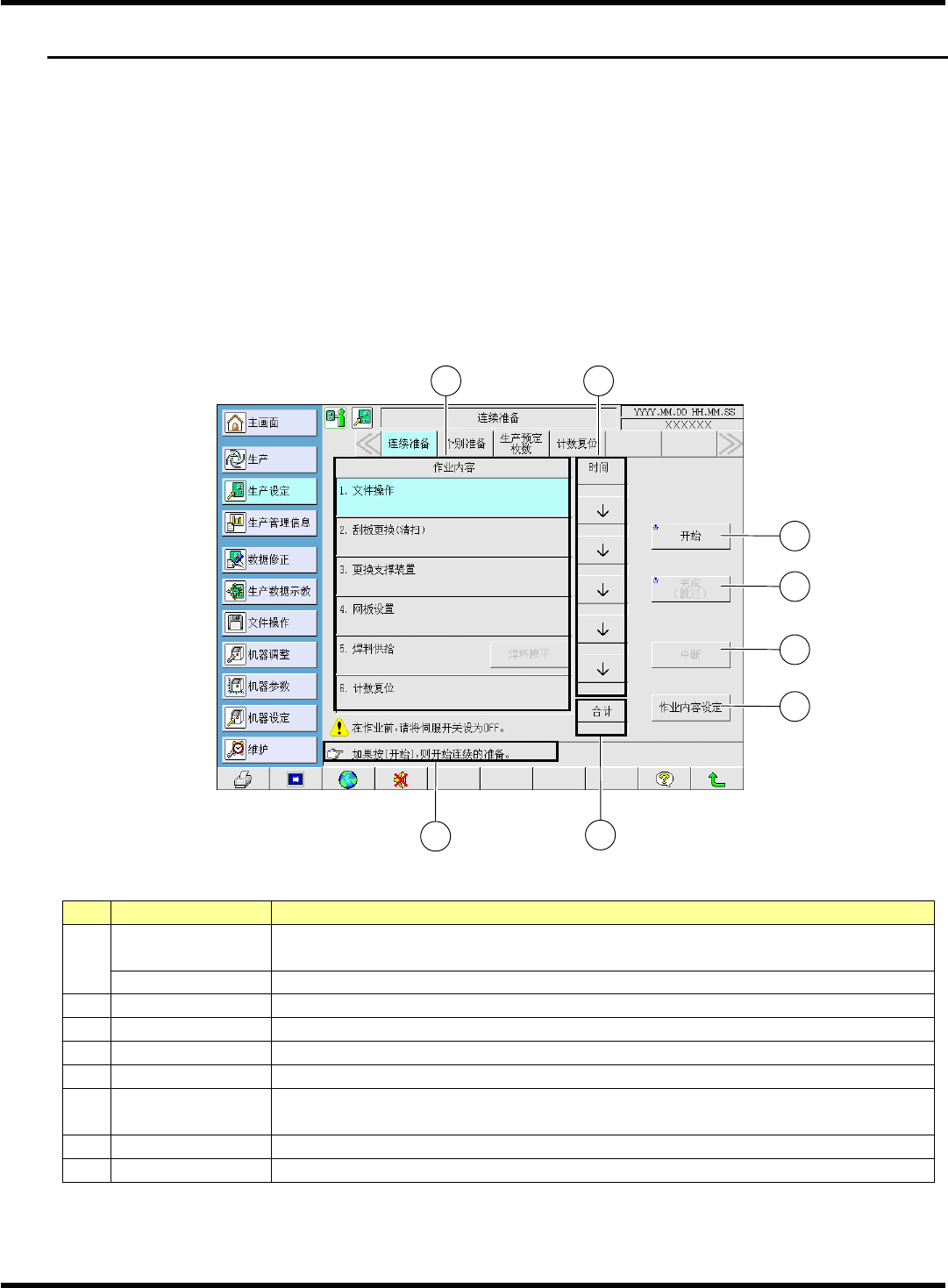
通过使用此功能,可一并进行系列的程序转换作业。另外,也可设定各作业的有无。
另外,基本的操作方法如下所示。
1)
首先在
[
作业内容设定
]
画面
h
中选择作业内容。
2)
按下画面上的
[
开始
]e
后,开始程序转换。
3)
完成各个作业后,按下
[
完成
(
跳过
)]f
,进行下一作业。
5.9.1
关于程序转换画面
No.
名称
说明
作业内容
如果进入
‘
连续准备
’
画面,最先进行的操作显示为蓝色,作业完成后,则在
[
作业内容
设定
]
中设定的下一个作业显示为蓝色。
c
[
焊料摊平
]
进行焊料摊平动作。请在调整印刷条件时使用。
d
时间
显示各作业耗费的时间。
e
[
开始
]
按该开关,则将开始程序转换。
f
[
完成
(
跳过
)]
各作业完成后,如果按此开关,将移至下一个作业。
g
[
中断
]
要中断程序转换作业时,如果按此开关,将返回主画面。
h
[
作业内容设定
]
根据不同的作业项目设定内容。另外,此功能仅限工程师使用。操作员模式不显示开
关。
i
合计
显示程序转换作业的共计时间。
j
信息
表示各作业的内容。
EJP1A-C-OMA05-A02-01
EJP1A-Pc-0028
1
8
3
4
5
6
2
7
SP18P-L
操作手册
5.9
程序转换
(
连续程序模式
)
Page 5-18
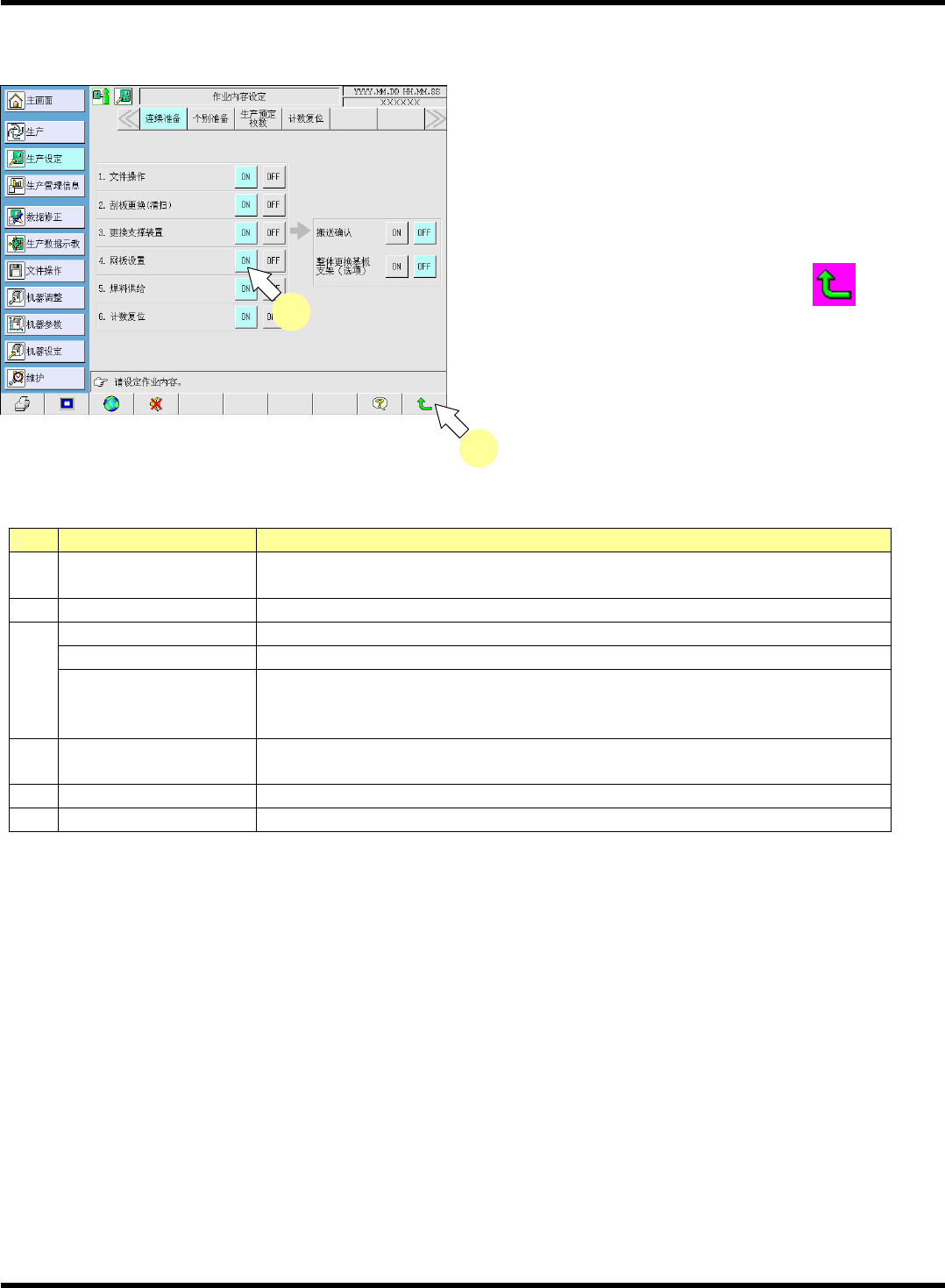
5.9.2
关于作业内容设定画面
操作方法
1.
选择要进行作业的项目。
ON
:
进行作业的项目
OFF
:
不进行作业的项目
2.
设定作业内容后,按下功能键的 。
•
返回到改变程序画面。
No.
名称
说明
1.
‘
文件操作
’
进行生产数据的读取操作。在机种切换等情况下,要变更生产数据文件时进行此
作业。
2.
‘
刮板更换
(
清扫
)’
刮板将移动到前侧。刮板移动后更换刮板。或者拆卸刮板,清洁后再安装刮板。
‘
更换支撑装置
’
使传送带宽度再扩宽一些,刮板将移动到内侧。然后进行支架的交换作业。
‘
搬送确认
’
交换支架后,机器调整菜单的搬送动作画面将被显示。请在确认搬送动作时使用。
3.
‘
整体更换基板支架
(
选项
)’
若此项设定为
ON
时,当更换支架时将传送带宽度伸展到最大宽度。
若此项设定为
OFF
时,当更换支架时会把传送带宽度预先调整到基板宽度。
使用整体更换用基板支撑销时,请将此项设定为
ON
。
4.
‘
网板设置
’
照相机装置将移动到前侧。将网板设置在识别照相机上部粘贴的网板定位标签的
位置。设置后,将自动进行网板识别。
5.
‘
焊料供给
’
供给焊料。供给后指定印刷开始位置。
6.
‘
计数复位
’
复位生产信息、焊膏计数、清扫计数。
EJP1A-C-OMA05-A02-01
EJP1A-Pc-0038
1
2