00195753-0102_UM_D1_D2_SR605_DK.pdf - 第313页
Driftsvejledning SIPLACE D1/D2 6 Stationsudvidelser Fra softwareversion SR.605.xx Udgave 07/ 2008 DK 6.18 SIPLACE Productivity-Lift 313 6.18 SIPLACE Productivity-Lif t 6.18.1 Koncept ved parallelbestykning Normalt er bes…
6 Stationsudvidelser Driftsvejledning SIPLACE D1/D2
6.17 Vakuumpumpe Fra softwareversion SR.605.xx Udgave 07/2008 DK
312
6.17 Vakuumpumpe
Artikel-nr. 00119017-xx Vakuumpumpe
Artikel-nr. 00119899-xx Tilslutningskit vakuumpumpe D1/D2
Hvert Collect&Place-hoved råder over sin egen vakuumgenerator, der forsyner holde- og bestyk-
ningskredsen med det nødvendige vakuum. Vakuumgeneratoren arbejder iht. Venturi-princippet.
D2-automatens trykluftforbrug er 485 Nl/min. Det betyder, at trykluftforsyningen skal være dimen-
sioneret tilsvarende. Er kapaciteten hos ejeren på opstillingsstedet ikke tilstrækkelig, ville det op-
stå høje investeringsomkostninger. Af den grund tilbyder vi Dem en vakuumpumpe for at opnå
den krævede vakuumforsyning.
Desuden har brug af vakuumpumpen følgende fordele:
– Automatens trykluftforbrug halveres ca.
– Indgangstrykket reduceres.
– Automaten kan nemt integreres i bestående linjer.
– De løbende driftsomkostninger falder, afhængigt af hvor høje energiomkostningernes er.
Vakuumpumpen er vedligeholdelsesfri og 100% oliefri. Dens kapacitet er nok til at forsyne holde-
kredsene til Collect&Place-hovederne.
Bestykningsautomat Automatens trykluftforbrug
a
a) Under atmosfæriske, normale betingelser ved 20°C og 1013 hPa
SIPLACE D1
uden vakuumpumpe
med vakuumpumpe
345 Nl/min (C&P/P&P)
205 Nl/min (C&P/P&P)
SIPLACE D2
uden vakuumpumpe
med vakuumpumpe
485 Nl/min (2 x C&P)
205 Nl/min (2 x C&P)
Driftsvejledning SIPLACE D1/D2 6 Stationsudvidelser
Fra softwareversion SR.605.xx Udgave 07/2008 DK 6.18 SIPLACE Productivity-Lift
313
6.18 SIPLACE Productivity-Lift
6.18.1 Koncept ved parallelbestykning
Normalt er bestykningslinjer placeret i serie og kædet serielt sammen med hinanden. Bestyk-
ningsprogrammet køres igennem i sekvenser, mens printpladerne transporteres videre fra en ma-
skine til den næste. Dette betyder, at bestykningen af en printplade er fordelt på forskellige
automater.
6
Fig. 6.18 - 1 Serielle og parallelle linjer sammenlignes
Ved den parallelle sammenkædning samles bestykningsindholdene fra de enkelte automater.
Flere automater arbejder med det samme bestykningsprogram. De bestykker alle komponenter
på en maskine, der er fordelt på flere maskiner i den serielle forarbejdning. Er en automats kapa-
citet udnyttet 100%, transporteres printpladerne videre til den næste automat med det samme be-
stykningsprogram, hvor de så bestykkes. Denne kombination af maskiner med samme
bestykningsindhold betegnes som gruppe eller cluster.
Seriel linje
Parallel linje
Forsænket transport
Gruppe (Cluster)
Vandret/
lodret lift
6 Stationsudvidelser Driftsvejledning SIPLACE D1/D2
6.18 SIPLACE Productivity-Lift Fra softwareversion SR.605.xx Udgave 07/2008 DK
314
6.18.2 Realisering af parallelbestykning
Da linjer med parallelt anbragte automater er meget mere pladskrævende, har man realiseret kon-
ceptet med parallelbestykning med forsænket transport og horisontal/vertikal lift (HV-Shuttle).
Automaterne er stadigvæk anbragt i serie, dog kan linjen arbejde parallelt via liftenheder og for-
sænkede transporter. På denne måde bibeholdes næsten SIPLACE-linjernes kompakthed.
Forsænket transport 6
To transportbånd transporterer tomme eller bestykkede printplader, der kører nede under maski-
nerne (se Fig. 6.18 - 1
, side 313).
Vandret/lodret lift (vandret/lodret shuttle) 6
En HV-Shuttle er anbragt i starten af en linje mellem automaterne og for enden af en linje. Den
transporterer printpladerne mellem det forsænkede niveau og bearbejdningsniveauet og mellem
de to spor på de forsænkede transporter.
6
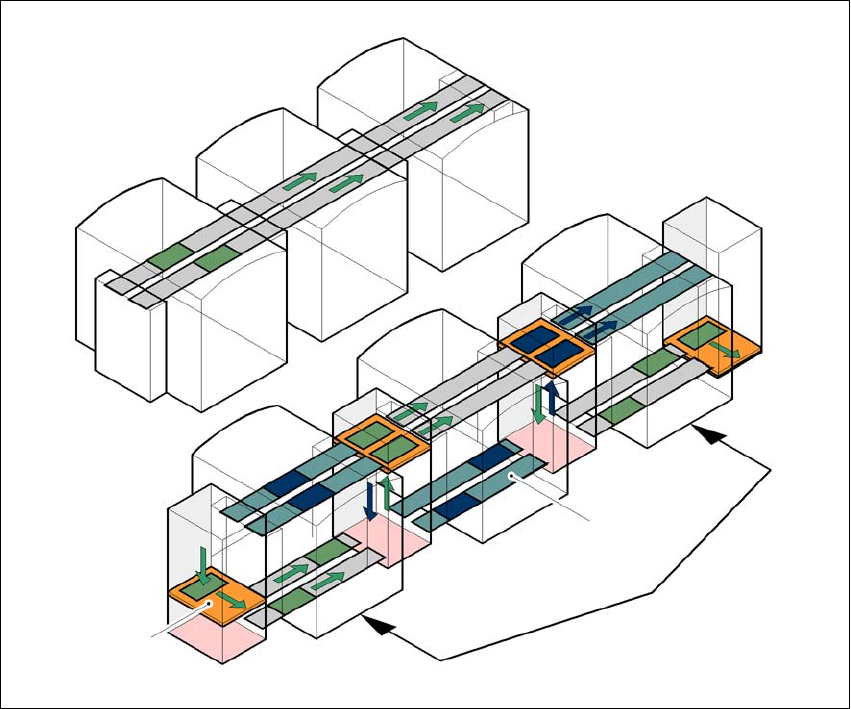
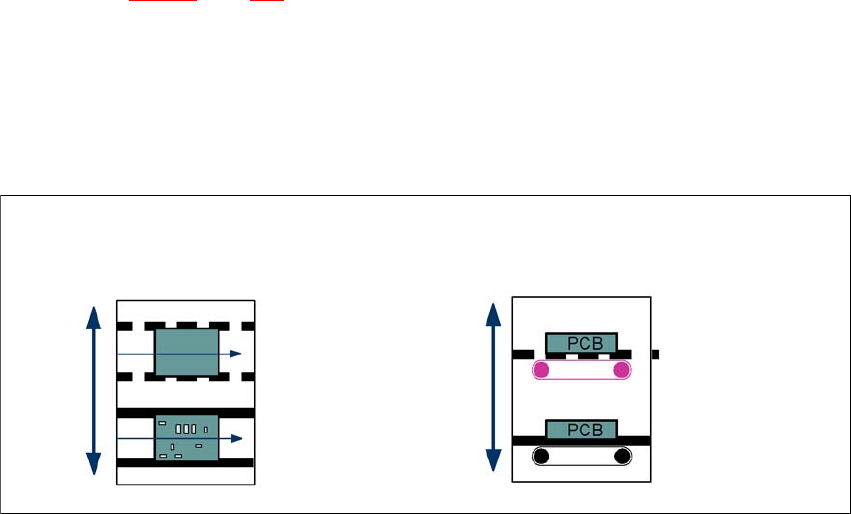
Fig. 6.18 - 2 Vandret/lodret shuttle (VL-shuttle), transport-sporskift og liftfunktion
Vandret transport
VL-shuttle
Liftfunktion
Lodret transport
Ubestykket
Bestykket
Standard-
transportniveau
Forsænket
transportniveau
VL-shuttle
Transport-sporskift