BM123中级培训教材v1.0-061120.pdf - 第37页
1.0-061120 37/43 十九、贴装高度。 1.将固定于轨道上(尽量使用较大的基板,机器可实装的最大基板330x250) 2.将NOZZLE M装于HEAD1上,使用NC JOG方法将HEAD分别移至阿A、B、C、D四个测定点 3.使用NC JOG方法,下降HEAD1至-46mm;用塞片测量基板与吸嘴的间隙(规格值:-46±0.5mm) 4.获取四个测定点的平均值,登入于Machine Data(No.45 Mount Heig…
1.0-061120
36/43
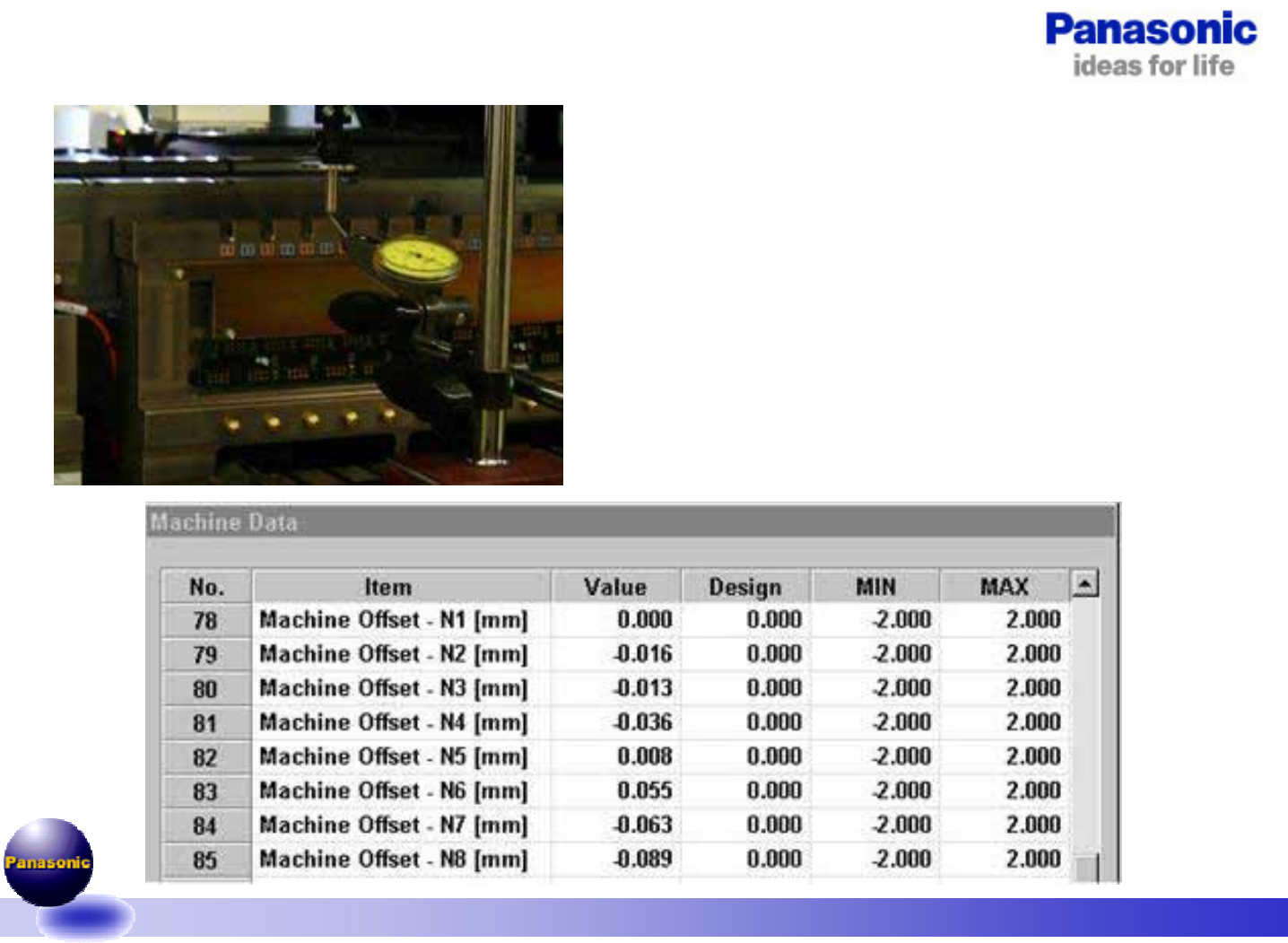
十八、HEAD高度测定。
1.将治具装于HEAD1,下降HEAD至-45mm
2.将百分表置于治具下,调零(以HEAD1为标准,
调试HEAD2~HEAD8)
3.百分表不动,移动X轴-21.5mm,将HEAD2装治具
下降-45mm,记录读数
4.分别重复上步,获取HEAD3~HEAD8的读数
5.将HEAD1~HEAD8的读数,分别登入machine data
(No.78~No.85 HEAD OFFSET)
1.0-061120
37/43
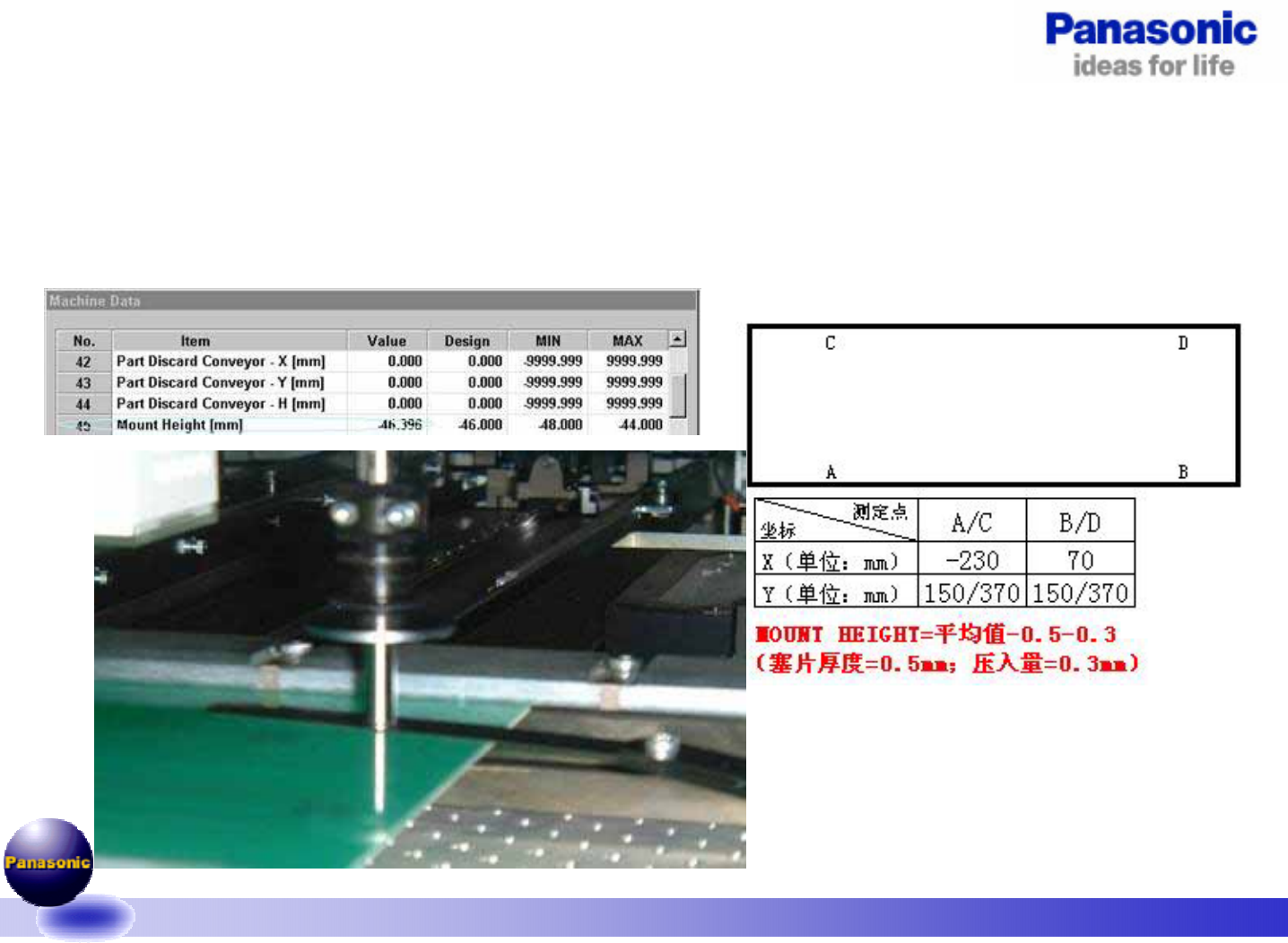
十九、贴装高度。
1.将固定于轨道上(尽量使用较大的基板,机器可实装的最大基板330x250)
2.将NOZZLE M装于HEAD1上,使用NC JOG方法将HEAD分别移至阿A、B、C、D四个测定点
3.使用NC JOG方法,下降HEAD1至-46mm;用塞片测量基板与吸嘴的间隙(规格值:-46±0.5mm)
4.获取四个测定点的平均值,登入于Machine Data(No.45 Mount Height)
1.0-061120
38/43
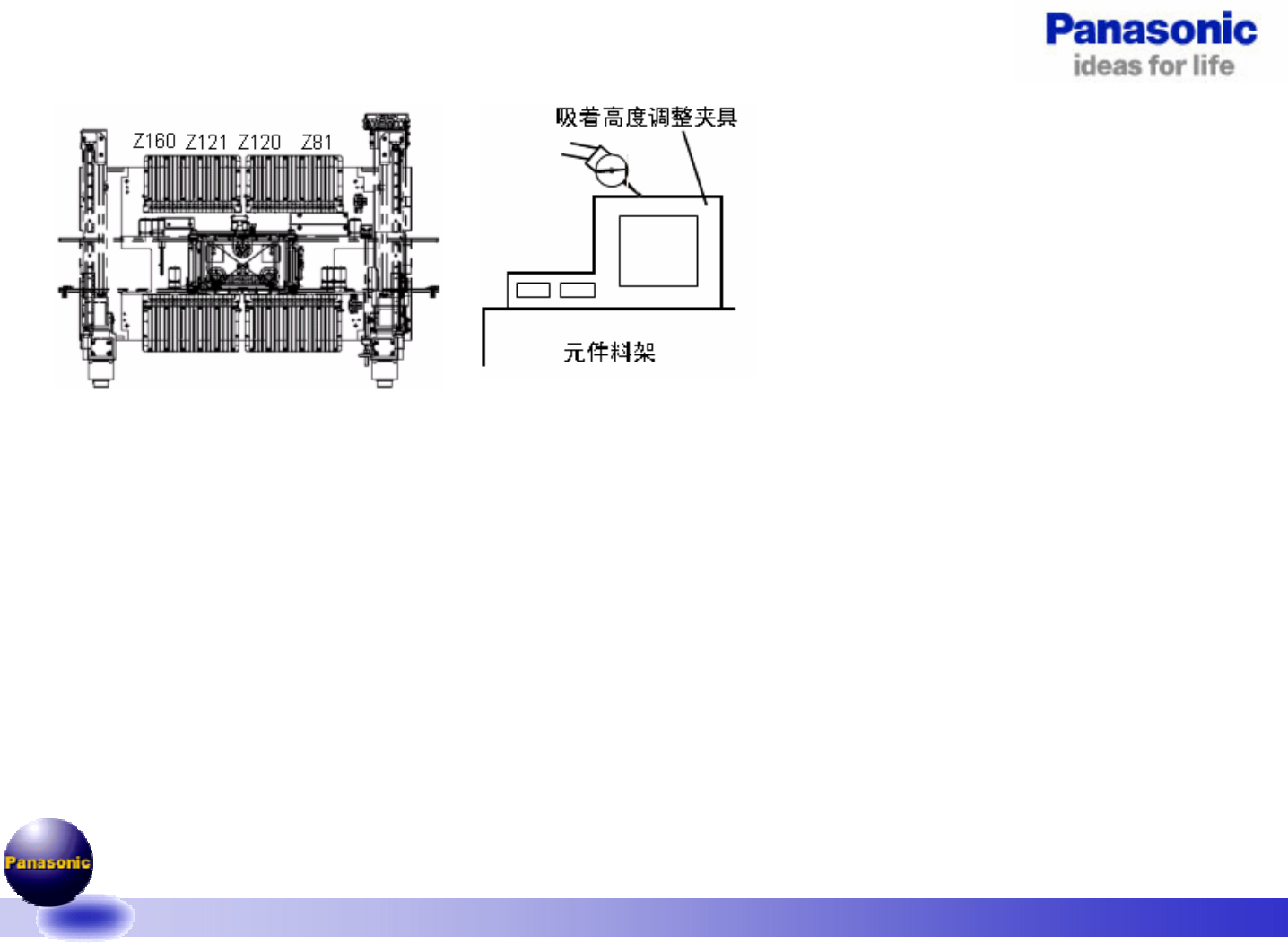
二十、供料平台平面度调整。
=准备=
1. 吸着高度调整夹具
2. 度盘表 3. 垫块
调整元件料架共平面度
1.打开电源,返回原点。
2.把吸着高度调整夹具连接到 Z1。
3.把磁性表架连接到头装置,使度盘
表接触块规的上表面。
4.使度盘表归零。
5.把吸着高度调整夹具逐个连接到Z1
、Z40、 Z41、Z80、Z160、Z121、Z81和
Z80,用同样的方式检查各自的高度。
6.使用下列等式计算平面度。
=注意=
共平面度=(最大高度)-(最小
高度)
=规格=
平面度: 0.1mm 内
=共平面度不符合规格=
通过在平台的四个支撑角增加或减少
垫块来获得平面度。