m220_383_02_process_manual工艺手册.pdf.pdf - 第43页
PROCESS DESCRIPTION P ROCESS M ANU AL 4.1-8 113 Branch on gas/pressure PRESSURE [8 ] to step EVAC CONTINUED. Sonalert alarm Yes 114 19 READY 115 Message STANDBY [1]. Sonaler t alarm No 116 Digital out N2 PURGE[9] = ON ,N…

PROCESS DESCRIPTION
P
ROCESS MANUAL
4.1-7
73 12 SET PRESSURE
74 Message PURGE [12]. Sonalert alarm No
75 Time: 000:02:00 (hr:min:sec) Variable Command: No
76 Gas [PRESSURE [8]] at [250] [MTOR] Variable Command: Yes
77 Alarm limit setting for Gas NH3 [4] at 10 % ( ± 50 SCCM) Variable Command: No
78 Branch on gas/pressure NH3 [4] to step NH3 PURGE. Sonalert alarm Yes
79 13 DEPOSITION
80 Message DEPOSITION [13]. Sonalert alarm No
81 Time: [000:30:00] (hr:min:sec) Variable Command: Yes
82 Gas DCS 1 [2] at [60.0] [SCCM] Variable Command: Yes
83 Alarm limit setting for Gas DCS 1 [2] at 10 % ( ± 20.0 SCCM) Variable Command:
No
84 Alarm limit setting for Gas PRESSURE [8] at 5 % ( ± 100 MTOR) Variable
Command: No
85 Branch on gas/pressure DCS 1 [2] to step NH3 PURGE. Sonalert alarm Yes
86 Branch on gas/pressure NH3 [4] to step NH3 PURGE. Sonalert alarm Yes
87 Branch on gas/pressure PRESSURE [8] to step NH3 PURGE. Sonalert alarm Yes
88 14 NH3 PURGE
89 Message PURGE [12]. Sonalert alarm No
90 Time: 000:02:00 (hr:min:sec) Variable Command: No
91 Gas DCS 1 [2] at 0.0 [SCCM] Variable Command: No
92 Gas PRESSURE [8] at 0 [MTOR] Variable Command: No
93 Digital out N2 PURGE[9] = OFF,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACDCS1[12] = OFF,EVACDCS2[13] = OFF,EVACNH3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = ON Variable Command: No
94 Alarm Limit Setting for All Analog Output Channel at 0 %
95 15 EVAC CONTINUED
96 Message EVACUATE 3 [10]. Sonalert alarm No
97 Time: 000:05:00 (hr:min:sec) Variable Command: No
98 Gas NH3 [4] at 0 [SCCM] Variable Command: No
99 Digital out N2 PURGE[9] = OFF,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACDCS1[12] = OFF,EVACDCS2[13] = OFF,EVACNH3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = ON Variable Command: No
100 16 PURGE
101 Message PURGE [12]. Sonalert alarm No
102 Time: 000:05:00 (hr:min:sec) Variable Command: No
103 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACDCS1[12] = OFF,EVACDCS2[13] = OFF,EVACNH3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = ON Variable Command: No
104 17 EVACUATE
105 Message EVACUATE 3 [10]. Sonalert alarm No
106 Time: 000:05:00 (hr:min:sec) Variable Command: No
107 Digital out N2 PURGE[9] = OFF,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACDCS1[12] = OFF,EVACDCS2[13] = OFF,EVACNH3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = ON Variable Command: No
108 18 LEAKCHECK
109 Message LEAKCHECK [11]. Sonalert alarm No
110 Time: 000:02:00 (hr:min:sec) Variable Command: No
111 Digital out N2 PURGE[9] = OFF,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACDCS1[12] = OFF,EVACDCS2[13] = OFF,EVACNH3[14] =
OFF,SOFTSTRT[15] = OFF,MAINVAC[16] = OFF Variable Command: No
112 Alarm limit setting for Gas PRESSURE [8] at 2 % ( ± 40 MTOR) Variable
Command: No
PROCESS DESCRIPTION
P
ROCESS MANUAL
4.1-8
113 Branch on gas/pressure PRESSURE [8] to step EVAC CONTINUED. Sonalert
alarm Yes
114 19 READY
115 Message STANDBY [1]. Sonalert alarm No
116 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACDCS1[12] = OFF,EVACDCS2[13] = OFF,EVACNH3[14] =
OFF,SOFTSTRT[15] = OFF,MAINVAC[16] = ON Variable Command: No
117 Wait for operator
118 20 BACKFILL 1
119 Message BACKFILL [14]. Sonalert alarm No
120 Time: 000:01:00 (hr:min:sec) Variable Command: No
121 Gas N2 [1] at 0.00 [SLM] Variable Command: No
122 Gas DCS 1 [2] at 0.0 [SCCM] Variable Command: No
123 Gas DCS 2 [3] at 0.0 [SCCM] Variable Command: No
124 Gas NH3 [4] at 0 [SCCM] Variable Command: No
125 Gas PRESSURE [8] at 0 [MTOR] Variable Command: No
126 Digital out ,,,,,,,WATERVLV[8] = ON Variable Command: No
127 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACDCS1[12] = OFF,EVACDCS2[13] = OFF,EVACNH3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = OFF Variable Command: No
128 Alarm on digital in PRESS N2[1] = ON,PRESSAIR[2] = ON,doorclsd[3] =
ON,VACFAIL[4] = OFF,WATRCOOL[5] = ON,,TEMP SCR[7] =
ON,EXCESS[8] = ON
129 Abort recipe 08
130 21 BACKFILL 2
131 Message BACKFILL [14]. Sonalert alarm No
132 Time: 000:10:00 (hr:min:sec) Variable Command: No
133 Gas N2 [1] at 10.00 [SLM] Variable Command: No
134 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACDCS1[12] = OFF,EVACDCS2[13] = OFF,EVACNH3[14] =
OFF,SOFTSTRT[15] = OFF,MAINVAC[16] = OFF Variable Command: No
135 END
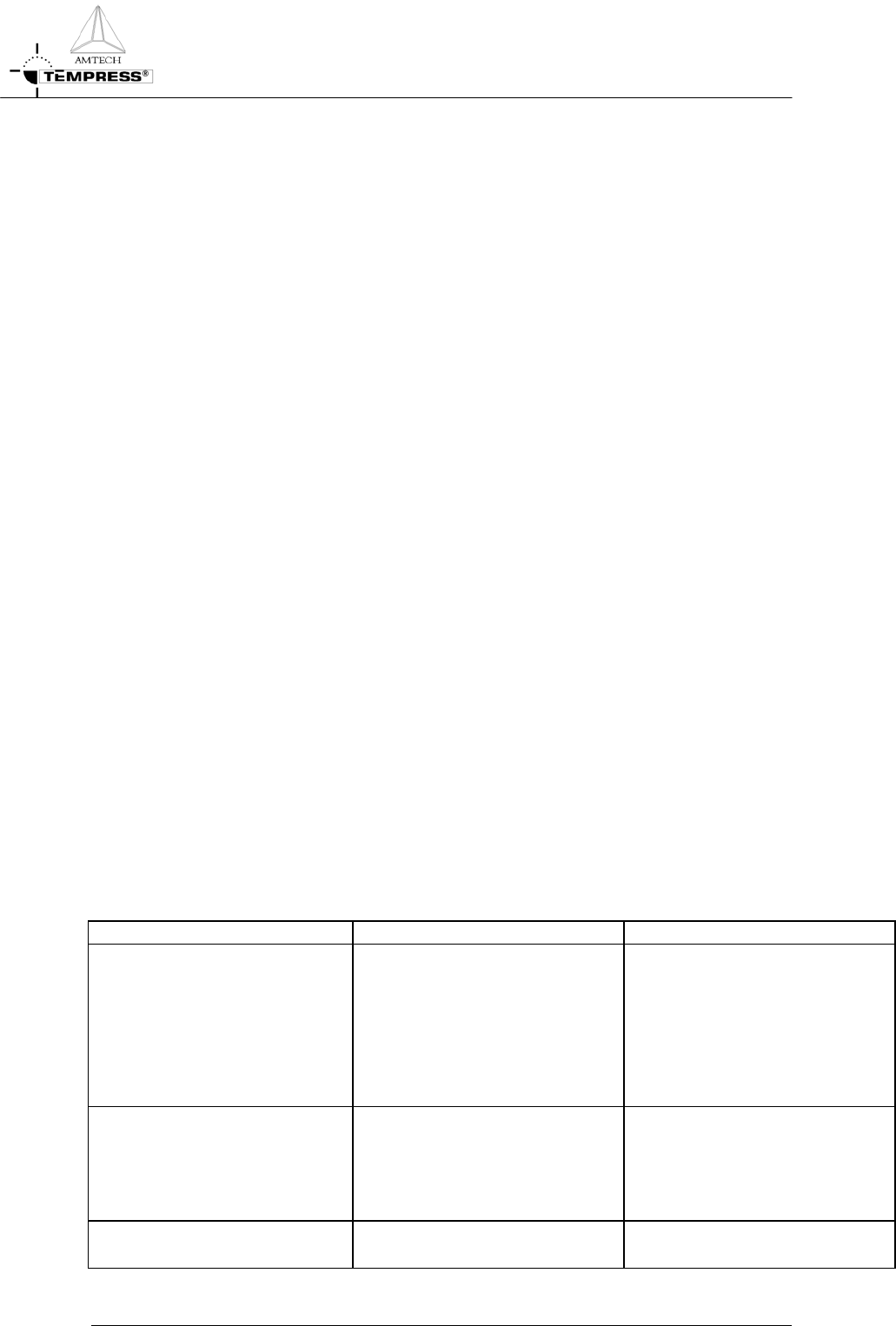
4.1.8
Troubleshooting a standard-nitride process
Problem: Cause: Solution:
Wafers are thick at door side and
thin at pump side.
• Depletion of DCS
• Temperature ramp is not
correct.
• Insuffient dummywafers
• Increase temperature ramp
(door side temperature lower
then pump side temperature).
• Decrease process pressure.
• Increase DCS flow.
• Use 5-10 dummy wafers at
pump side
Wafers are thick at the pump side
and thin at the door side.
• Temperature ramp is not
correct.
• Insuffient dummywafers
• Reduce temperature ramp
(door side temperature higher
then pump side temperature).
• Use 12-25 dummy wafers at
doorside
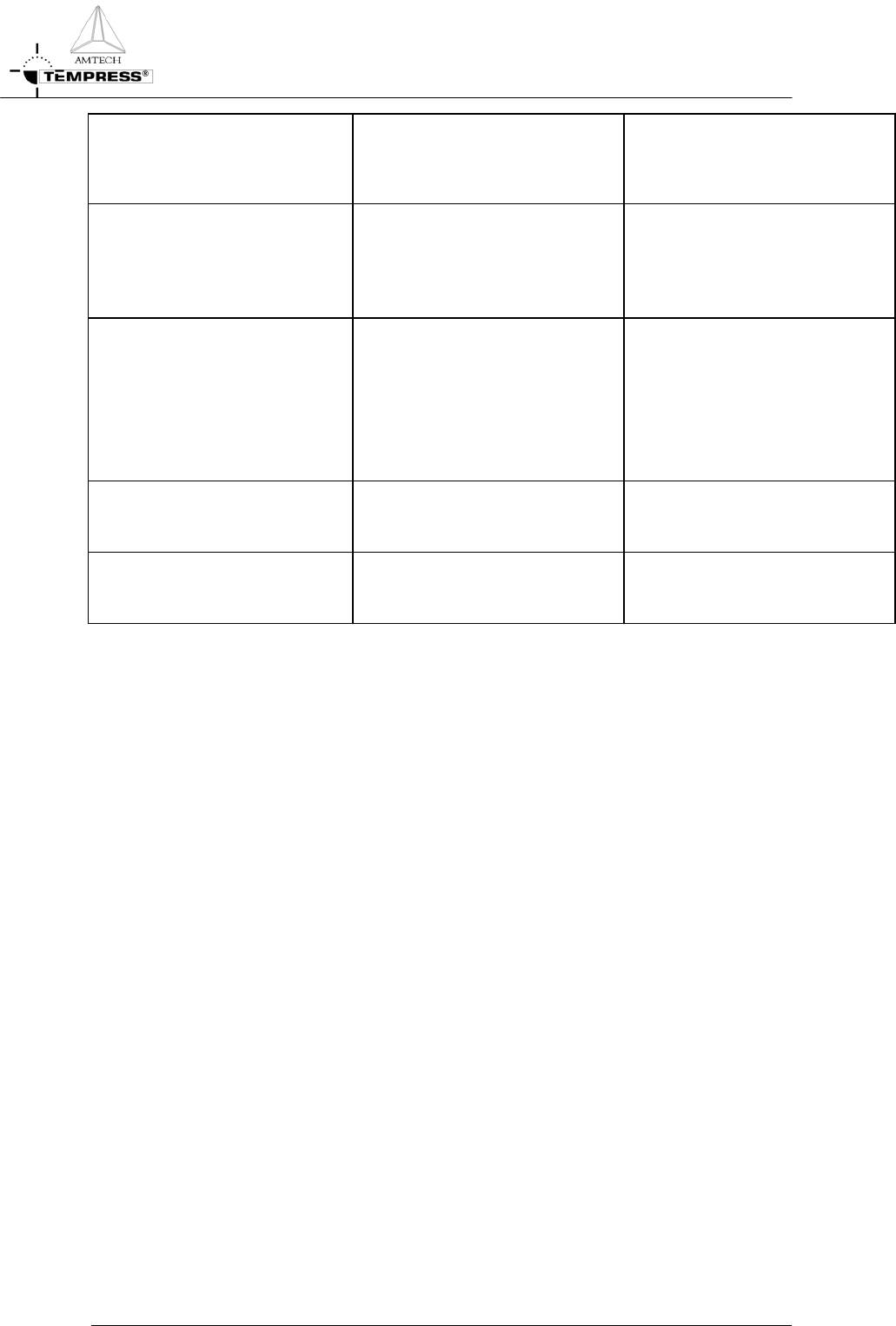
Wafers are thick at the top and
thin at the bottom.
• The paddle is situated too
high in the tube.
• Adjust height of the paddle at
the cantilever system.
PROCESS DESCRIPTION
P
ROCESS MANUAL
4.1-9
• The paddle is colder then the
wafers and the tube.
• Insert temperature
stabilization step in the recipe
after ‘evacuate’ and/or ‘heat
up’ step.
Wafers are thick at the edges and
thin at the center.
• Temperature is not
homogeneous within wafer.
• Process pressure is too high.
• Insert temperature
stabilization step in the recipe
after ‘boat in’ and/or ‘heat up’
step.
• Decrease process pressure.
No consistency in uniformity.
• Dirty quartz ware or wafers.
• No constant pressure control.
• Draft along the furnace.
• Clean tube, quartz ware and
paddle.
• Use clean wafers.
• Check pressure control.
• Decrease draft by reducing
overpressure cleanroom or
close possible draft holes.
Layer is too thin cross load.
• Deposition time is too short.
• Pressure is too low.
• Increase deposition time in
recipe.
• Increase pressure.
Layer is too thick cross load
• Deposition time is too long.
• Pressure is too high.
• Decrease deposition time in
recipe.
• Decrease pressure.
4.1.9
NH
4
Cl vapor pressure curve