m220_383_02_process_manual工艺手册.pdf.pdf - 第19页
PROCESS SETUP AND ACCEPTANCE P ROCESS M ANU AL 3.1-3 5.analog out (M FCs) 6.digital out (valves) 7.alarm limits 8.alarm on digital inputs 9.branch on 10.abort on 11.wait for 12.abort recipe As step 0 has been designed as…
PROCESS SETUP AND ACCEPTANCE
P
ROCESS MANUAL
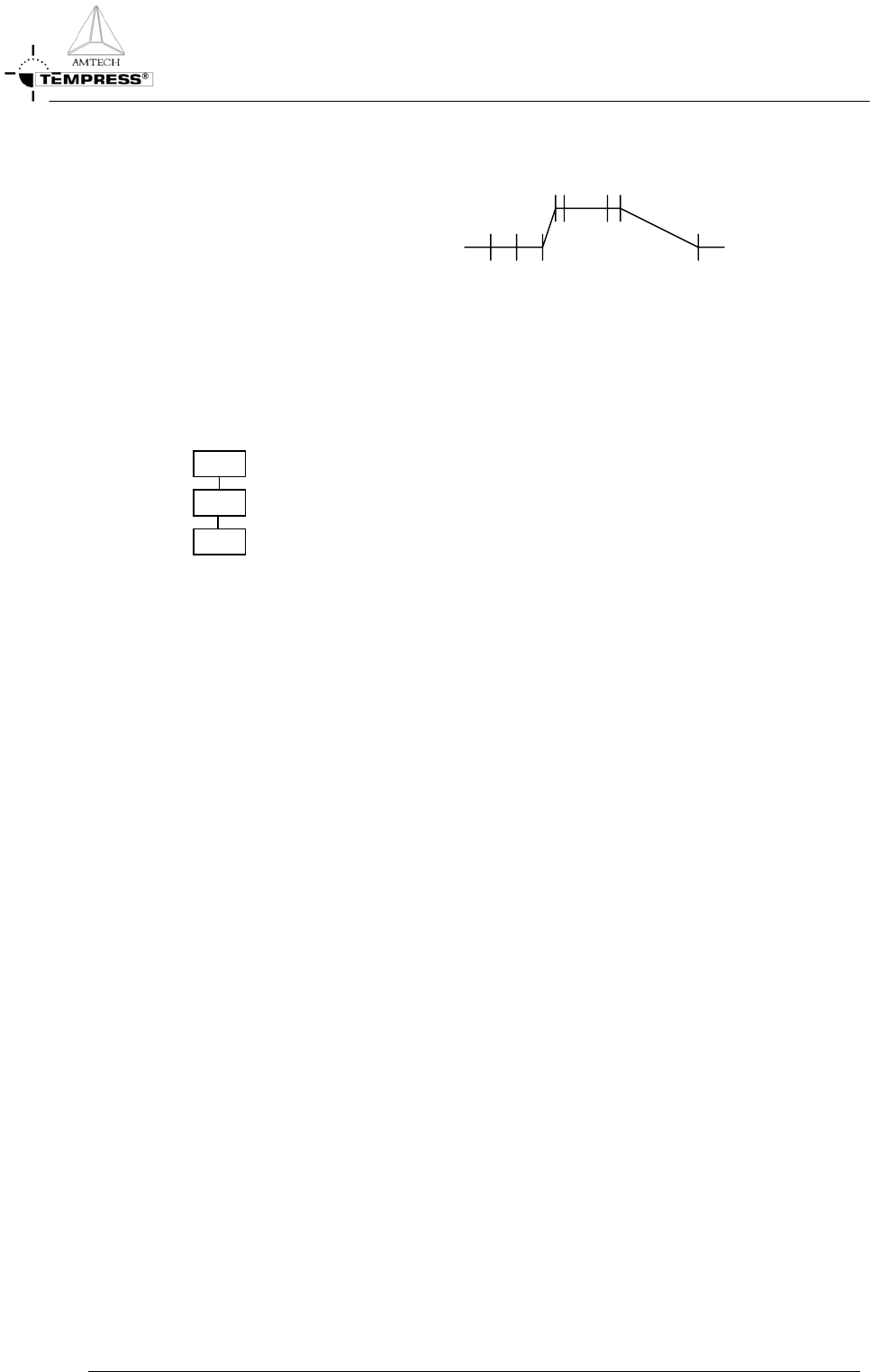
3.1.2.4 Step 4: Make detailed schematic
The schematic can be split into different sections. Each section is going to represent one process
step. The detailed schematic typically has the following shape:
3.1.2.5 Step 5: Convert schematic to block diagram
The detailed schematic represents the individual steps that will be used in the process recipe. Each
step can also be presented in a block diagram with the following shape:
Step 0
Step 1
Step 2
3.1.2.6 Step 6: Fill in each block
Each block can now be programmed. It must be recognized that Step 0 (the first step) has some
unique properties that are not found in any other step:
1.'standby' step
2.selection of other recipe only here
3.must be started manually (no automatic continuation)
4.is the target for an Abort command
5.no time command available
6.no branch command available
7.no abort command available
3.1.3 Recommended command sequence
As stated previously, the DPC will execute all commands simultaneously, except for the
“Branch on” and “Abort on” instructions.
To improve readability the following sequence is recommended:
1.message
2.time
3.temperature
4.boat
3.1-2

PROCESS SETUP AND ACCEPTANCE
P
ROCESS MANUAL
3.1-3
5.analog out (MFCs)
6.digital out (valves)
7.alarm limits
8.alarm on digital inputs
9.branch on
10.abort on
11.wait for
12.abort recipe
As step 0 has been designed as the Standby step all commands in step 0 must be programmed
to create a safe condition.
This involves
closing
all
gas
flows and
valves
, except for a small N
2
purge flow, setting a
low temperature
and programming the
boat in
.
3.1.4
Modifying the default Tempress recipe
The default Tempress process recipe is designed with Step 0 as Standby for all atmospheric
processes. Obviously customers are free to alter the default recipe to fit their particular
needs. For example, a 24 hr production environment typically uses step 0 as Load/unload
step, not as a standby condition, because the machine is actually never in standby.
The transition is easy:
1) Modify the step 0 settings such that it contains:
1) Message Load/Unload with Sonalert
2) Boat out
3) Gas N
2
flow high
2) Remove step 1 Boat Out
3) Remove Step 2 Load Wafers

PROCESS SETUP AND ACCEPTANCE
P
ROCESS MANUAL
3.2-1
3.2 Process recipe startup and fine-tuning
3.2.1 Introduction
Process fine-tuning is required to reach the guaranteed process specifications and improve a current
process. Many different methods lead to the same process result and any approach is valid as long
as it satisfies the specifications. A few tips are described here that can be used as a guideline for
process fine-tuning.
3.2.2
Prerequisites
The following items are required before process fine-tuning can be started.
- a fully functional system (leaktested, profiled)
- a process recipe
- appropriate temperature recipes
3.2.3
Initial settings
The initial settings can be copied from an existing recipe if that is available. Alternatively, the
example recipes given later in this manual can be used. These recipes are based on a default system,
therefore the example recipes need to be adapted to fit the customer specific machine.
Two different process conditions occur. The atmospheric processes and the LPCVD processes.
3.2.3.1 Atmospheric process
- calculate the required gasflow to obtain a refresh interval of 3 minutes for process conditions
and 5 minutes for standby conditions. Take into account the tube volume and the gas
expansion at high temperatures. For example flows see
Table 3-1, and keep in mind that at
1000
o
C a gas expands 4.7x (and 3.6x at 700
o
C)
- use a flat temperature
The flat temperature is sufficient for most atmospheric processes anyway (especially (dry and wet)
oxidations). A ramped temperature can be used later to counter the expected depletion effects that
will occur in the POCl
3
deposition and diffusion process.
The reason to start of with a flat temperature is to make sure the machine is performing as
expected (and therefore should give a depletion effect).
Table 3-1: Initial gas flows for atmospheric processes
Tube
length
[dm]
Tube ID
[dm]
Tube
volume
[liter]
MFC setting
[slm] for
700
o
C 5 min
MFC setting
[slm] for
1000
o
C 3 min
TS430x 13 1.6 26 1.5 1.9
TS460x 18 1.6 36 2.0 2.6
TS480x 20 1.6 40 2.3 2.9
TS4100x 25 1.6 50 2.8 3.6
TS630x 13 2.12 46 2.6 3.3
TS660x 18 2.12 64 3.6 4.5
TS680x 20 2.12 71 4.0 5.0
TS6100x 25 2.12 88 5.0 6.3
TS840x 13 2.7 74 4.2 5.3