JX-350_FCS使用说明书.pdf - 第21页
FCS 使用说明书 14 ⑥ 显示下图重夹后生产画面。请按下 START 开关。 图 2-6 重夹画面 ⑦ 开始 FCS 生产 ⑧ 生产开始时,对基板上面的模具元件进行 识别,如果发生识别错误时,即显示如下画面 。进行吸取 位置的示教,如果模具元件识别成功时,即进入 FCS 生产 图 2-7 模具元件识别错误(激光)画面 ⑨ 重新生产模式与通常生产的标记识别错误时情况相同 ⑩ 生产结束后,自动返回到 FCS 设置画面
FCS使用说明书
13
2-2 确认精度
确认精度模式是,测量并显示当前装置的贴片精度。
以下对使用此模式的测定方法进行说明。
确认精度模式,是一种使用当前贴片精度控制用参数进行贴片的简易检查模式,
不是根据此结果定量保证贴片精度的功能。
① 在 FCS 设置画面中按下[执行条件设置] 按钮,即显示执行条件设置画面
② 在执行条件设置画面中选择 [确认精度],设置要执行定心的执行 Head (勾选)后,请按下[OK]按钮。
执行条件设置画面即关闭
③ 请在 FCS 设置画面中确认执行条件,按下[执行调整生产] 按钮
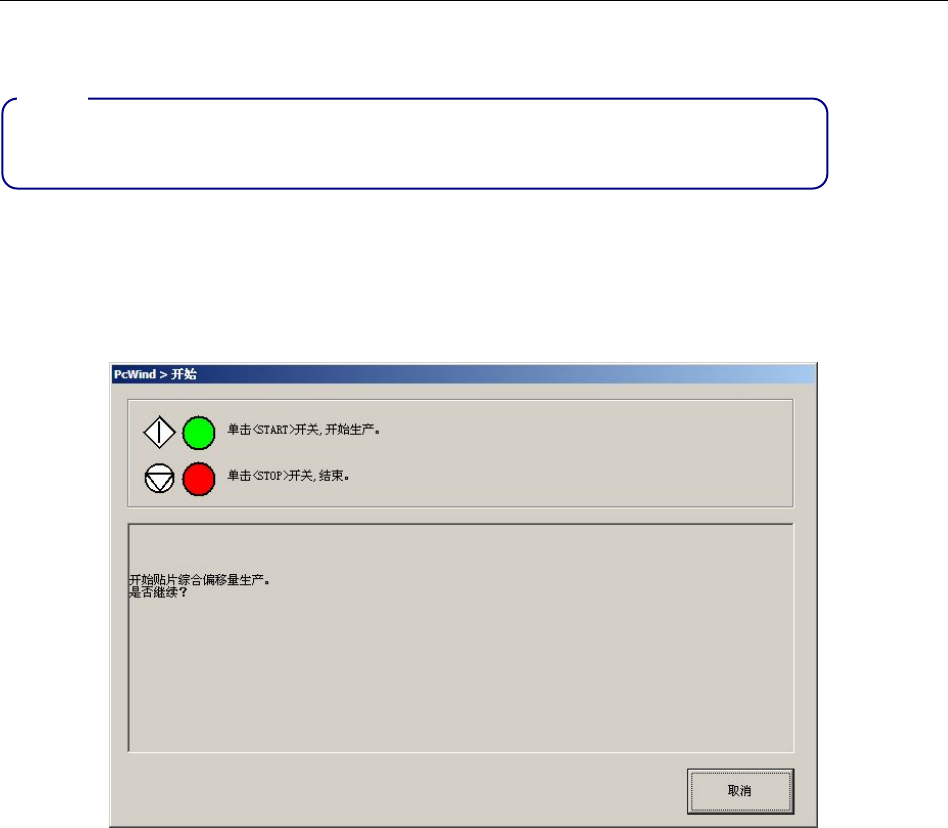
④ 自动切换到下图的生产开始画面,变为自动读入生产程序的状态
图 2-5 生产开始画面
⑤ 请调整搬送宽度,并取下支撑销针。
然后,将基板安放在重夹位置 (STOP 传感器上)
注意
FCS使用说明书
14
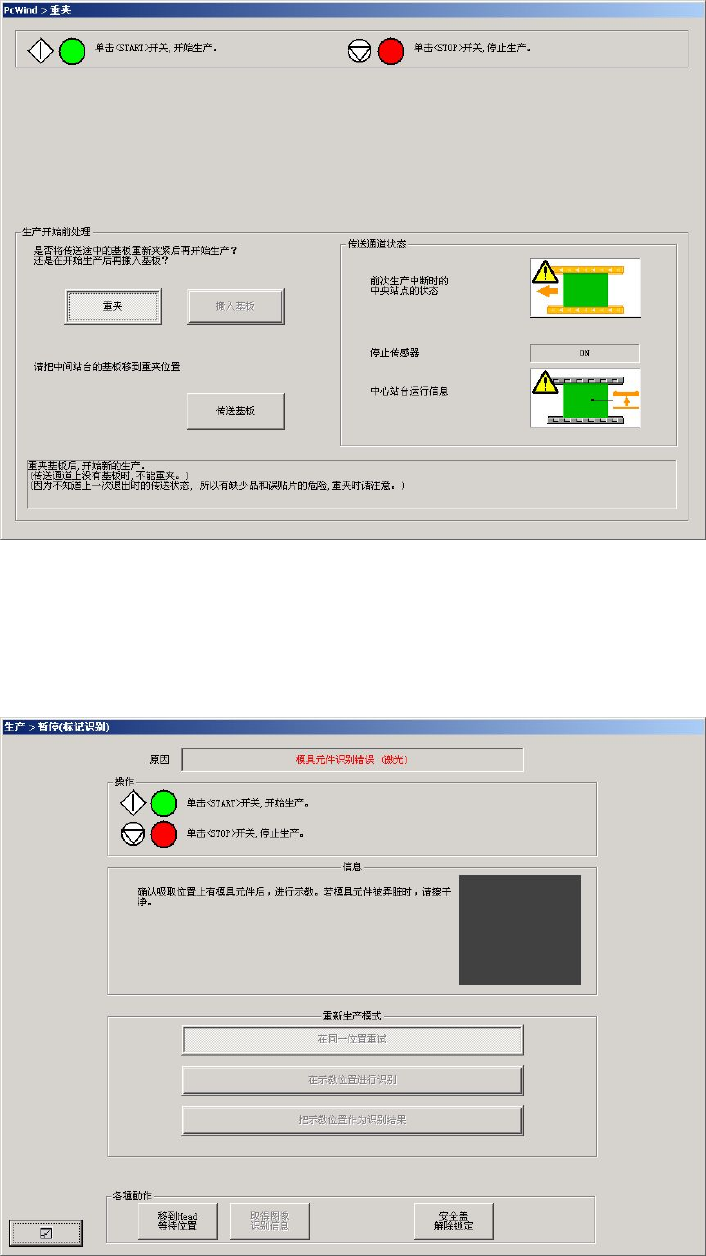
⑥ 显示下图重夹后生产画面。请按下 START 开关。
图 2-6 重夹画面
⑦ 开始 FCS 生产
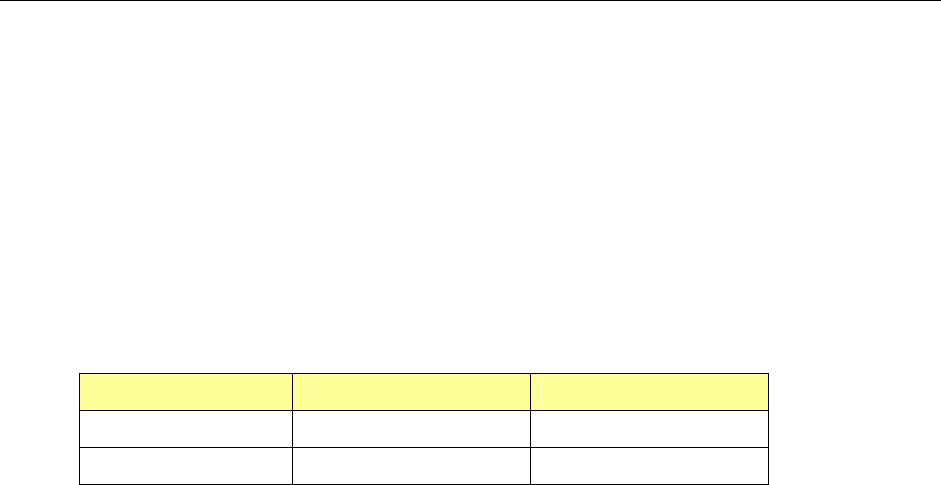
⑧ 生产开始时,对基板上面的模具元件进行识别,如果发生识别错误时,即显示如下画面。进行吸取
位置的示教,如果模具元件识别成功时,即进入 FCS 生产
图 2-7 模具元件识别错误(激光)画面
⑨ 重新生产模式与通常生产的标记识别错误时情况相同
⑩ 生产结束后,自动返回到 FCS 设置画面
FCS使用说明书
15
2-2-1 确认测量结果
结束 FCS 生产(测量)后,确认测量结果。
测量结果,可作为判断是否需要调整的参考数据。
测量结果,按下 FCS 设置画面里的贴片综合偏移量显示按钮,即可显示。
<激光定心时>
请确认所有 Head 的 3σ 值 (X、Y、A)。
所有 Head 的 3σ 值如果在『表 2-5 贴装精度的判定值(激光定心、确认精度参考值)』的判定值以上,
可判断为贴装精度良好。
如果所有 Head 的 3σ 值在判定值以下时,则请擦干净 FCS 模具芯片 B、吸嘴 (506)、模具基板等
后,再次执行精度确认。
如果再次确认的结果 3σ 值仍不在判定值以上时,请执行激光精度调整 (重新取得贴片综合偏移量)。
表 2-5 贴装精度判定植(激光定心、确认精度参考值)
激光速度(高) 激光速度(低)
XY(3σ)(LNC60)
0.037[mm]以下 0.035[mm]以下
θ(3σ)(LNC60)
0.300[°]以下 0.300[°]以下
注 1) 不包括单头的精度。