YS12操作.pdf - 第47页
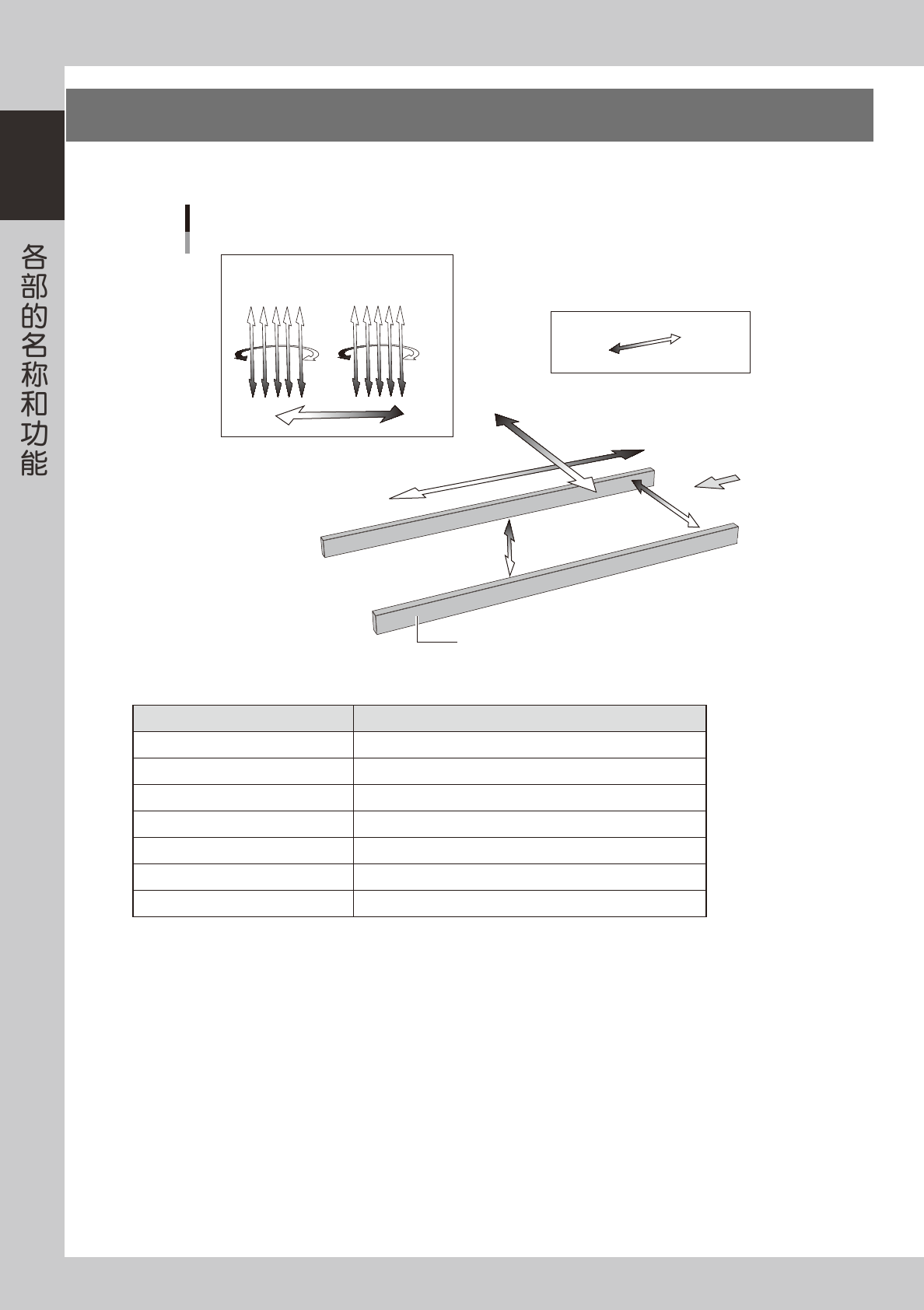
1-16 1 6. 轴的构成 以下介绍主机伺服马达控制的轴的构成、轴的动作方向。 Y轴 X轴 W轴 PU轴 正方向 负方向 基板 传送轨道 R2轴 R1轴 SC轴 Head 轴的构成 Z1 Z2 Z3 Z4 Z5 Z6 Z7 Z8 Z9 Z10 25111-L5-00 ■ 各轴的功能 轴的名称 功能·作用 X轴 在工作台中,沿传送带传送基板的方向平行移动贴装头。 Y轴 在工作台中,沿传送带传送基板的方向垂直移动贴装头。 Z1 〜…

1-15
1
5.传送装置
以下具体说明用于固定基板的传送装置。
4
5
2
1
6
传送装置
3
背面图
25119-L5-00
1. 主挡板
传送带上的基板碰到主挡板就会停住。
2. 顶板
在顶板上设置顶针,从下向上支撑基板。
3. 顶针
设置在顶板上,从下向上固定基板。
4. 压板(可动式)
从上压住基板的边缘来固定基板。
5. 夹钳式基板固定装置
从下抬起基板的边缘夹入压板之间来固定基板。
6. 多视觉相机(选件)
元件识别用相机。前后各配备有一架。(使用超过 8mm 元件时)
1-16
1
6.轴的构成
以下介绍主机伺服马达控制的轴的构成、轴的动作方向。
Y轴
X轴
W轴
PU轴
正方向
负方向
基板
传送轨道
R2轴 R1轴
SC轴
Head
轴的构成
Z1Z2Z3Z4Z5Z6Z7Z8Z9Z10
25111-L5-00
■ 各轴的功能
轴的名称 功能·作用
X轴 在工作台中,沿传送带传送基板的方向平行移动贴装头。
Y轴 在工作台中,沿传送带传送基板的方向垂直移动贴装头。
Z1 〜 Z10 轴 分别使各贴装头上下移动,吸附、贴装元件。
R1、R2 轴 分别在各贴装头旋转吸嘴轴。
SC 轴 在工作台中,沿传送带传送基板的方向平行移动扫描相机。
W轴 更改各基板台的传送宽度。
PU 轴 上下移动顶板。
1-17
1
7.切带机(选配)
YS 系列配备选配装置内置式切带机。自动运行中的切带动作有下述两种,也可以两种并用。
切带机的动作规格如下所述。
· 贴装中 :元件吸附结束后,在元件贴装动作中执行切带。
· 传送中 :贴装结束后,在基板每次传送至出口时执行切带。
■切带机的开闭动作时机
·
返回原点时(闭→开)
返回原点后自动强制执行打开所有切带机的动作。
·
开始自动运行时(闭→开)
强制执行打开动作。
·
自动运行复位时(开→闭)
强制关闭所有切带机后执行打开动作。
·
关闭机器电源时(开→闭)
显示确认对话框与导航处理方法。按 [OK] 按钮,执行关闭所有切带机的动作。
7.1 贴装中切带
根据实际送料器传送料带的长度(料带传送长度),在贴装动作中执行切带动作。
· 料带传送长度
执行元件吸附动作时,对每个送料器都从吸附元件的传送间距与料带传送次数计算长度。
1 个切带机内的传送长度以最长料带为基准,判断贴装中是否切带。
· 传送间距
使用 SS 送料器在各工作台设置(存储)的传送间距、或基板数据设置的传送间距计算。
· 执行时机
切带动作,从元件识别开始在贴装动作中进行。
但,到开始传送下一吸附组的元件时,切带动作还未完成,则停止贴装动作直至切带处理完成。
· 执行条件
在机器设置中已预先设置的「标准切断长度」到「最长切断长度」之间,执行贴装中的切带。
1.料带传送长度超过最长切断长度时,务必执行切带动作。
2.料带传送长度超过标准切断长度时,原则上执行切带动作。
n
要点
在切带动作正常结束时,料带传送长度的计数自动清零。
■暂不执行切带的情况
· 多个料带切刀上的送料器同时达到标准切断长度以上、且不足最长切断长度时,对料带传送长度较长的执行切带,对较短
的暂不执行切带动作。
· 即使超过标准切断长度,如果在该吸附组使用的贴装头数低于指定个数,为了不等待贴装动作暂不执行切带动作。