SP18 操作手册.pdf - 第73页
SP18P-L 操作手册 3.3 改进型刮板 ( 塑料、金属 ) 的使用步骤 Page 3-9 7. 拧紧 M4 螺栓后使其固定。 将漏焊料防止板安装后 ( 上面图 ) 8. 将刮板安装在刮板支座上。 ( 3.2 刮板 的更换 ) • 刮板的寿命 ( 更换时期 ) 塑料 (4 边 /1 个 ) 的寿命是以 40000 次为标准。 金属 (2 边 /1 个 ) 的寿命是以 200000 次为标准。 通知 EJP1A-063E 使用焊料自动…
SP18P-L
操作手册
3.3
改进型刮板
(
塑料、金属
)
的使用步骤
Page 3-8
4.
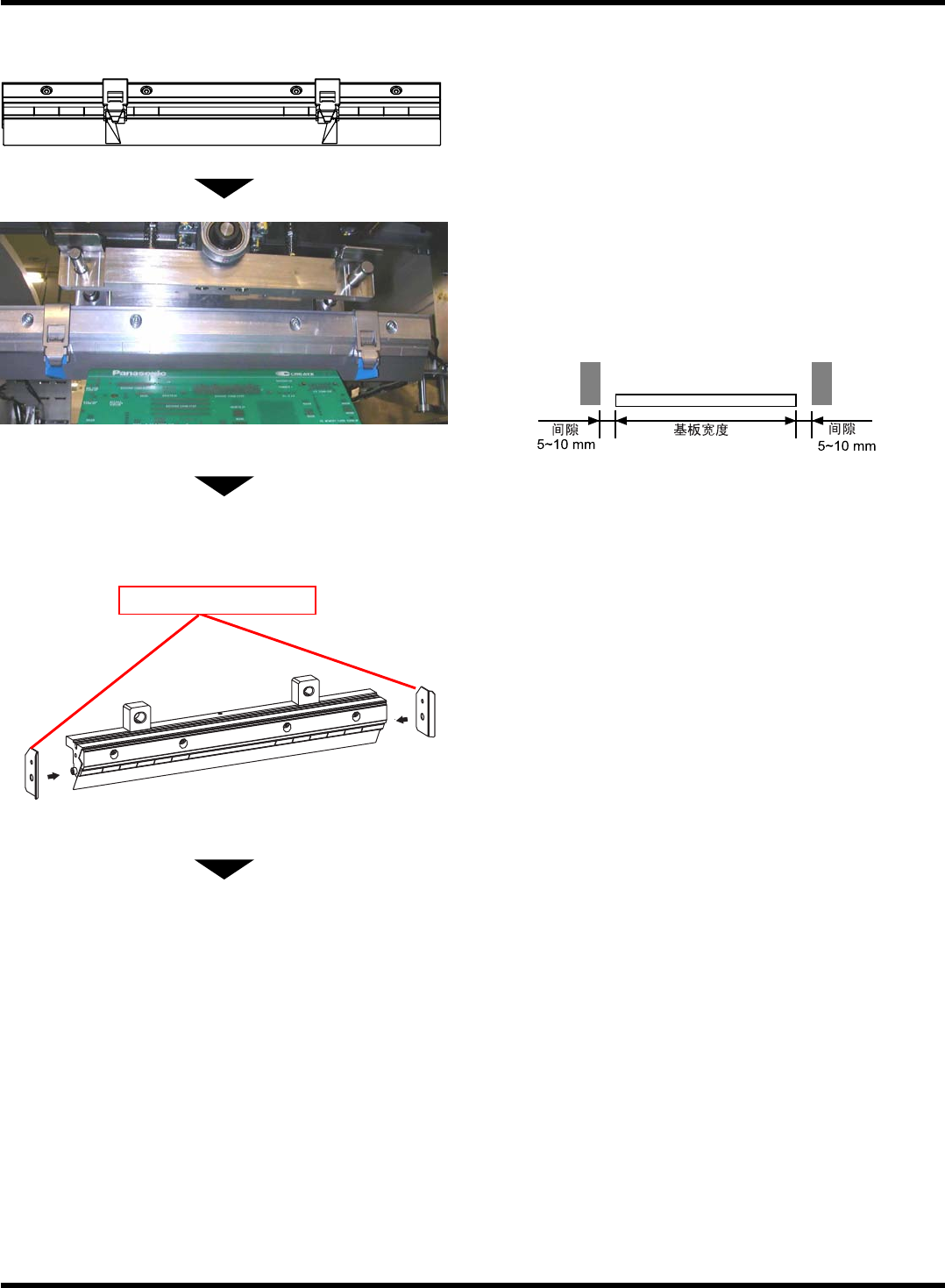
将托架对准刮板的槽部。
∗
如果用手指按托架的刮板面,即可简单地进行
设置。
∗
因块为左右对称,故请设定为左图的状态。
5.
调整漏焊料防止块的宽度。
∗
将块设置到比基板宽度稍微宽一些的位置上。
(
请参考下图调整块。
)
∗
F
和
R
的块宽度请设为基本一致。
6.
安装漏焊料防止板。
∗
请将漏焊料防止板的孔与刮板支座侧的螺栓的
位置吻合后安装。
下一页
1D3C-043C
EJP1A-C-OMA03-A01-00
EJP1A-062E
EJP1A-048P
EJP1A-087E
漏焊料防止板
SP18P-L
操作手册
3.3
改进型刮板
(
塑料、金属
)
的使用步骤
Page 3-9
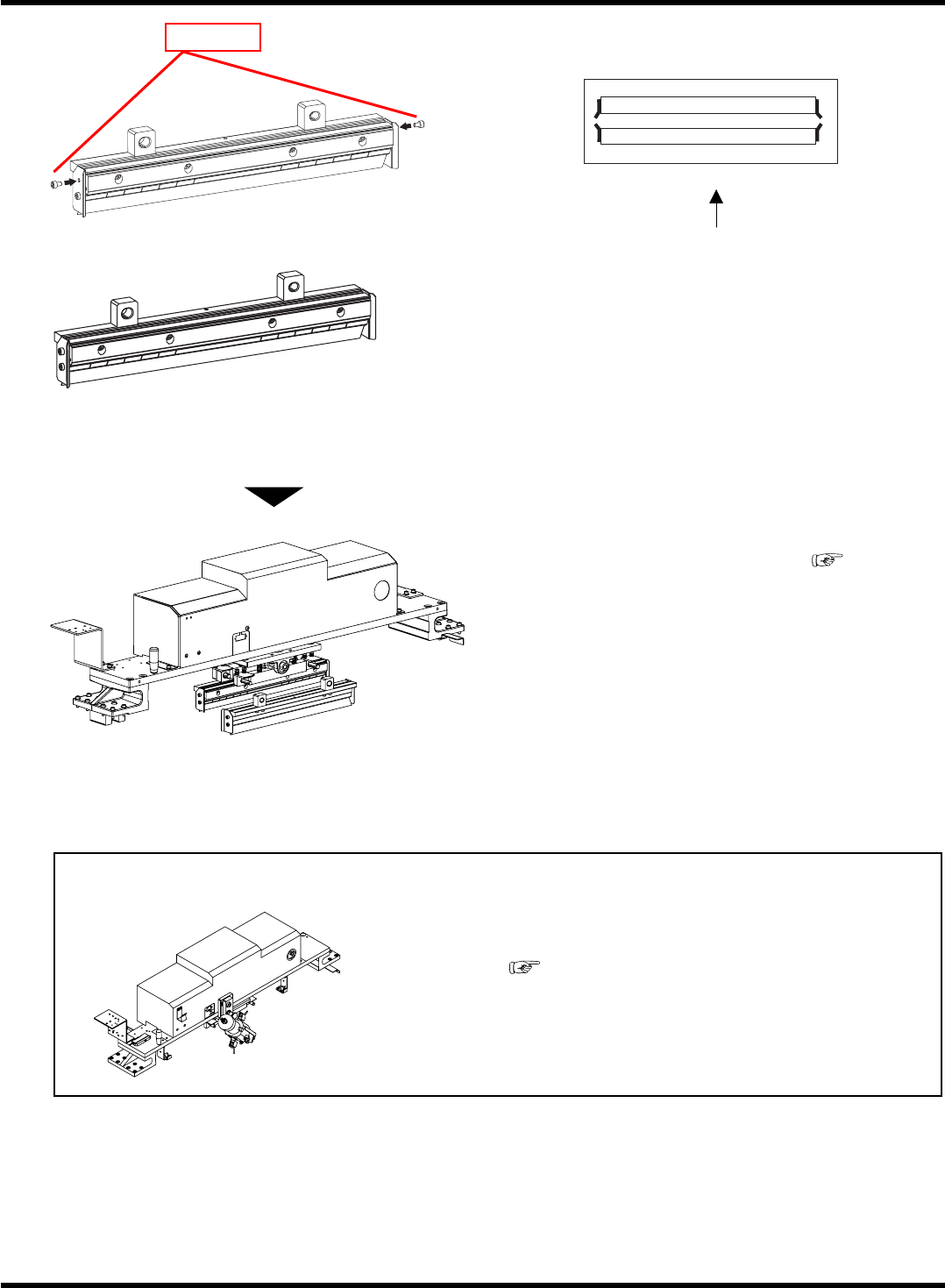
7.
拧紧
M4
螺栓后使其固定。
将漏焊料防止板安装后
(
上面图
)
8.
将刮板安装在刮板支座上。
( 3.2
刮板
的更换
)
•
刮板的寿命
(
更换时期
)
塑料
(4
边
/1
个
)
的寿命是以
40000
次为标准。
金属
(2
边
/1
个
)
的寿命是以
200000
次为标准。
通知
EJP1A-063E
使用焊料自动供给时,请将功能软开关的
‘
焊料自
动供给
’
设为
ON
。
(
程序手册
)
EJP1A-C-OMA03-A01-01
EJP1A-089E
EJP1A-091E
EJP1A-092E
EJP1A-090E
M4
螺栓
SP18P-L
操作手册
3.3
改进型刮板
(
塑料、金属
)
的使用步骤
Page 3-10
EJP1A-095E
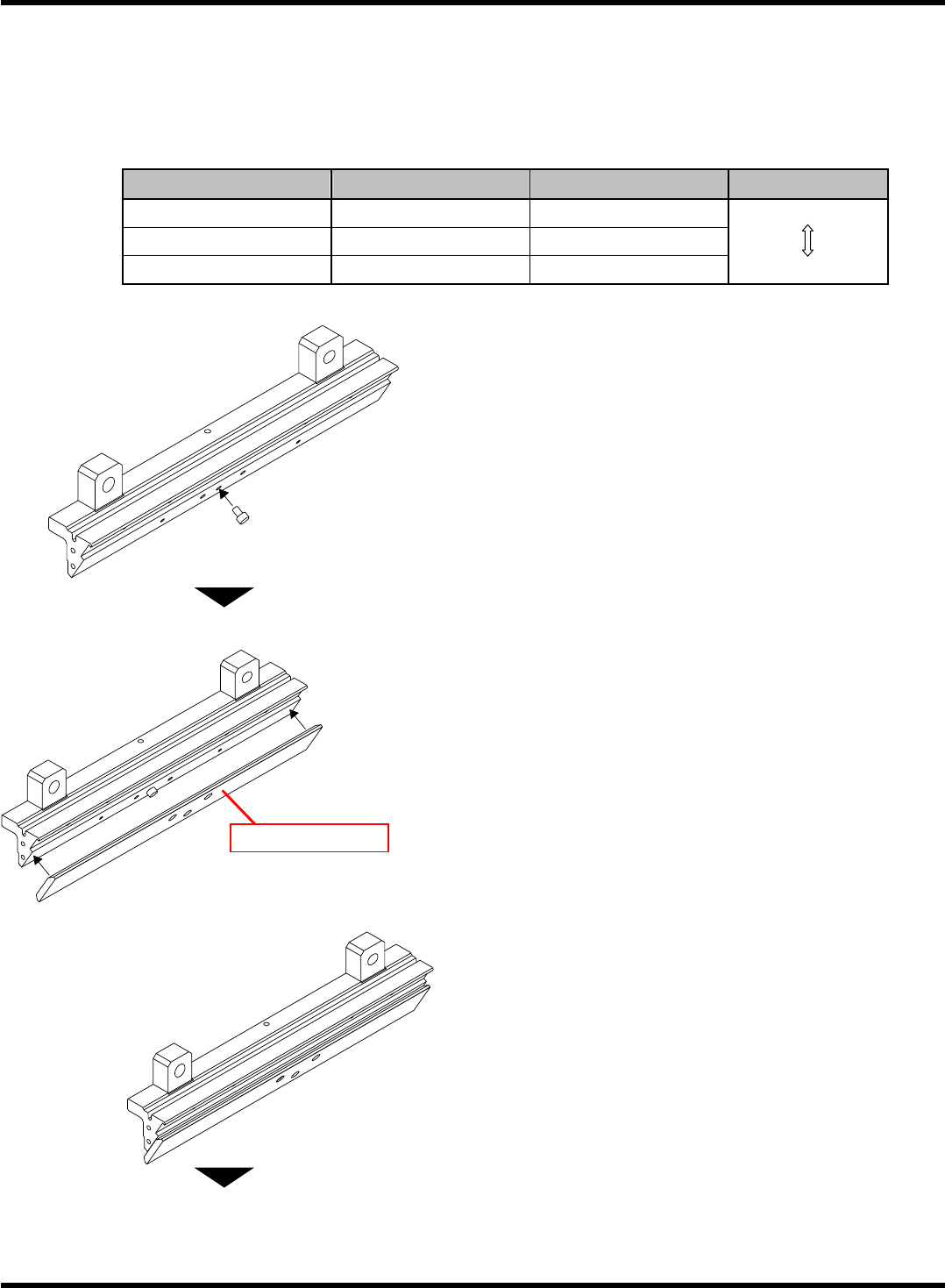
3.3.2
刮板突出部的切换步骤
∗
使用改进型金属刮板突出部切换类型,即可将刮板突出部切换为三种阶段
(13 mm/10 mm/7 mm)
。
各突出部的长度及推荐印刷条件如下所示。
[
突出部长度及印刷条件的基准
]
刮板突出部长度
(mm)
印刷速度
(mm/s)
印压
(
×
10
-2
N/mm)
焊料填充量
13
∼
150 20
∼
多
10
100
∼
200 15
∼
7
150
∼
200 15
∼
少
1.
将
M4
螺栓安装至刮板支架,以使对准要
设定的突出部刻印。
2.
将突出部切换后援板正确安装。
∗
不可以安装到错误方向。
[
安装后
]
下一页
EJP1A-C-OMA03-A01-00
EJP1A-094E
突出部切换后援板
EJP1A-093E