BM123中级培训教材v1.0-061120.pdf - 第18页
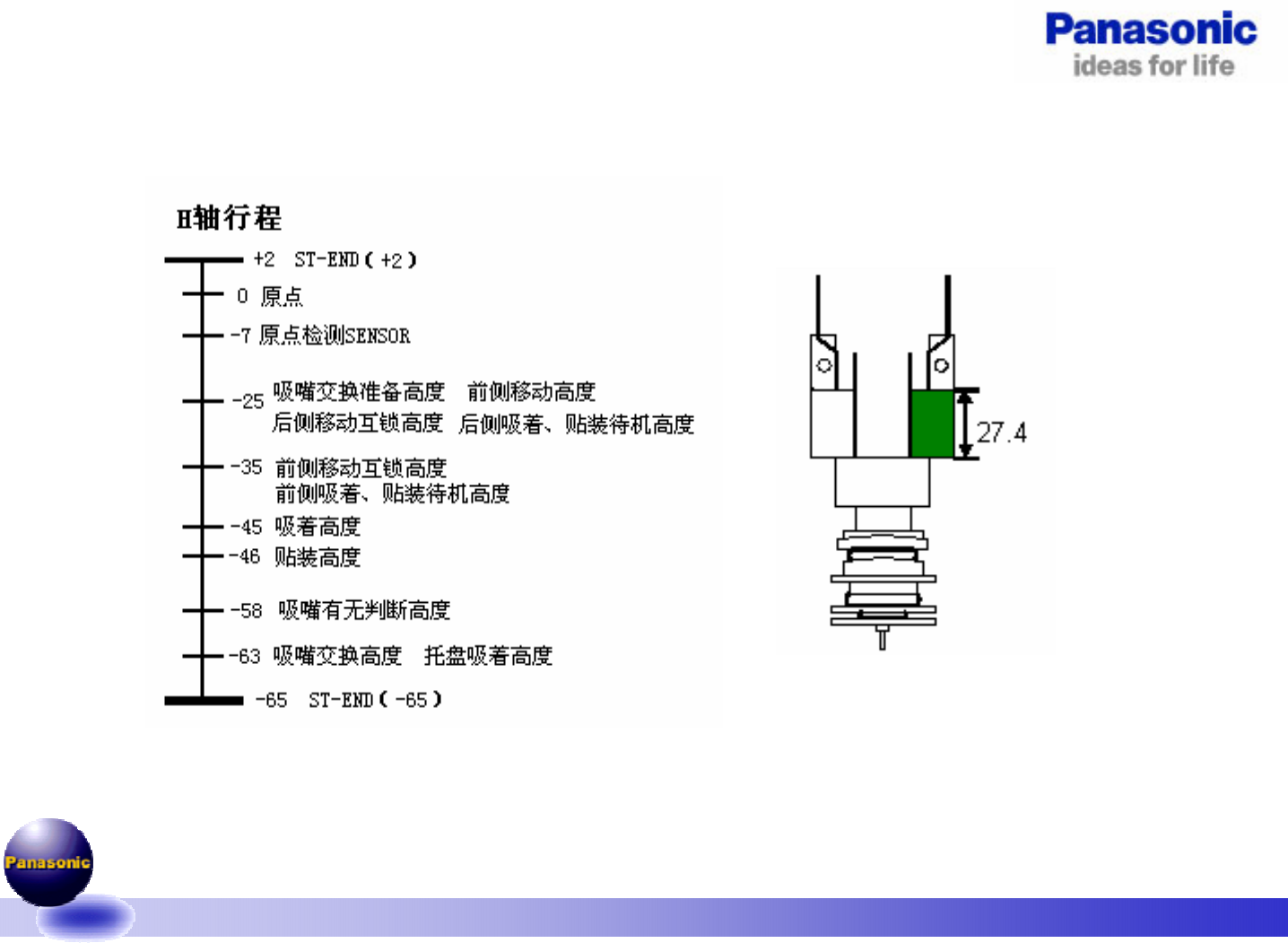
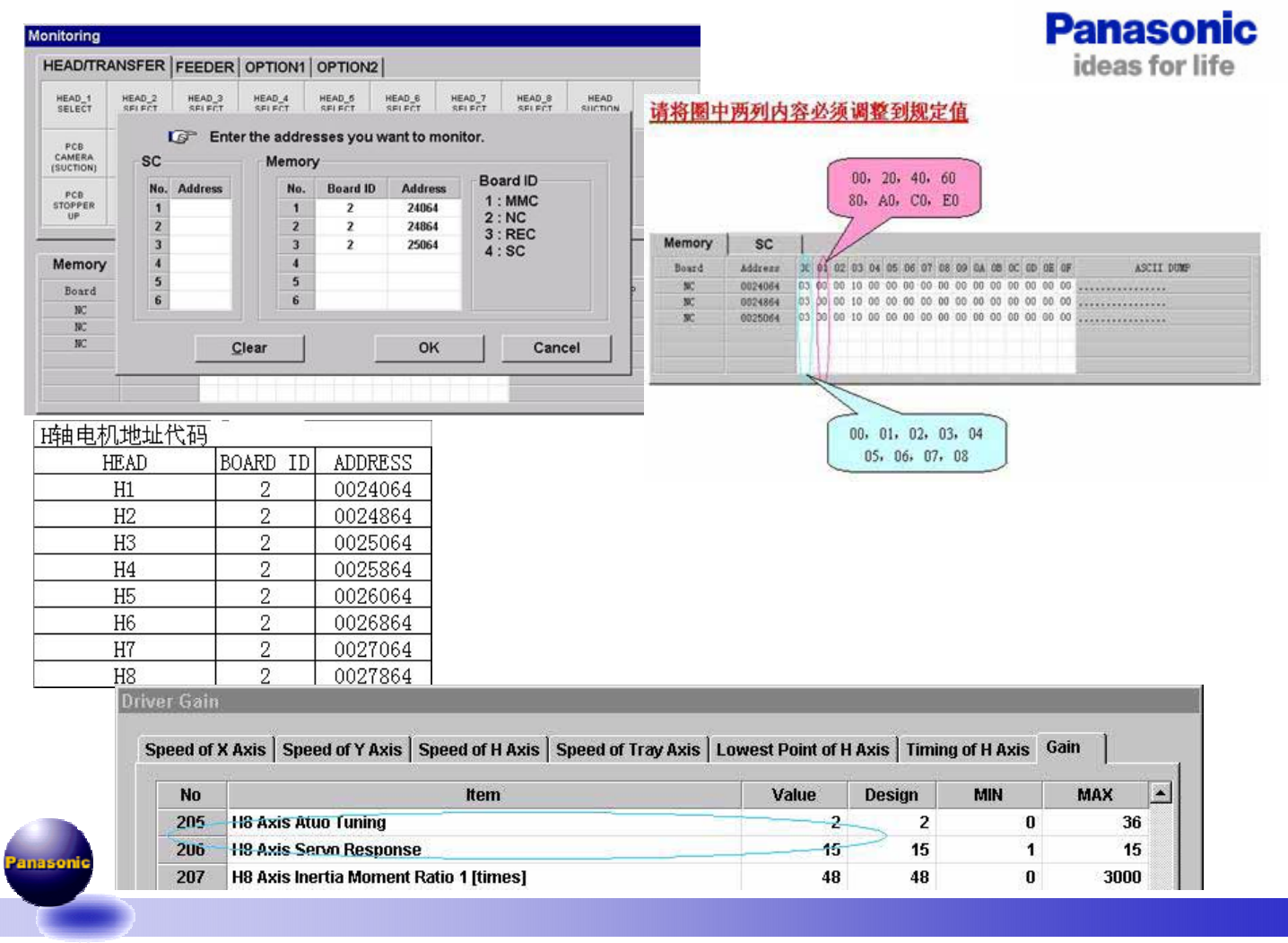
1.0-061120 18/43 H轴原点调整 1,将H轴GAIN值:H AXIS AUTO TUNING由2改为1;H AXIS SERVO RESPONSE由15改为8。 2,在MONITOR画面输入H轴电机的地址代码(下一页)。 3,松开连轴器,使SERVO ON。 4,放入厚度为27.4mm的治具,如图示位置,使用NC JOG移动H轴电机(连轴器处于松开状态)。 4,在SC TIMER中调整到规定的16进制码。 5,锁住联轴器的…
1.0-061120
17/43
1.0-061120
18/43
H轴原点调整
1,将H轴GAIN值:H AXIS AUTO TUNING由2改为1;H
AXIS SERVO RESPONSE由15改为8。
2,在MONITOR画面输入H轴电机的地址代码(下一页)。
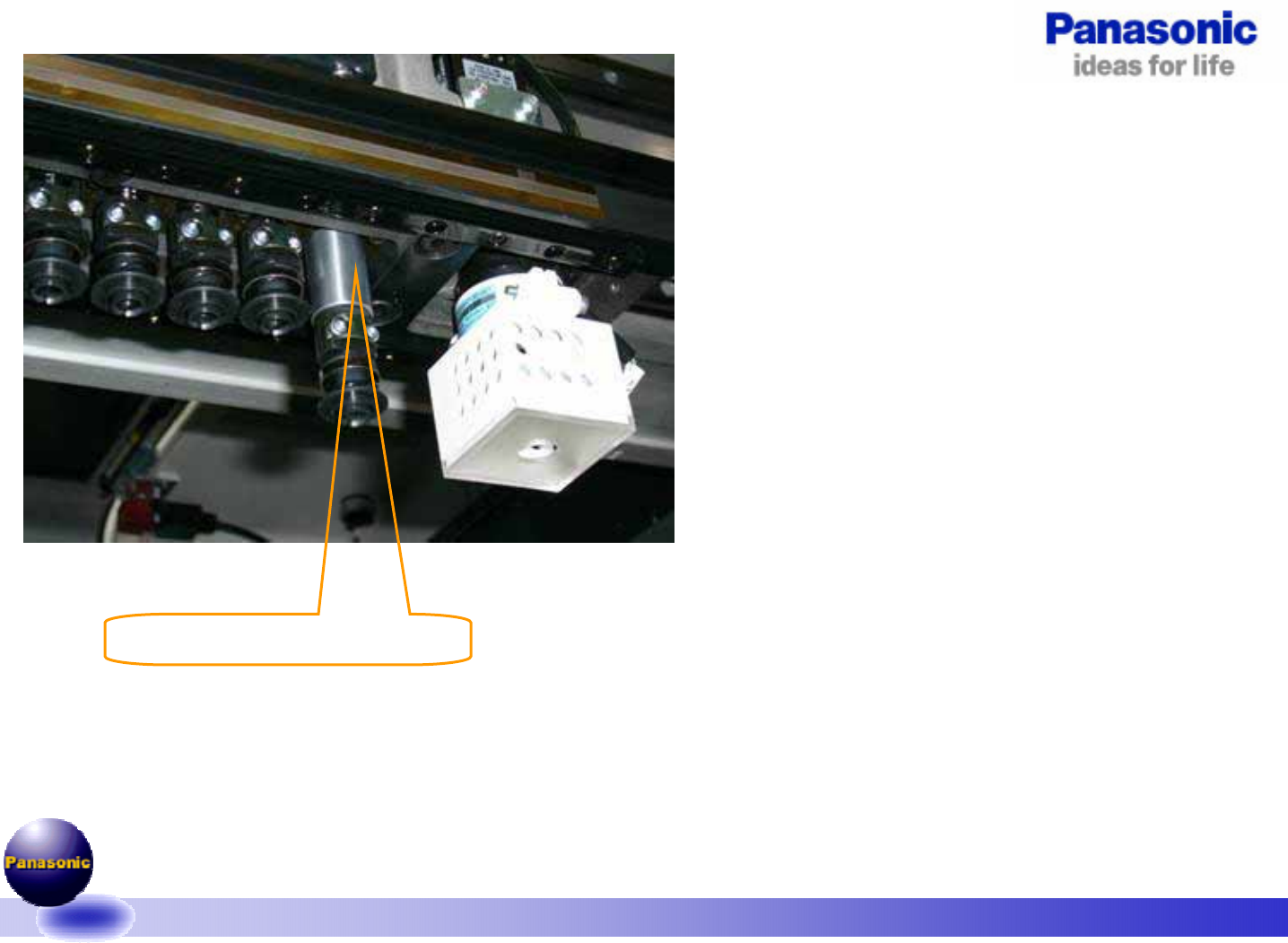
3,松开连轴器,使SERVO ON。
4,放入厚度为27.4mm的治具,如图示位置,使用NC
JOG移动H轴电机(连轴器处于松开状态)。
4,在SC TIMER中调整到规定的16进制码。
5,锁住联轴器的固定螺丝。
6,SERVO OFF,检查联轴器是否锁好,恢复GAIN值。
7,SERVO ON,单轴回原点。若回原点失败,重复1~6
步。
8,全轴回原点。
调整治具 JIG 27.4mm
***确认HEAD高度、供料部吸着高度、贴装高度、NOZZLE CHANGER高度***
1.0-061120
19/43