SP18 操作手册.pdf - 第77页
SP18P-L 操作手册 3.4 焊料的供给 Page 3 -13 3. 3.4 焊料的供给 在生产开始之前,确认 刮板的印刷方向,用小铲子 等将工程师所指定数量的焊 料放到网板上。 ∗ 焊料长时间放置会变干 燥,以至不能使用。供给请 在生产开始前进行。 安装有焊料自动供给装 置 ( 选购件 ) 的情况 生产中的焊料补给方法 ,通过功能软开关的 ‘ 焊料自动供给 ’ 的 ON / OFF 设定可以进行变更。 下面,将对生产中的焊 料的补…
SP18P-L
操作手册
3.3
改进型刮板
(
塑料、金属
)
的使用步骤
Page 3-12
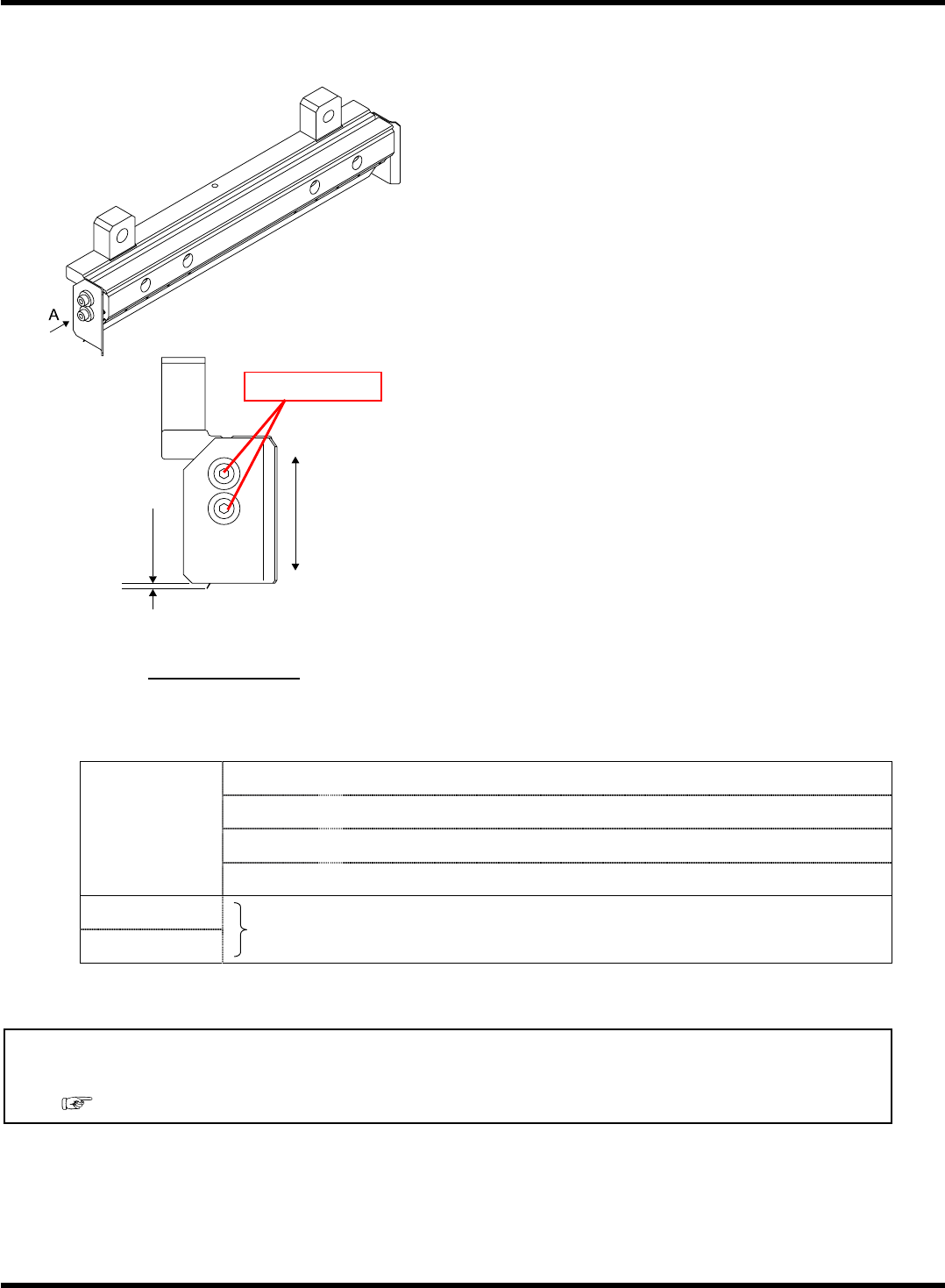
使用漏焊料防止板时
1.
切换了突出部时,应将防止板位置往上下
调整。
2.
拧松
M4
螺栓,将防止板往上下调整。
∗
如果使用位置错误,有可能接触网板而导致网
版的破损。
漏焊料防止板安装位置
突出部
13 mm
按照印压
(
×
10
-2
N/mm)
调整安装位置。
30
以下
:
于最下面的位置使用。
(
离刮板边缘
2 mm)
30
∼
70
:
于中央位置使用。
(
离刮板边缘
3.5 mm)
70
以上
:
于最上面的位置使用。
(
离刮板边缘
5 mm)
突出部
10 mm
突出部
7 mm
于最下面的位置使用。
(
离刮板边缘
2 mm)
通知
漏焊料防止块,同样与一般的刮板可以安装及使用。
( 3.3.1
刮板的组装,步骤
4.
∼
5.)
EJP1A-C-OMA03-A01-00
从
A
视点看的图
EJP1A-099E
可以往上下调整
调整范围
:
2 mm
∼
5 mm
M4
螺栓
SP18P-L
操作手册
3.4
焊料的供给
Page 3-13
3.
3.4
焊料的供给
在生产开始之前,确认刮板的印刷方向,用小铲子等将工程师所指定数量的焊料放到网板上。
∗
焊料长时间放置会变干燥,以至不能使用。供给请在生产开始前进行。
安装有焊料自动供给装置
(
选购件
)
的情况
生产中的焊料补给方法,通过功能软开关的
‘
焊料自动供给
’
的
ON / OFF
设定可以进行变更。
下面,将对生产中的焊料的补给方法进行说明。
3.4.1 ‘
焊料自动供给
’ON
安装有焊料自动供给装置
(
选购件
)
时,将功能软开关的
‘
焊料自动供给
’
设定为
ON
。
在此设定下,焊料自动供给装置支座上的传感器会检查注射器内的焊料量。
注射器内的焊料量若减少到传感器的感应区域以下,则报警器鸣叫,机器循环停止。
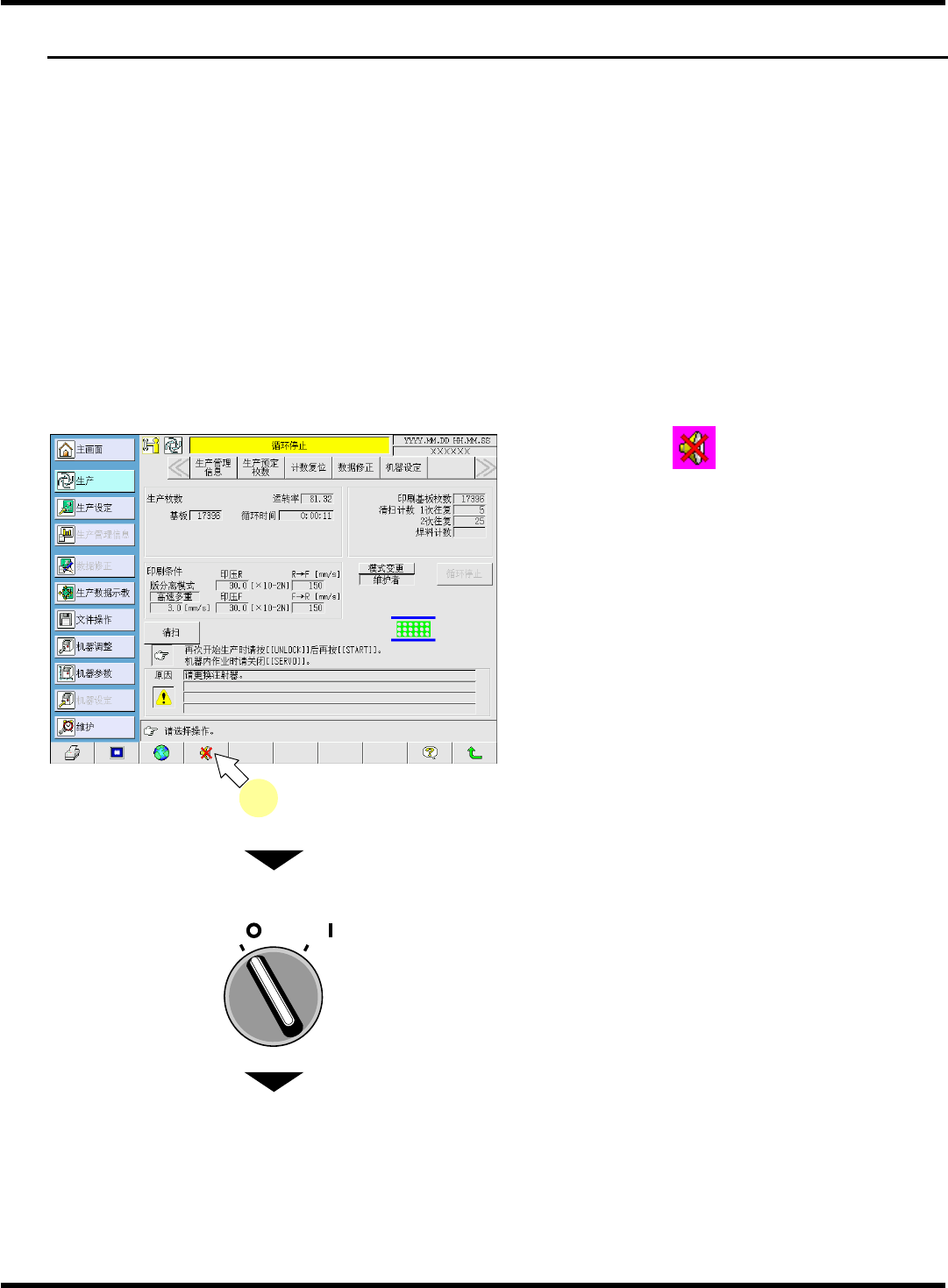
请按以下步骤更换焊料筒。
1.
按功能键的
。
•
报警器停止鸣叫。
2.
将伺服开关置于
OFF (O)
。
3.
打开前面的安全盖。
下一页
O
FF ( )
ON (
)
SERVO
EJP1A-C-OMA03-A02-02
EJP1A-Pc-0042
1
SP18P-L
操作手册
3.4
焊料的供给
Page 3-14
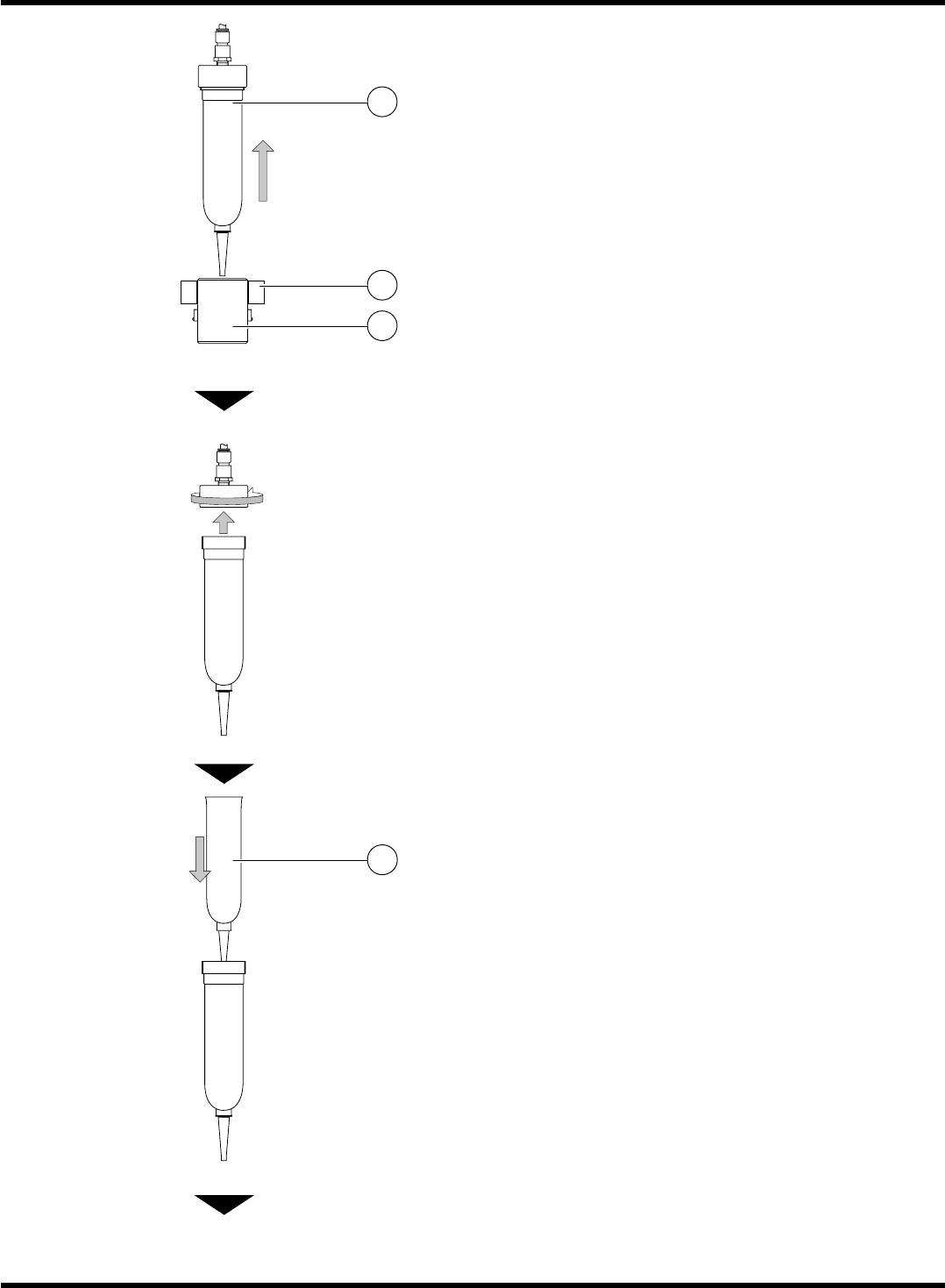
4.
将注射器
从传感器
之间的支座
上拔
出。
5.
将注射器的盖卸下。
6.
更换焊料筒
。
∗
将用完的焊料筒从注射器上卸下,并插入新的
焊料筒。
∗
对于新的焊料筒,建议预先恢复到常温。
7.
盖上注射器的盖。
下一页
1B4C-052E
EJP1A-C-OMA03-A02-02
1B4C-053E
1
1B4C-051E
1
2
3